Предлагаемое изобретение касается техники непрерывного литья металлов, в частности, стали. Говоря более конкретно, данное изобретение касается труб из огнеупорного материала, называемых обычно "разливочными стаканами", которые, как правило, присоединяются своим верхним концом к промежуточному ковшу, который служит питающим резервуаром жидкого металла, и нижний конец которых погружается в ванну жидкого металла, содержащуюся в данном кристаллизаторе, где должно начаться отверждение отливаемого металлического изделия.
Первая функция таких разливочных стаканов состоит в том, чтобы обеспечить защиту потока жидкого металла от атмосферного окисления в процессе его прохождения через пространство, отделяющее упомянутый промежуточный ковш от данного кристаллизатора. Упомянутые разливочные стаканы позволяют также, благодаря специальной конструкции своих нижних частей, благоприятным для течения данного технологического процесса образом ориентировать потоки жидкого металла в данном кристаллизаторе с тем, чтобы отверждение данного металлического изделия осуществлялось в наилучших внешних условиях.
Литье такого типа может осуществляться в кристаллизатор, который должен придать отливаемому металлическому изделию сильно вытянутую прямоугольную форму. Такие изделия обычно называют "плоским металлом" или "плоским прокатом". Это тот самый случай, когда в черной металлургии изготавливают стальные отливки в виде слябов или листовых слитков, то есть металлические заготовки, имеющие ширину от 1 до 2 м и толщину, обычно составляющую примерно 20 см, но могущую уменьшаться до нескольких сантиметров в некоторых известных установках непрерывного литья, называемых "установками литья тонких слябов".
В этих примерах упомянутый кристаллизатор образован неподвижными стенками, интенсивно охлаждаемыми с той их стороны, которая не находится в непосредственном контакте с жидким металлом.
В настоящее время исследуются также характеристики установок непрерывного литья, позволяющие получить в результате непосредственного отверждения жидкого металла стальные полосы или ленты толщиной в несколько миллиметров. Для получения таких изделий используются кристаллизаторы, литейное пространство которых ограничивается с их больших сторон парой вращающихся в противоположных направлениях и интенсивно охлаждаемых изнутри валков с параллельными и горизонтально расположенными осями вращения, а с их малых сторон ограничивается пластинами перекрытия, называемыми боковыми стенками и изготовленными из огнеупорного материала. Эти огнеупорные боковые стенки прижимаются к торцам упомянутых вращающихся валков. Упомянутые вращающиеся валки в случае необходимости могут быть заменены бесконечными или круговыми интенсивно охлаждаемыми лентами.
В кристаллизаторах упомянутых выше типов считается необходимым ориентировать поступающие в них потоки жидкого металла гомогенным образом в направлении образующих поверхностей вращающихся валков, а также в направлении малых сторон упомянутого литейного пространства. Таким образом делаются попытки обеспечить, в частности, термическую гомогенизацию жидкого металла с тем, чтобы уменьшить колебания отвержденной толщины получаемого изделия по периметру данного кристаллизатора. Эта термическая гомогенизация и перемешивание ванны жидкого металла, которое необходимо для такой гомогенизации, особенно критичны в случае непрерывного литья тонких полос или лент вследствие использования боковых стенок, выполненных из огнеупорного материала. Действительно, если не обеспечить форсированного обновления жидкого металла, непосредственно примыкающего к упомянутым боковым стенкам, то этот металл будет охлаждаться слишком быстро, в результате чего будут появляться нежелательные отверждения или сгустки металла на этих боковых стенках, в частности, в непосредственной близости от зоны из динамического контакта с вращающимися валками.
Упомянутая выше ориентация потоков жидкого металла в существующих установках непрерывного литья обеспечивается путем выпуска в кристаллизатор жидкого металла из разливочного стакана через два противоположных друг другу разливочных отверстия, выполненных в боковой стенке нижней части упомянутого разливочного стакана, но не через одно такое отверстие, выполненное в дне данного разливочного стакана. Обычно после выхода из выходного отверстия разливочного стакана и соударения с малой или боковой стенкой кристаллизатора поток жидкого металла разделяется на две петли циркуляции. Верхняя петля этой раздвоенной циркуляции касается поверхности металла, присутствующего в данном литейном пространстве, после чего опускается в глубину жидкого металла вдоль разливочного стакана, тогда как нижняя петля циркуляции сначала опускается вниз вдоль малой стороны литейного пространства или кристаллизатора, после чего поднимается в направлении разливочного отверстия.
