Изобретение относится к строительству, а именно к устройствам для тепловой обработки возводимых в условиях построечной площадки в два и более этапов монолитных мостовых конструкций из железобетона с использованием при этом автоматического управления тепловыми процессами.
Из известных наиболее близким по технической сущности является устройство для тепловой обработки сборных железобетонных изделий, имеющее устройство автоматического управления процессом тепловой обработки (RU N2147987, кл. В 28 В 11/24, 2000 г.).
Известное устройство не применимо в условиях построечной площадки при подготовке к бетонированию длинномерных конструкций сложной геометрии, типа мостовых переходов, из-за невозможности обеспечения заданного для них режима тепловой подготовки, потребности в наличии специально оборудованной стенда-камеры.
Задачей настоящего изобретения является повышение качества изготовления конструкций за счет возможности создавать высокую равномерность распределения температуры по всему объему участка вне зависимости от его теплофизических характеристик, а также повышение надежности конструкций за счет снижения риска возникновения трещин температурного характера в зонах объединения возведенного ранее и вновь возводимого участка указанной монолитной железобетонной конструкции.
Достигается это тем, что устройство для тепловой обработки монолитных железобетонных конструкций, преимущественно мостовых переходов, в условиях построечной площадки содержит опалубку с установленными в ее бортах электронагревательными элементами для конвективно-излучательного нагрева бетонной смеси и установленными в ее дне нагревательными элементами для конвективно-контактного нагрева, имеющие независимые каналы регулирования термодатчики, подключенные ко входам терморегуляторов, выходы которых через блоки коммутации с магнитными пускателями соединены с соответствующими электронагревательными элементами, при этом каждый канал регулирования включает, по меньшей мере, шесть установленных в монолитной конструкции датчиков температуры и датчик температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов. При этом каждый канал регулирования может быть выполнен в виде минимум трех независимых подканалов регулирования по температуре соответственно в средней, верхней или правой, нижней или левой точках участка регулирования, а для обеспечения визуального контроля оно снабжено монитором и/или принтером для отображения значений температуры.
