Изобретение относится к непрерывному литью металлов. Более точно, оно касается устройств для обеспечения бокового прилегания жидкого металла в изложницах установок для непрерывного литья тонких металлических лент, площадь отливки которых ограничена приближенными друг к другу боковыми поверхностями двух цилиндров с горизонтальными осями, охлажденными внутри и вращающимися в противоположных направлениях.
В этом типе установок для непрерывного литья, промышленное применение которых в настоящее время широко распространено при литье стальных лент толщиной приблизительно 2-10 мм, боковое прилегание жидкого металла в отливочном пространстве, ограниченном цилиндрами, обеспечивается пластинами, которые накладываются соответствующим устройством на плоские поверхности цилиндров, называемые "ребрами". Эти пластины обычно обозначаются термином "боковые стенки". Их центральная часть, контактирующая с жидким металлом, выполнена из огнеупорного материала так же, как и их периферийная часть, которая трется о цилиндры, в результате чего она прогрессивно изнашивается. Необходимо, чтобы они контактировали с плоскими поверхностями цилиндров настолько герметично, насколько это возможно, так как просачивание жидкого металла в их контактную зону губительно для качества кромок отлитой ленты. Кромки примут зубчатую форму и будут чрезвычайно хрупкими. Они могут отделиться от остальной ленты и приклеиваться к цилиндрам. Если приклеивание будет продолжаться во весь полный оборот цилиндров и если обрывки кромок попадут в отливочное пространство, то это приведет к сильному разрушению поверхностей цилиндров. Самое худшее заключается в том, что этот жидкий металл может оказаться за границами установки, а это приведет к немедленной остановке процесса литья.
Причин для разгерметизации может быть довольно много, можно назвать следующие из них:
- деформация цилиндров и "боковых стенок", вызванная механическими и термическими колебаниями, которые они испытывают в самом начале процесса литья;
- прогрессивный износ "боковых стенок" или цилиндров, который не всегда одинаков по всей протяженности их контактных зон;
- мгновенный износ "боковых стенок", вызванный просачиванием затвердевшего металла.
Ранее уже предлагалось решить проблемы, связанные с потерей герметичности, путем провоцирования контролируемого износа "боковых стенок", управляя трением "боковых стенок" о цилиндры. Таким образом непрерывно восстанавливаются контактные поверхности "боковых стенок", потому что происходит их приспособление к возможным изменениям формы тех частей цилиндров, на которые они опираются. По этому поводу можно процитировать европейскую патентную заявку EP-A-546206. Прежде всего она предлагает как можно сильнее прижимать "боковые стенки" к вращающимся цилиндрам перед началом литья, чтобы придать им точную начальную форму ребер цилиндров. Затем немного ослабить это давление на "боковые стенки" и начать процесс литья, временно оказывая сильное давление на "боковые стенки", чтобы непринужденно создать износ, согласующий наиболее благоприятным образом форму контактирующих поверхностей "боковых стенок" с ребрами цилиндров. В ходе литья продолжают накладывать "боковые стенки" на цилиндры, компенсируя их износ перемещением при средней заданной скорости. Таким образом создают управляемый износ, обеспечивая постоянное возобновление поверхностей контакта между боковыми сторонами и цилиндрами.
Французская заявка FR 9408319 вносит усовершенствование в этот способ и в другие способы, которые предусматривают средства, позволяющие слегка деформировать "боковые стенки", при этом модулируя давление, прикладываемое на их различные зоны. Таким образом учитывают неравномерности постоянные или временные, накладываемые на различные части боковых сторон цилиндрами. Такие неравномерности могут иметь место, например, в случае паразитного отверждения металла, просачивающегося между "боковой стенкой" и цилиндром, или когда оба ребра цилиндров, на которые накладывается "боковая стенка", не являются строго копланарными между собой и ортогональными относительно осей цилиндров.
Эти способы имеют недостаток, заключающийся в том, что каждой "боковой стенке" как бы "навязывают" износ через трение, который измеряется скоростью продвижения "боковой стенки", но который контролируется недостаточно легко. Он может оказаться бесполезно значительным в случае, когда отливка протекает без особых происшествий.