Для того чтобы обеспечить требуемую термическую гомогенизацию, в ряде случаев, в частности, в технологии непрерывного литья между валками, используют разливочные стаканы, состоящие из двух частей (см., например, документ JP-A-60021171). При этом первая часть такого разливочного стакана составной конструкции представляет собой цилиндрическую трубу, верхний конец которой присоединен к отверстию, выполненному в донной части промежуточного ковша, который содержит необходимый запас жидкого металла для питания данного кристаллизатора. Это выходное отверстие промежуточного ковша по воле оператора данной установки непрерывного литья может быть частично или полностью перекрыто при помощи специальных средств, обеспечивающих регулирование расхода жидкого металла. От величины проходного сечения этого отверстия зависит максимальный расход жидкого металла, который может подаваться внутрь упомянутого разливочного стакана.
Вторая часть этого составного разливочного стакана, закрепленная на нижнем конце упомянутой выше трубы, например, путем навинчивания на этот конец, или жестко связанная с этой трубой другими способами, предназначена для погружения в ванну жидкого металла, располагающегося в данном кристаллизаторе. Это вторая или нижняя часть такого разливочного стакана представляет собой полый элемент, внутрь которого открывается или выходит нижнее отверстие упомянутой трубы. Внутреннее пространство этого полого элемента обычно имеет удлиненную форму и эта удлиненность или вытянутость ориентирована строго перпендикулярно продольной оси упомянутой трубы. В том случае, когда данный разливочный стакан находится в своем рабочем положении, упомянутый полый элемент устанавливается параллельно длинным сторонам данного кристаллизатора и жидкий металл вытекает в кристаллизатор через два разливочных отверстия, выполненных на каждом из концов этого полого элемента.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является разливочный стакан для введения жидкого металла в кристаллизатор непрерывного литья, известный из патента Франции N 2233121 (кл. B 22 D 11/10, 14.02.75).
Известное также техническое решение сводится к оснащению разливочных стаканов одного из описанных выше типов одним или несколькими отверстиями, выполненными в их дне или основании. Разливочный стакан, согласно патенту, содержит два основных разливочных отверстия, которые выполнены на его нижнем конце в боковых стенках друг напротив друга и предназначены для подачи потоков жидкого металла в направлении каждой из коротких сторон кристаллизатора, и, по меньшей мере, два отверстия, которые выполнены в дне стакана. Жидкий металл, вытекающий через это или эти отверстия, непосредственно питает горячим металлом ту часть кристаллизатора, которая расположена под разливочным стаканом, что способствует улучшению термической гомогенизации литейного пространства, в частности, в непосредственной близости от вращающихся валков. В том случае, когда упомянутых отверстий выполнено несколько, они обычно расположены по одной линии, направление которой параллельно общей ориентации основных разливочных отверстий. Эти донные отверстия в основании разливочного стакана иногда называют "отверстиями утечки" в тех случаях, когда общая площадь их проходных сечений мала по отношению к суммарной площади проходных сечений основных разливочных отверстий.
В этом случае функция таких "отверстий утечки" состоит также в рассеянии части кинетической энергии потока жидкого металла, который ударяется в дно данного разливочного стакана, позволяя некоторой части этого металла вытечь в кристаллизатор прямо через дно разливочного стакана. Таким образом, ограничивается количество жидкого металла, который "отскакивает" от дна разливочного стакана и нарушает равномерность течения или вытекания металла через основные разливочные отверстия. При этом во всех случаях уменьшается скорость вытекания жидкого металла на уровне разливочных отверстий, поскольку улучшается их заполнение.
Полученные таким образом течения жидкого металла оказываются более спокойными и более равномерными во времени внутри данного кристаллизатора, что благоприятно влияет на качество отливаемых изделий. Кроме того, замедляется загрязнение или засорение основных разливочных отверстий имеющимися в жидком металле неметаллическими включениями.
В случае разливочных стаканов, используемых в технологических установках непрерывного литья между валками упомянутого выше типа, можно также предусмотреть наличие целого ряда таких отверстий в донной части разливочного стакана, расположенных по одной линии, параллельной направлению ориентации упомянутого полого элемента в целом, и в продольной плоскости симметрии данного разливочного стакана.
Недостаток расположения упомянутым выше образом одного или нескольких донных отверстий разливочного стакана состоит в том, что горячий металл, вытекающий через каждое из этих отверстий, имеет тенденцию быть увеличенным в восходящей части нижней петли рециркуляции жидким металлом, вытекающим через основные разливочные отверстия. Вследствие этого обстоятельства лишь малая часть этого горячего металла достаточно глубоко проникает в центральную часть литейного пространства и функция термической гомогенизации этого пространства, для чего, собственно, и предназначены эти отверстия, в данном случае не выполняется надлежащим образом.
В основу изобретения положена задача предложить такое выполнение нижней части разливочного стакана, которое позволяет эффективно обеспечить упомянутую термическую гомогенизацию при помощи простых, но особым образом расположенных донных отверстий разливочного стакана.