Изобретение поясняется чертежами, где:
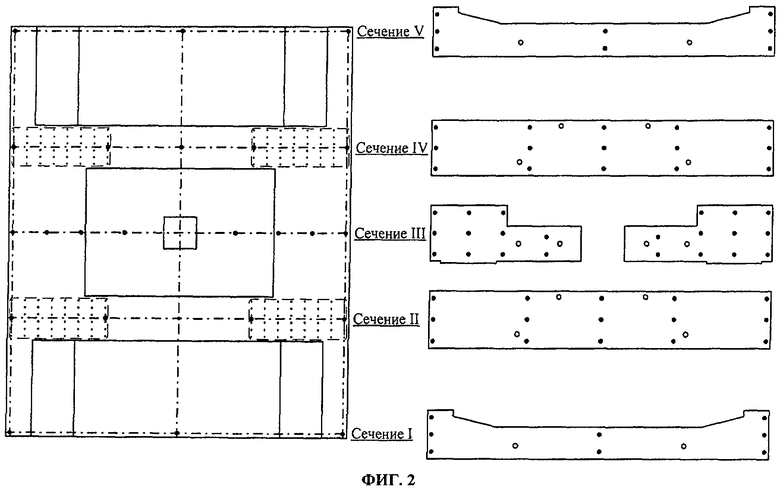
на фиг.1 - Общий вид конструкции, забетонированной на первом этапе;
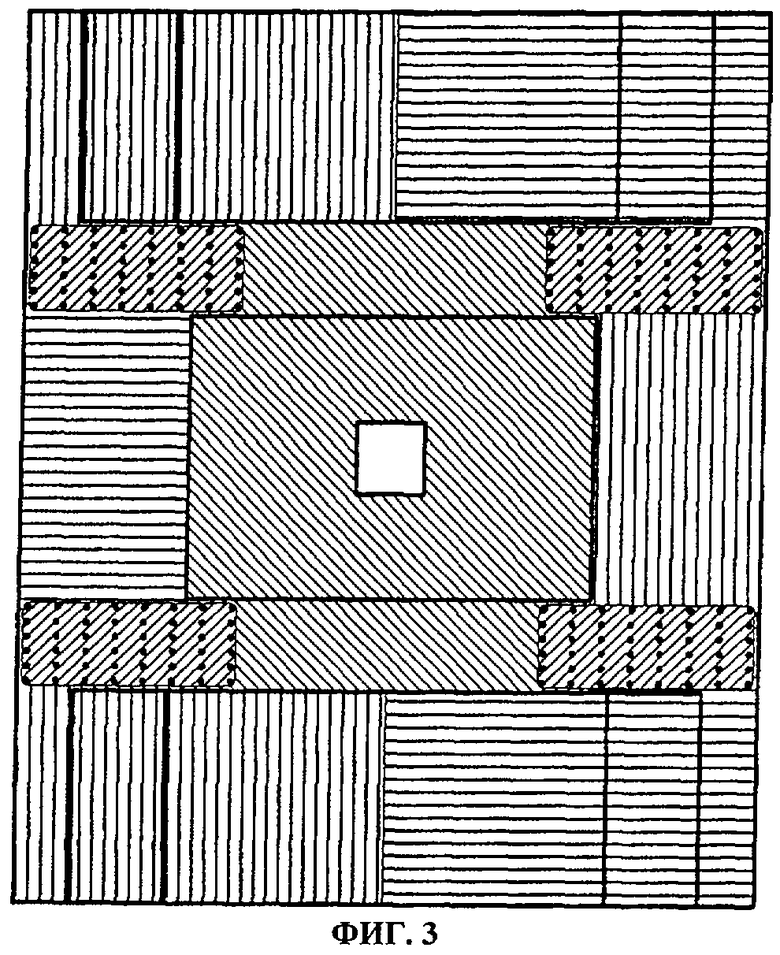
на фиг.2 - Ориентировочное размещение датчиков температуры;
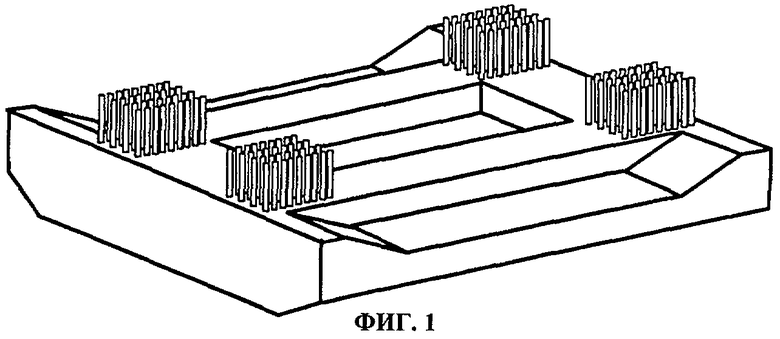
на фиг.3 - Ориентировочная схема разбивки подготавливаемой конструкции на независимые каналы регулирования;
на фиг.4 - Схема устройства автоматизированного управления процессом тепловой подготовки к бетонированию монолитных железобетонных конструкций, возводимых в два и более этапа в условиях построечной площадки.
Устройство для тепловой обработки монолитных железобетонных конструкций, преимущественно мостовых переходов, в условиях построечной площадки содержит образующие предварительно рассчитываемое количество независимых каналов регулирования “управляющие” и “контрольные” термодатчики 1, подключенные ко входам терморегуляторов 2, выходы которых через блоки коммутации 3 с магнитными пускателями соединены с соответствующими электронагревательными элементами 4. В каждом канале регулирования содержится, по меньшей мере, шесть установленных в определяемых расчетом местах монолитной конструкции датчиков, а также датчик 5 температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов. Сигналы поступают на группы электронагревательных элементов 4 в каждом канале, установленных соответственно в бортах и на дне опалубки подготавливаемого участка монолитной конструкции. При этом в качестве электронагревательных элементов 4 использованы неметаллические электронагреватели полимерные (НЭП), которые осуществляют нагрев бетона конвективно-излучательным методом, а нагревательные элементы дна - конвективно-контактным методом. Каждый канал регулирования может быть выполнен в виде минимум трех независимых подканалов регулирования по температуре соответственно в средней, верхней (или правой) и нижней (или левой) точках участка регулирования. Для обеспечения визуального контроля устройство автоматического управления процессом тепловой подготовки монолитных железобетонных конструкций снабжено монитором 6 и/или принтером 7 для отображения значений температуры.