В основу настоящего изобретения положена задача предоставить оператору средства для "навязывания" боковой стенке контролируемого износа, который не превысит износ, необходимый для нормального протекания процесса литья.
Предметом настоящего изобретения является устройство для поддержки "боковой стенки" установки непрерывного литья между цилиндрами тонких металлических изделий типа полос, содержащей два охлаждаемых цилиндра с горизонтальными осями, две "боковых стенки", накладываемых на ребра указанных цилиндров. Названное поддерживающее устройство содержит каретку, перемещаемую по команде в направлении, параллельном оси цилиндров, толкающее устройство, расположенное на каретке, и панель, взаимодействующую с "боковой стенкой", соединенной с указанным толкающим устройством через толкающую пластину, и толкающие элементы, опирающиеся на указанную толкающую пластину, согласно изобретению панель содержит по меньшей мере один анкер, проходящий сквозь толкающую пластину и свободный конец которого имеет упор, который может контактировать с задней стороной с указанной толкающей пластины.
Согласно изобретению панель, поддерживающая маленькую стенку, снабжена одним или несколькими анкерами, проходящими сквозь толкающую пластину и свободные концы которых могут упираться в заднюю сторону толкающей пластины. Таким образом, толкающие элементы, которые имеют тенденцию удалять панель от толкающей пластины, чтобы наложить "боковую стенку" на цилиндры, вызывая ее износ, ограничивают свое действие, когда этот износ становится достаточно явным, и осуществляют упор. Тогда имеет место только минимальное трение между "боковой стенкой" и цилиндрами, а износ "боковой стенки" почти сводится к нулю.
Описание имеет чертежи, которые помогут лучше понять изобретение.
Фиг. 1 схематически показывает профиль устройства, выполненного согласно изобретению, и один из рабочих цилиндров, на который наложена одна из "боковых стенок" установки для литья между цилиндрами тонких металлических изделий, при этом анкеры находятся в положении, при котором они способствуют прогрессивному удалению пластины от толкающей пластины.
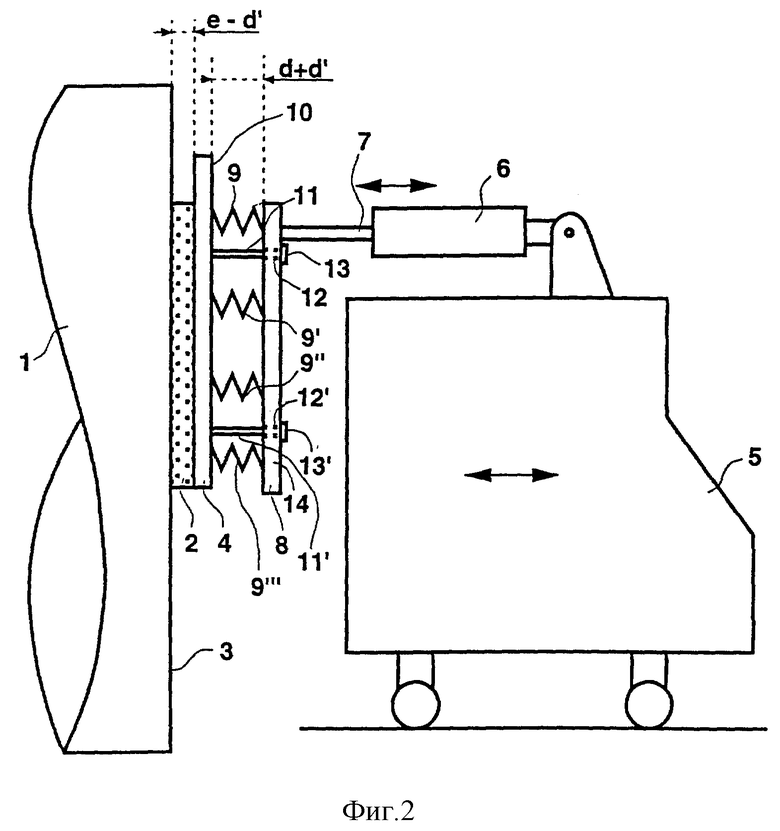
Фиг. 2 показывает то же самое устройство, когда анкеры упираются в заднюю сторону толкающей пластины.