Поставленная задача решается тем, что в разливочном стакане для введения жидкого металла в кристаллизатор непрерывного литья плоских металлических изделий, имеющий две длинные и две короткие стороны, содержащем два основных разливочных отверстия, выполненных на его нижнем конце в боковых стенках друг против друга и предназначенных для подачи потоков жидкого металла в направлении каждой из коротких сторон кристаллизатора, и, по меньшей мере, два отверстия, выполненных в дне стакана, согласно изобретению, донные отверстия расположены двумя группами по обе стороны от продольной плоскости симметрии стакана, в которой лежат оси основных разливочных отверстий.
Такое конструктивное выполнение разливочного стакана приводит к тому, что первая группа упомянутых донных отверстий располагается по одну сторону от продольной плоскости симметрии данного разливочного стакана, в которой лежат оси основных разливочных отверстий, а вторая группа упомянутых донных отверстий располагается по другую сторону от упомянутой плоскости симметрии.
Как будет понятно из последующего изложения, суть предлагаемого изобретения состоит в том, чтобы упомянутые донные отверстия разливочного стакана располагались не в его продольной плоскости симметрии, но были определенным образом распределены по обе стороны от этой плоскости симметрии.
Целесообразно, чтобы донные отверстия первой и второй групп были ориентированы в направлениях, обеспечивающих схождение потоков металла, вытекающих из отверстий каждой группы.
Предпочтительно, чтобы нижний конец стакана представлял собой полый элемент, имеющий удлиненную часть, ориентированную строго параллельно длинным сторонам кристаллизатора, причем основные разливочные отверстия выполнены на концах этой удлиненной части. При этом необходимо, чтобы внутреннее пространство полого элемента имело форму перевернутой буквы Т.
Рекомендуется снабдить стакан стабилизирующим препятствием, установленным в его внутренней полости на траектории движения жидкого металла, а также разместить его между двумя валками для литья ленты или полосы в установке непрерывного литья.
Предлагаемое изобретение будет лучше понятно из приведенного ниже описания примера его практической реализации, где даются ссылки на приведенные в приложении фигуры, среди которых:
- фиг. 1a и 1c, которые схематически показывают в продольном разрезе по линии 1a-1a и в поперечном разрезе по линии 1c-1c литейное пространство кристаллизатора установки непрерывного литья между валками и общие направления ориентации потоков текущего жидкого металла в случае использования традиционного разливочного стакана с единственным донным отверстием, показанного отдельно в поперечном разрезе по линии 1b-1b на фиг. 1b;
- фиг. 2a и 2c, которые схематически показывают в продольном разрезе по линии IIa-IIa и в поперечном разрезе по линии IIc-IIc литейное пространство кристаллизатора установки непрерывного литья между валками и общие направления ориентации потоков текущего жидкого металла в случае использования первого варианта реализации разливочного стакана в соответствии с предлагаемым изобретением, показанного отдельно в поперечном сечении по линии IIb-IIb, на фиг. 2b;
- фиг. 3, которая представляет собой схематический вид в продольном и поперечном разрезах упомянутых направлений ориентации потоков текущего жидкого металла в случае использования второго варианта реализации разливочного стакана в соответствии с предлагаемым изобретением.
Установка непрерывного литья жидкого металла, например, стали, предназначенная для изготовления тонких лент или полос и схематически представленная на фиг. 1a и 1c, содержит, как известно, два валка 1 и 1', оси которых располагаются горизонтально и которые приводятся во вращательное движение в противоположных направлениях вокруг своих осей и интенсивно охлаждаются изнутри. Боковые цилиндрические поверхности упомянутых валков 2 и 2' формируют между собой литейное пространство, которое ограничивается с боков двумя боковыми стенками 3 и 3', изготовленными из огнеупорного материала и плотно прижатыми к торцам 4 и 4' упомянутых валков 1 и 1'. Жидкий металл 5 вводится в это литейное пространство посредством разливочного стакана 6, присоединенного своей верхней частью к промежуточному ковшу, содержащему необходимый запас упомянутого жидкого металла 5 и не представленному на приведенных в приложении фигурах.
Этот жидкий металл 5 отверждается в контакте с охлаждаемыми боковыми стенками 2 и 2' валков 1 и 1', образуя при этом затвердевшие поверхностные слои 7 и 7' постепенно возрастающей толщины, которые соединяются в горловине 8, то есть на том уровне, где расстояние между цилиндрическими поверхностями 2 и 2' валков является наименьшим и равным толщине той ленты или полосы, которую необходимо изготовить в данном случае. Таким образом, ниже упомянутой горловины 8 уже выходит затвердевшая лента или полоса 9, которая отсоединяется от поверхности валков 1 и 1' и извлекается из данной установки непрерывного литья при помощи известных устройств, не показанных на приведенных в приложении фигурах.