Сигнал с термодатчика в виде изменения сопротивления преобразуется в терморегуляторе в частоту. Микропроцессор терморегулятора типа ТРМ38 (производства ООО ПО "ОВЕН" г.Москва) сравнивает заданное значение с фактическим и вырабатывает сигнал рассогласования. Этот сигнал в виде потенциала ЗОВ поступает на блок коммутации мощности, состоящий из электромагнитных реле. В зависимости от знака сигнала соответствующим реле включается или отключается магнитный пускатель, подключая или отключая электронагреватель 4 от сети питания. Таким образом, поддерживается заданная температура в канале регулирования. В каждом канале существуют три независимых подканала регулирования. Это позволяет производить настройку и корректировку терморежимов управляемых участков бетонной конструкции в зависимости от частных условий и обеспечивает точное соответствие термонапряженного состояния конструкции предварительному расчету. Контрольные датчики температуры, установленные в определяемых расчетом местах, позволяют иметь текущую информацию о температурах в ходе технического процесса, приводить его в строгое соответствие с требованиями регламентирующих документов и, при необходимости, оперативно вносить надлежащие корректировки. Разделение всего подготавливаемого к бетонированию участка монолитной конструкции на независимые каналы регулирования позволяет создавать высокую равномерность распределения температуры по всему объему участка вне зависимости от его теплофизических характеристик. Управление процессом прогрева по программе ПЭВМ заключается в выдаче в терморегулятор в заданные моменты времени требуемых значений температуры в канале регулирования, периодическом опросе датчиков температуры, контроле за соответствием технологического процесса требованиям регламентирующей документации, отображении значений температуры на экране монитора ПЭВМ и/или на печатающем устройстве, запоминании значений температуры бетона и окружающего воздуха в дисковом файле, а также в выполнении ряда вспомогательных операций, что в совокупности обеспечивает повышение качества изготовления мостовых конструкций, снижению риска возникновения трещин температурного характера в зонах объединения возведенного ранее и вновь возводимого участка монолитной железобетонной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2147987C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕРМОСТЕНДЕ | 2018 |
|
RU2689472C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО РЕЖИМА ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2322344C1 |
| ОПАЛУБОЧНЫЙ ЩИТ | 1998 |
|
RU2149243C1 |
| СПОСОБ МОНТАЖА СИСТЕМ ОТОПЛЕНИЯ В ПЕРЕКРЫТИЯХ МОНОЛИТНОГО ЗДАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2211294C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО КАРКАСА ЗДАНИЯ И ОПАЛУБКА | 2006 |
|
RU2328579C1 |
| УСТРОЙСТВО ДЛЯ ПРОГРЕВА ГОРИЗОНТАЛЬНЫХ МОНОЛИТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2022 |
|
RU2810344C1 |
| Несъёмная опалубка из неорганического стекла для монолитного бетона или железобетона с внутренними системами теплообогрева (варианты) | 2018 |
|
RU2694642C1 |
| ТЕРМОАКТИВНАЯ ОПАЛУБКА С АВТОМАТИЧЕСКИМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОНА | 2012 |
|
RU2507355C1 |
| НЕСЪЕМНАЯ ОПАЛУБКА, СПОСОБ ЕЕ СБОРКИ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН И СООРУЖЕНИЙ В НЕСЪЕМНОЙ ОПАЛУБКЕ | 2003 |
|
RU2248433C1 |

Изобретение относится к строительству, а именно к устройствам для тепловой обработки возводимых в условиях построечной площадки конструкций из железобетона с использованием автоматического управления тепловыми процессами. Технический результат - повышение качества изготовления конструкций. Устройство содержит опалубку с установленными в ее бортах электронагревательными элементами для конвективно-излучательного нагрева бетонной смеси и установленными в ее дне нагревательными элементами для конвективно-контактного нагрева, имеющие независимые каналы регулирования термодатчики, подключенные к входам терморегуляторов, выходы которых через блоки коммутации с магнитными пускателями соединены с соответствующими электронагревательными элементами, при этом каждый канал регулирования включает, по меньшей мере, шесть установленных в монолитной конструкции датчиков температуры и датчик температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов. 2 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2147987C1 |
| Стенд для изготовления длинномерных железобетонных изделий | 1973 |
|
SU478827A1 |
| ФОРМОВОЧНОЕ ОСНОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ДЛИННЫХ СТЕНДАХ | 1998 |
|
RU2182865C2 |
| ПРИМЕНЕНИЕ ВОДЫ С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ ДЕЙТЕРИЯ ДЛЯ ПОВЫШЕНИЯ УСТОЙЧИВОСТИ ОРГАНИЗМА К ПОЛЕТУ НА ВОЗДУШНОМ СУДНЕ | 2013 |
|
RU2542491C1 |