Фиг. 1 представляет вид сбоку установки для литья тонких металлических изделий между двумя сближенными цилиндрами с горизонтальными осями, вращающимися и охлажденными изнутри, при этом один из цилиндров со ссылочным номером 1 - видимый. Другая боковая стенка установки оборудована таким же образом. Зона литья, ограниченная цилиндрами, закрыта сбоку боковой стенкой 2, выполненной из огнеупорного материала, передняя сторона которого накладывается на ребра 3 цилиндров 1. "Боковая стенка" 2 фиксируется своей задней поверхностью на панель 4, выполненную из металла. Эта панель 4 должна быть охлажденной, чтобы избежать деформации термического происхождения.
Перемещение и сила упора на цилиндры 1 от "боковой стенки" 2 управляются узлом, который действует на панель 4 и который будет описан детально. Как обычно, этот узел содержит каретку 5, двигающуюся по команде в направлении, параллельной осям цилиндров 1. На этой каретке 5 смонтировано толкающее устройство 6 типа домкрат или группа домкратов, содержащее стержень 7, перемещаемый по команде, всегда в одном направлении, параллельно осям цилиндров. Как и во французской заявке FR 9408319, стержень 7 действует на толкающую пластину 8, которая несет на себе комплект толкающих элементов 9, 9', 9'', 9''', таких как пружины или управляемые домкраты, которые оказывают давление на заднюю поверхность 10 панели 4. Эти элементы распределяют равномерно по поверхности, соответствующей форме "боковой стенки" 2. Их обычная функция - с силой накладывать "боковую стенку" 2 на ребра цилиндров 1 через панель 4. Но они позволяют небольшой отход по меньшей мере части "боковой стенки" 2, когда паразитное затверждение металла оказывается между этой частью "боковой стенки" и одним из цилиндров 1, при этом условия контактирования между оставшейся частью "боковой стенки" 2 и цилиндрами 1 сильно ухудшаются.
Согласно изобретению в примере, представленном на фиг. 1 и 2, анкеры 11, 11' фиксируются со стороны задней поверхности панели 4 и ориентируются перпендикулярно этой пластине. Анкеры 11, 11' проходят через толкающую пластину 8 благодаря отверстиям 12, 12', выполненным в ней. Свободный конец анкеров имеет упор 13, 13', размер которого больше размера отверстий 12, 12'. Длина анкеров 11, 11' выбирается таким образом, чтобы упоры 13, 13' могли упираться в заднюю стенку 14 толкающей пластины 8 перед тем, как толкающие элементы 9, 9', 9'', 9''' достигнут их максимально возможной протяженности. Материал, из которого выполнены анкеры, должен иметь хорошую сопротивляемость и размерную стабильность при температурах, встречающихся в рабочей зоне установки. Мы рекомендуем использовать, например, нержавеющую сталь с небольшим коэффициентом расширения.
Фиг. 1 представляет установку в своем начальном состоянии, в самом начале процесса литья, с "боковой стенкой" 2, имеющей толщину (е). Учитывая начальную позицию толкающего устройства 6, пружины, которые в представленном примере являются толкающими элементами 9, 9', 9'', 9''', находятся в сжатом состоянии, соответствующем расстоянию (d) между панелью 4 и толкающей пластиной 8. С другой стороны, упоры 13, 13' анкеров 11, 11', находящиеся в этом начальном состоянии, образуют зазор (d') от задней поверхности 14 толкающей пластины 8 до обращенных к ней поверхностей упоров 13 анкеров.