В соответствии с существующим уровнем техники в данной области разливочный стакан 6 выполнен в виде трубы, изготовленной из огнеупорного материала, нижний конец которой погружен на некоторую глубину h в жидкий металл 5, имеющийся в литейном пространстве. Этот жидкий металл 5 вытекает в упомянутое литейное пространство через два цилиндрических разливочных отверстия 10 и 10', выполненных в боковой стенке упомянутого разливочного стакана 6. Эти разливочные отверстия 10 и 10' располагаются диаметрально противоположно друг другу на поперечном сечении этого разливочного стакана (см. фиг. 1b), причем каждое из этих отверстий ориентировано строго горизонтально и направлено в сторону одной из боковых стенок 3 и 3'.
Как это также соответствует существующему уровню техники, упомянутый разливочный стакан 6 содержит в представленном на упомянутых фигурах варианте реализации единственное донное отверстие 11, направленное вертикально вниз и выполненное в основании этого разливочного стакана. В качестве примера установки непрерывного литья стальных изделий, соответствующей существующему на сегодняшний день уровню техники, можно привести установку, имеющую следующие основные размеры различных ее элементов:
- длина вращающихся валков составляет 860 мм;
- диаметр вращающихся валков составляет 1500 мм;
- ширина литейного пространства на уровне упомянутой выше горловины, то есть толщина отливаемого изделия, составляет 3 мм;
- глубина ванны жидкого металла 5 в литейном пространстве между валками составляет 400 мм;
- глубина погружения h разливочного стакана в жидкий металл в литейном пространстве составляет 40 мм;
- внутренний диаметр упомянутого разливочного стакана 6 составляет 60 мм;
- наружный диаметр этого разливочного стакана составляет 100 мм;
- диаметр каждого из разливочных отверстий 10 и 10' равен 40 мм;
- диаметр донного отверстия 11 разливочного стакана равен 15 мм.
На фиг. 1a и 1c основные направления течения жидкого металла 5 схематически представлены многочисленными искривленными стрелками.
На фиг. 1a схематически представлены главные направления течений жидкого металла в средней продольной плоскости 1a-1a данного кристаллизатора. Как это обычно бывает, причем не только в случае непрерывного литья между вращающимися валками тонких изделий, жидкий металл, вытекающий из разливочного отверстия 10, направляется в сторону боковой стенки 3 и в непосредственной близости от нее разделяется на две петли циркуляции. Первая петля циркуляции 12, являющаяся на начальном этапе восходящей, возвращается затем в направлении разливочного стакана 6, касаясь при этом поверхности 13 ванны жидкого металла 5, содержащегося в рассматриваемом литейном пространстве, после чего снова опускается вниз вдоль наружной стенки разливочного стакана 6.
Вторая петля циркуляции 14, являющаяся на начальном этапе нисходящей, направляется вниз по касательной к боковой стенке 3, а затем и в горловину 8 данного литейного пространства, после чего поднимается вдоль средней поперечной плоскости 1c-1c этого литейного пространства в направлении разливочного стакана 6.
Симметричные описанным выше течения по отношению к упомянутой средней поперечной плоскости 1c-1c наблюдаются и для жидкого металла, вытекающего из другого разливочного отверстия 10'.
Жидкий металл, вытекающий из единственного донного отверстия 11, сначала направляется вертикально вниз, а затем захватывается и отводится в сторону упомянутой второй петлей циркуляции 14. Примерно до середины общей вертикальной протяженности литейного пространства доходит этот нисходящий поток жидкого металла, вытекающего из упомянутого донного отверстия разливочного стакана, после чего он увлекается во вторую петлю рециркуляции 14 и поворачивается вверх (аналогичная картина наблюдается в другой симметричной части данного литейного пространства). Действительно, практически весь жидкий металл, вытекающий из донного отверстия разливочного стакана, не достигает непосредственно горловины 8 литейного пространства, представляющей собой самое узкое место между вращающимися валками.
Если рассматривать на фиг. 1c основные направления потоков жидкого металла в средней поперечной плоскости 1c-1c данного кристаллизатора, также можно видеть, что жидкий металл, вытекающий из донного отверстия 11 разливочного стакана, энергично увлекается другими потоками в верхнюю часть кристаллизатора практически сразу после его выхода из разливочного стакана 6. Из такой картины течений жидкого металла в кристаллизаторе следует, что области литейного пространства, располагающиеся прямо под разливочным стаканом 6, подпитываются главным образом тем жидким металлом, который уже достаточно продолжительное время находится в данном литейном пространстве и который, кроме того, циркулировал прежде в окрестности цилиндрических интенсивно охлаждаемых поверхностей валков 1 и 1', а также в окрестности боковых стенок 3 и 3'.
Вследствие упомянутых выше обстоятельств этот металл оказывается более холодным, что является нежелательным фактором с точки зрения обеспечения требуемой или достаточной термической гомогенизации литейного пространства. Следует отметить, в частности, что фактические условия отверждения жидкого металла в центральной зоне отливаемой в данном случае полосы или ленты 9 могут по упомянутым выше соображениям существенно отличаться от тех условий, которые преобладают в боковых зонах этой ленты или полосы, которые подпитываются главным образом более горячим жидким металлом.
Следовательно, структура отверждения металла данной полосы или ленты 9 не будет однородной по всей ширине ее средней части, что может привести к образованию существенных неоднородностей в механических свойствах конечной продукции.
Установка непрерывного литья металла между вращающимися валками, схематически представленая на фиг. 2a и 2c, отличается от подобной установки, описанной выше, тем, что она оборудована разливочным стаканом 15, выполненным в соответствии с предлагаемым изобретением и представленным также в поперечном разрезе по линии IIb-IIb на фиг. 2b.
Этот разливочный стакан 15 в соответствии с предлагаемым изобретением отличается от разливочного стакана, описанного выше и соответствующего существующему уровню техники в данной области, тем, что он оборудован не одним, а двумя донными отверстиями 16 и 16', располагающимися вертикально и размещенными по линии, направленной перпендикулярно общей ориентации разливочных отверстий 10 и 10', как это видно на фиг. 2b. Таким образом, упомянутые отверстия располагаются по одну и по другую стороны от плоскости IIa-IIa, которая образует для данного разливочного стакана 15 продольную плоскость симметрии, в которой лежат продольные оси разливочных отверстий 10 и 10'. Эти донные отверстия имеют диаметр, составляющий, например, 15 мм, причем другие условия использования идентичны условиям, указанным в приведенном выше примере.
При использовании схематически представленного на фиг. 2a и 2c разливочного стакана в соответствии с предлагаемым изобретением направления потоков жидкого металла в литейном пространстве данной установки непрерывного литья между вращающимися валками оказываются существенно модифицированными по отношению к картине распределения этих потоков при использовании существующей конфигурации подобной установки непрерывного литья, схематически представленной на упоминавшихся выше фиг. 1a и 1c.
В том, что касается потоков жидкого металла, вытекающего из основных разливочных отверстий 10 и 10', наблюдаемых в средней продольной плоскости IIa-IIa литейного пространства, имеется первая петля 12 рециркуляции, которая в первый момент является восходящей. Имеется также вторая петля рециркуляции 14, которая в первый момент является нисходящей. Но что касается этой второй петли, последующий подъем основного течения жидкого металла 5 происходит существенно раньше, чем в описанной выше исходной конфигурации. Это обстоятельство связано с наличием некоторой третьей петли рециркуляции 17, которая заключает в себе главным образом жидкий металл 5, вытекающий из донных отверстий 16 и 16'.
Поскольку параллельные друг другу струи жидкого металла, выходящие из разливочного стакана через донные отверстия 16 и 16', обеспечивают более высокий суммарный расход, чем одна такая струя, они лучше сопротивляются притяжению, воздействующему на них со стороны второй петли рециркуляции 14, и оказываются в состоянии опуститься настолько низко, насколько это возможно в данном литейном пространстве, то есть вплоть до горловины 8, где эти струи наталкиваются на фронт отверждения отливаемой ленты или полосы 9. Затем упомянутые потоки жидкого металла проходят сначала вдоль этого фронта отверждения, а потом поднимаются вверх в направлении разливочного стакана 6.
Схематическая картина течений жидкого металла в средней поперечной плоскости IIс-IIс литейного пространства, представленная на фиг. 2c, также показывает, что струи, исходящие из донных отверстий 16 и 16' разливочного стакана, посылают жидкий металл 5 более глубоко в литейное пространство, чем в случае использования одного донного отверстия. Кроме того, эти струи имеют тенденцию притягивать к себе жидкий металл 5, исходящий из верхних зон литейного пространства, что в еще большей степени улучшает перемешивание ванны и ее термическую гомогенизацию. И наконец, поскольку упомянутые струи жидкого металла располагаются ближе к цилиндрическим поверхностям валков, чем в том случае, если бы донные отверстия разливочного стакана располагались в его средней плоскости, эти струи обеспечивают подачу большего количества тепла в зоны, непосредственно примыкающие к валкам.
В качестве варианта практической реализации предлагаемого изобретения можно, как это схематически показано на фиг. 3а, 3b и 3с, придать упомянутым донным отверстиям 18 и 18' разливочного стакана уже не вертикальную, а наклонную ориентацию, выполняя эти отверстия по сходящимся направлениям таким образом, чтобы выходящие из них струи жидкого металла встречались между собой в средней продольной плоскости IIIa- IIIa данного литейного пространства. Таким образом, в еще большей степени усиливается искомый эффект глубокого проникновения струй жидкого металла, выходящих из донных отверстий разливочного стакана, в литейное пространство.