Фиг. 2 представляет ту же установку в следующий момент процесса литья. Положение толкающего устройства 6 не изменилось, но "боковая стенка" 2 претерпела прогрессивный износ в результате трения о ребра цилиндров 1. Эффектом этого износа является постепенное увеличение расстояния, разделяющего толкающую пластину 8 и панель 4 под действием пружин 9, 9', 9'', 9''', степень сжатия которых уменьшилась. Это расстояние, или по меньшей мере его изменение, может быть определено, например, с помощью датчиков передвижения, интегрированных в пружины 9, 9', 9'', 9'''. Когда износ был таким, что "боковая стенка" приняла толщину (e-d'), расстояние между толкающей пластиной 8 и панелью 4 приняло величину, равную (d+d'), а упоры 13, 13' анкеров 11, 11' пришли в опорное положение, при котором эти упоры 13, 13' опираются на заднюю поверхность 14 толкающей пластины 8. Эффектом этого является прерывание продвижения панели 4 к цилиндрам 1. В этот момент при нормальном функционировании установки "боковая стенка" 2 накладывается на ребра цилиндров 1 с очень небольшим усилием, гарантирующим минимальное трение между ними, но достаточное для того, чтобы обеспечить герметичность зоны литья. Это минимальное трение позволяет поддерживать очень слабый износ "боковой стенки" 2 и, таким образом, увеличивать продолжительность ее использования.
Можно, следовательно, предложить следующий процесс литья. Перед процессом литья размещают установку, имеющую вышеописанную конструкцию и представленную на фиг. 1. Затем начинают вышеописанный процесс, связанный с интенсивным износом "боковой стенки" 2, который заканчивают в момент, когда упоры 13, 13' анкеров 11, 11' занимают положение по отношению к задней поверхности 14 толкающей пластины 8, показанное на фиг. 2. Момент, когда достигается такое положение, может быть определен благодаря, например, датчикам перемещения, интегрированным в толкающие элементы, в данном случае в пружины 9, 9', 9'', 9'''. Если отвердевший металл попадает между "боковой стенкой" 2 и одним из цилиндров 1, узел "боковая стенка 2 - панель 4" может отступить назад по меньшей мере локально, в месте образования этого отверждения металла. Этот отход назад будет тем более локализован, потому что вышеназванный узел имеет определенную гибкость и потому что толкающие элементы 9, 9', 9'', 9''' более многочисленны. В этот момент упор 13, 13' одного или нескольких анкеров 11, 11' больше не находится в контакте с толкающей пластиной 8, а элемент(ы) толкания 9, 9', 9'', 9''', наиболее близкие к зоне просачивания, снова принимают функцию жесткого прижатия "боковой стенки" 2 на цилиндры 1. Это продолжается до тех пор, пока не исчезнет просачивание металла, если ее присутствие только временное или если просачивание продолжается довольно долго, до тех пор, пока локальный износ "боковой стенки" 2 не повлечет за собой восстановления контакта между упором(ами) 13, 13' и толкающей пластиной 8.
Для того чтобы регенерировать периодически поверхность "боковой стенки" 2, контактирующей с цилиндрами 1, и избежать таким образом того, чтобы ярко выраженные локальные износы не разрушали герметичность на их уровне, предусматривается периодически осуществлять движение стержня 7 толкающего устройства 6 в направлении цилиндров 1, таким образом происходит сближение толкающей пластины 8 с цилиндрами 1, в результате чего происходит удаление упоров 13, 13' всех анкеров от толкающей пластины 8 и восстановление устойчивого положения "боковой стенки" 2 на цилиндрах 1 посредством толкающих элементов 9, 9', 9'', 9'''. Это устойчивое положение продолжается до тех пор, пока износ "боковой стенки" 2 не начнет достаточно проявляться, чтобы контакт между упорами 13, 13' и толкающей пластиной 8 был снова восстановлен и чтобы таким образом снова восстановились условия минимального трения. Можно выполнять эту операцию равномерно при средней скорости перемещения толкающей пластины 8, равной 1-10 мм/ч. Эта скорость перемещения соответствует скорости износа, которую хотят принять для "боковой стенки" 2 при отсутствии просачивания отвердевшего металла. Эта скорость значительно ниже скоростей, которые обычно приняты классическими устройствами наложения "боковых поверхностей" на цилиндры и которые исчисляются в несколько десятков мм/ч. Можно также для систематического периодического перемещения стержня 7 принять перемещения эпизодические, более значительные в моменты, определенные оператором или автоматом, который руководит действием установки. Это может быть в том случае, когда, например, наблюдаются отходы назад относительно большой амплитуды на какой-то части или на всей "боковой стенке" 2, что является явным признаком просачивания затвердевшего металла между "боковой стороной" 2 и цилиндрами 1, способного повлечь за собой очень интенсивный износ "боковой стенки" 2. В этих случаях желательно получить быструю регенерацию контактной поверхности "боковая стенка 2 - цилиндры 1", что позволяет осуществить специально выполняемое в этом замысле перемещение стержня 7.