Пример практической реализации предлагаемого изобретения, который только что был описан со ссылками на фиг. 2 и 3, не является, разумеется, ограничительным. Так, например, если это позволяет геометрия данного разливочного стакана, можно предусмотреть вариант использования большего числа донных отверстий, чем их было в описанном выше примере, причем главное состоит в том, чтобы эти отверстия были распределены по одну и по другую стороны от средней продольной плоскости данного разливочного стакана, в которой лежат оси основных разливочных отверстий.
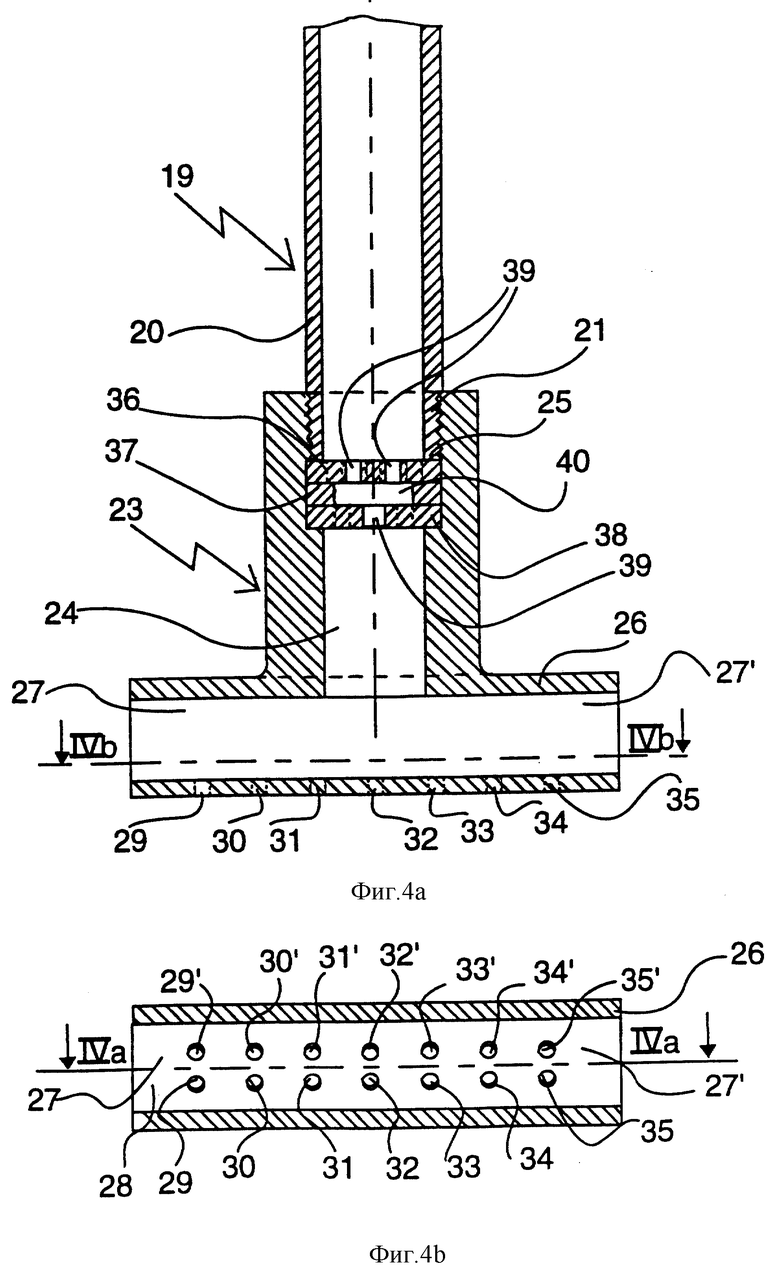
Таким образом, предлагаемое изобретение может быть применено, например, для такой конструкции разливочного стакана, которая схематически представлена на фиг. 4a и 4b. Этот разливочный стакан 19 состоит из двух основных частей, изготовленных из некоторого огнеупорного материала. В данном случае эти части разливочного стакана соединены друг с другом путем навинчивания одной из этих частей на другую.
Первая часть разливочного стакана, схематически представленного на фиг. 4а и 4b, представляет собой трубу 20, имеющую цилиндрическую или практически цилиндрическую форму. Внутреннее пространство этой трубы образует канал для прохождения жидкого металла в направлении кристаллизатора установки непрерывного литья металлов. Верхняя часть этой трубы данного разливочного стакана, не показанная на фиг. 4a и 4b, предназначена для присоединения к промежуточному ковшу установки непрерывного литья. Нижний конец 21 этой трубы 20 имеет на своей наружной поверхности резьбу 22, которая позволяет обеспечить присоединение к этой трубе второй части данного разливочного стакана 19, также имеющего аналогичную резьбу, но выполненную на ее внутренней поверхности.
Эта вторая часть разливочного стакана представляет собой полый элемент 23, который в описываемом здесь и схематически изображенном на фиг. 4а и 4b примере имеет внешнюю форму в виде перевернутой вверх ногами буквы Т. Внутреннее пространство упомянутого полого элемента 23, также имеющее форму перевернутой буквы Т, содержит, таким образом, некоторую цилиндрическую часть 24, в целом продолжающую внутреннее пространство упомянутой выше трубы 20. Верхняя зона этой цилиндрической части полого элемента 24 содержит расточку 25, на внутренней поверхности которой выполнена резьба таким образом, чтобы можно было навинтить эту вторую часть данного разливочного стакана на нижний резьбовой конец упомянутой трубы 20.
Эта цилиндрическая часть 24 нижней части данного разливочного стакана выходит или открывается в некоторую трубчатую часть 26, строго перпендикулярно к упомянутой цилиндрической части и имеющую в представленном здесь конкретном примере реализации приблизительно квадратное поперечное сечение (здесь необходимо отметить, что поперечное сечение упомянутой трубчатой части разливочного стакана в соответствии с предлагаемым изобретением может также быть прямоугольным, круглым, овальным или же иметь другую приемлемую форму).
Каждый из концов этой трубчатой части 26 содержит основное разливочное отверстие 27, 27'. В соответствии с предлагаемым изобретением в основании упомянутого трубчатого элемента 26 данного разливочного стакана выполнены донные отверстия 29-35 и 29'-35'. Эти отверстия располагаются в два ряда, направления которых параллельны друг другу и размещаются по одну и по другую стороны от вертикальной плоскости симметрии VIa-VIa данного трубчатого элемента 26. В представленном здесь примере практической реализации изобретения оси упомянутых донных отверстий 29-35 и 29'-35', располагающихся друг против друга, сходятся между собой таким же образом, как это было описано выше со ссылками на фиг. 3a, 3b и 3c. Однако, может быть использован и вариант, при котором упомянутые донные отверстия 29-35 и 29'-35' данного разливочного стакана выполняются вертикальными.
Разумеется, предлагаемое изобретение может быть применено аналогичным образом и в том случае, когда внутреннее пространство упомянутого полого элемента 23 имеет форму, отличную от упомянутой выше формы в виде перевернутой буквы Т. Главное при этом состоит в том, чтобы это внутреннее пространство нижней части разливочного стакана заканчивалось некоторой удлиненной частью, которая могла бы быть ориентирована в направлении, параллельном длинным сторонам используемого в данном случае кристаллизатора, и чтобы на концах этой ориентированной упомянутым выше образом удлиненной части были выполнены основные разливочные отверстия.
Донные отверстия разливочного стакана в соответствии с предлагаемым изобретением тем эффективнее выполняют свою роль, чем более равномерно распределенным и устойчивым во времени является течение жидкого металла во внутренней полости данного разливочного стакана. Для достижения или улучшения упомянутых выше условий можно рекомендовать установку на траектории движения жидкого металла во внутренней полости данного разливочного стакана специальных стабилизирующих препятствий, выполненных из огнеупорного материала. Эти стабилизирующие препятствия, тормозя течение жидкого металла, способствуют также улучшению заполнения разливочного стакана и, таким образом, способствуют ослаблению флюктуаций во времени установившегося в этом разливочном стакане течения жидкого металла. Такие стабилизирующие препятствия описаны, например, в заявке на патент Франции FR 9511375, где рассматриваются различные варианты реализации таких препятствий.
В качестве примера разливочный стакан 19, схематически представленный на фиг. 4а, изображен оборудованным таким стабилизирующим препятствием. Это стабилизирующее препятствие представляет собой пакет, состоящий из трех перфорированных пластин 36, 37, 38, располагающихся в нижней части расточки 25, в которую вставляется или завинчивается нижняя часть трубы 20 данного разливочного стакана. Верхняя пластина 36 и нижняя пластина 38 имеют по несколько отверстий 39 относительно небольших размеров и эти отверстия в каждой из упомянутых пластин определенным образом смещены друг относительно друга, то есть отверстия в одной из этих пластин в вертикальном направлении не совпадают с отверстиями в другой пластине. Средняя пластина 37 имеет одно центральное и достаточно большое отверстие 40, диаметр которого лишь немного уступает внутреннему диаметру трубы 20 данного разливочного стакана. Таким образом, эта средняя пластина по существу играет роль прокладки или распорки, разделяющей две других пластины.