В принципе, присутствие одного анкера, размещаемого, например, в центральной зоне панели 4, поддерживающей боковую стенку, достаточно для того, чтобы получить желаемый эффект. Во всяком случае, предпочтительно предусмотреть несколько анкеров 11, 11' (например, 3), равномерно размещенных на панели 4 на зоне, имеющей форму, соответствующую форме "боковой стенки" 2. Таким образом, особенно когда узел "боковая стенка 2 - панель 4" имеет некоторую гибкость или возможность хода в трех измерениях, есть возможность лучше учитывать локальные отходы назад "боковой стенки" 2 так же, как и дефекты выравнивания ребер цилиндров 1 одно на другом. Для того чтобы при ходах панели 4, которые не будут строго параллельны оси цилиндров 1, перемещения анкеров 11, 11' не были стеснены, нужно предусмотреть значительный зазор между ними и стенками проходов 12, 12', выполненных в толкающей пластине 8.
Изобретение прекрасно соответствует использованию "боковых стенок" 2, которым, как известно, передается колебательное движение относительно плоских сторон цилиндров 1, 1'.
Устройство, выполненное в соответствии с настоящим изобретением, может быть дополнено одним или несколькими датчиками позиционирования, определяющими характерную величину, по меньшей мере в данный момент, расстояния между "боковой стенкой" 2 и цилиндрами 1. Они позволяют быть уверенными в том, что во время фаз исследования износа "боковой стенки" 2 имеется контакт между этой стороной и цилиндрами 1. С другой стороны, при нормальном функционировании можно сделать так, чтобы этот контакт не был плотным, а пытаться постоянно поддерживать зазор от 0 до 0,2 мм, т.е. достаточно маленький зазор, позволяющий избежать утечки жидкого металла и позволяющий устранить износ "боковой стенки" 2 в результате трения. Может существовать только одна причина износа - коррозия через жидкий металл.
Предпочтительно интегрировать датчики (например, объемного типа) в упоры 13, 13' анкеров 11, 11', чтобы измерять расстояние между ними на толкающей пластине 8. Таким образом, когда толкающие элементы 9, 9', 9'', 9''' имеют регулируемое расширение (например, если это управляемые домкраты), можно, после того как упоры 13, 13' вступят в контакт с толкающей пластиной 8, заставить отступить "боковую стенку" 2, уменьшая при этом расширение толкающих элементов 9, 9', 9'', 9''' на расстояние, соответствующее этому зазору.
Изобретение относится к непрерывному литью тонких металлических изделий, в частности металлических лент. Устройство снабжено кареткой, установленной с возможностью управляемого перемещения вдоль направления, параллельного осям цилиндрических валков, при этом толкающее устройство установлено на каретке, толкающей пластиной, соединенной с толкающим устройством, толкающими элементами, опертыми на толкающую пластину и панель, а панель содержит по меньшей мере один анкер, проходящий через толкающую пластину, свободный конец анкера имеет упор, который может опираться на заднюю поверхность толкающей пластины. Устройство позволяет контролировать износ боковой стенки, который не превысит износ, необходимый для нормального протекания процесса литья. 7 з.п.ф-лы, 2 ил.
| EP, 0546206 A1, 16.06.1993 | |||
| DE, 4002731 A1, 09.08.1990 | |||
| DE, 4140331 A1, 17.06.1992 | |||
| DE, 4140339 A1, 17.06.1992 | |||
| DE, 4332220 A1, 24.03.1994 | |||
| EP, 0362721 A2, 11.04.1990 | |||
| US, 4580615 A, 03.07.1986 | |||
| EP, 0425402 A, 02.05.1991 | |||
| RU, 2038885 C1, 09.07.1995 | |||
| RU, 95110773 A1, 10.06.1997. |