Приведенный здесь пример практической реализации упомянутого стабилизирующего препятствия на траектории движения потока жидкого металла во внутренней полости разливочного стакана, разумеется, не является ограничительным. Это означает, что могут быть использованы и другие конфигурации такого стабилизирующего препятствия, которые могут быть применены также и в других типах разливочных стаканов в соответствии с предлагаемым изобретением.
Разливочные стаканы в соответствии с предлагаемым изобретением описанных и показанных выше типов могут быть использованы в установках непрерывного литья между вращающимися валками тонких металлических лент или полос. Однако, такие разливочные стаканы могут быть с пользой применены и для непрерывного литья плоских металлических изделий более толстого поперечного сечения, таких, например, как стальные слябы обычно используемой толщины (составляющей примерно 200 мм) или несколько меньшей толщины.
Вообще говоря, предлагаемое изобретение может быть применено для любых установок непрерывного литья металлов с целью изготовления плоских изделий, где кристаллизатор имеет прямоугольное поперечное сечение или практически прямоугольное поперечное сечение (размеры которого могут, в случае необходимости, изменяться по высоте данного кристаллизатора) и где используемый разливочный стакан содержит основные разливочные отверстия, направляющие жидкий металл в направлении коротких сторон данного кристаллизатора.


Изобретение относится к металлургии, а именно к непрерывному литью плоских металлических изделий. Разливочный стакан предназначен для введения жидкого металла в кристаллизатор, имеющий две длинные стороны и две короткие стороны. На своем нижнем конце стакан имеет два основных разливочных отверстия, выполненных на боковых стенках стакана друг против друга. Через эти отверстия подаются потоки жидкого металла в направлении каждой из коротких сторон кристаллизатора. Кроме того, стакан имеет, по меньшей мере, два отверстия, выполненных в его дне. Донные отверстия расположены двумя группами, по обе стороны от продольной плоскости симметрии, в которой лежат продольные оси основных разливочных отверстий. Вытекающие из донных отверстий струи жидкого металла глубоко проникают в литейное пространство, обеспечивая равномерный прогрев и хорошее перемешивание ванны жидкого металла. Изобретение обеспечивает повышение качества слитков. 5 з.п. ф-лы, 4 ил.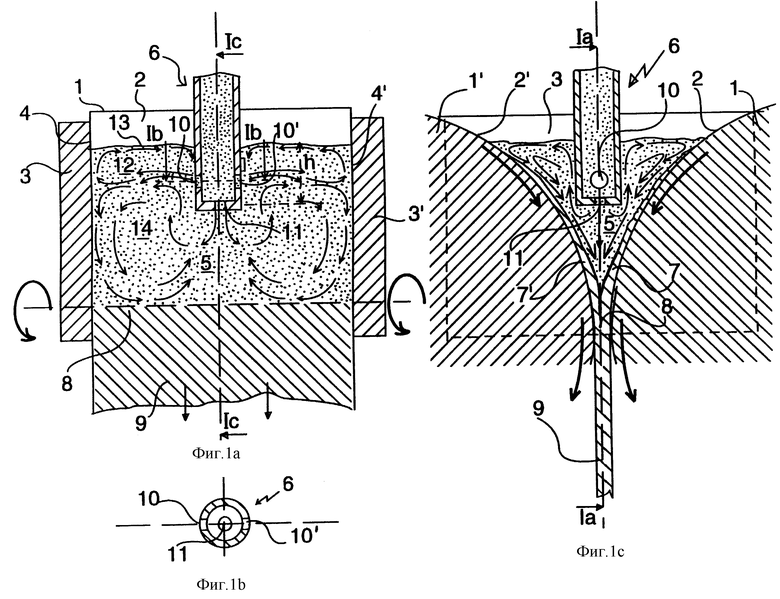
| СПОСОБ ПРОГНОЗИРОВАНИЯ ТЕЧЕНИЯ БЕРЕМЕННОСТИ И ОПРЕДЕЛЕНИЯ СТЕПЕНИ РИСКА НАРУШЕНИЙ РАЗВИТИЯ ЭМБРИОНА/ПЛОДА И РОЖДЕНИЯ РЕБЕНКА С РАЗЛИЧНЫМИ ОТКЛОНЕНИЯМИ | 2003 |
|
RU2233121C1 |
| Patent abstracts of Japan, т.9, N 142 (M-388), 18.07.1985, JP 60-021171 A, 22.02.1985 | |||
| ИЗГИБАНИЕ ДАТЧИКА ИЗОБРАЖЕНИЙ С ИСПОЛЬЗОВАНИЕМ РАСТЯЖЕНИЯ | 2015 |
|
RU2700283C2 |
| RU 2000166 C, 07.09.1993 | |||
| EP 0401144 A1, 05.12.1990. | |||

