Изобретение касается проблемы быстрой замены боковой стенки в машине для непрерывной разливки металла, содержащей два вращающихся в противоположные стороны цилиндра.
В настоящее время общеизвестны устройства для непрерывной разливки металла, в частности машины для непрерывной отливки тонкой металлической ленты, в которых роль изложницы играют главным образом два вращающихся в противоположные стороны цилиндра с горизонтальными и параллельными друг другу осями, располагающиеся друг против друга на расстоянии, соответствующем толщине отливаемого в данном случае изделия.
Расплавленный жидкий металл выливается в литейное пространство, определяемое участками поверхностей цилиндров, располагающимися выше плоскости, проходящей через параллельные между собой оси этих цилиндров, и боковыми запирающими стенками, установленными вплотную к осевым торцам цилиндров и называемыми иногда "малыми торцами".
Эти малые торцы должны быть плотно прижаты к осевым торцам упомянутых цилиндров с тем, чтобы обеспечивалась эффективная герметичность образуемого этими поверхностями стыка, исключающая всякую утечку расплавленного металла.
В литейной или разливочной машине подобного типа необходимо также исключить или во всяком случае ограничить затвердевание расплавленного металла, охлаждающегося в контакте с этими боковыми стенками. С этой целью предложено изготавливать боковые стенки из теплоизолирующего материала для того, чтобы свести до минимума охлаждение примыкающего к этим стенками расплавленного металла в литейном пространстве.
Предложено также использовать боковые стенки более сложной составной конструкции, содержащие центральную часть, изготовленную из огнеупорного теплоизолирующего материала и вставляемую в свободное пространство между цилиндрами, которая располагается между двумя металлическими пластинами в форме полуколец. Каждая из этих пластин прижимается к фронтальному торцу соответствующего цилиндра.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату к заявленному изобретению является известное устройство для замены и удержания в заданном положении боковой стенки машины для непрерывной отливки металлического изделия, содержащее два цилиндра с параллельными друг другу осями, установленных с возможностью вращения в противоположные стороны и расположенных рядом с зазором между их цилиндрическими поверхностями. К торцевым поверхностям цилиндров прижаты две боковые стенки для ограничения литейного пространства между ними, каждая из которых установлена на основании опорной тележки с возможностью поступательного перемещения в осевом направлении цилиндров между передним и задним откатным положениями по отношению к цилиндрам (см. JP, заявка N 4-22659, кл. B 22 D 11/06, 1992) [1].
При любых вариантах конструктивных решений упомянутые боковые стенки машины для непрерывной разливки металла подобного типа подвергаются интенсивному износу в процессе функционирования данной машины вследствие того, что они постоянно находятся в контакте с расплавленным металлом в процессе его затвердевания и продвижения в зазоре между цилиндрами, а также в контакте с краями вращающихся цилиндров.
Таким образом, возникает проблема замены изношенных боковых стенок машины на новые после некоторого времени непрерывного функционирования этой машины.
Для выполнения замены изношенных боковых стенок машины для непрерывного литья металла необходимо остановить процесс разливки, перекрыв для этого выходное отверстие распределительного устройства, располагающегося над изложницей в виде двух вращающихся в противоположные стороны цилиндров.
После перекрытия выходного отверстия распределительного устройства процесс отливки продолжается до полного опустошения изложницы, то ест до ухода всего расправленного металла в щель между вращающимися цилиндрами. После этого осуществляется замена изношенных боковых стенок.
Боковые стенки или малые торцы, располагающиеся по одну и по другую сторону от цилиндров, размещаются на подвижных тележках, имеющих возможность перемещаться по направляющим, параллельным осям вращающихся цилиндров, и связанных со специальными устройствами, которые обеспечивают их поступательное перемещение между передним рабочим положением, в котором активные части боковых стенок машины находятся в контакте с вращающимися цилиндрами, и задним откатным положением вывода из эксплуатации, в котором упомянутые выше боковые стенки машины удаляются от торцевых поверхностей вращающихся цилиндров.
В заднем откатном положении осуществляется замена изношенных боковых стенок машины на новые прямо на соответствующих тележках.
Затем эти тележки возвращаются в свое переднее рабочее положение, в котором происходит плотное контактирование этих новых стенок машины с торцами вращающихся цилиндров и удержание их в этом положении.
После этого разливка металла может быть возобновлена, для чего необходимо вновь открыть задвижку выходного отверстия распределительного устройства.
На практике реальное время, которое необходимо затратить на проведение замены изношенных боковых стенок машины на новые, начиная с момента перекрытия выходного отверстия распределительного устройства и до момента открытия этого выходного отверстия для возобновления процесса разливки расплавленного металла, оказывается обычно достаточно большим и составляет порядка 20 - 45 мин. Вследствие этого оказывается необходимым полностью опустошить само распределительное устройство перед началом осуществления операции по замене изношенных боковых стенок машины, поскольку удержать расплавленный металл в надлежащем состоянии в полости распределительного устройства в течение столь продолжительного времени достаточно трудно.
Таким образом, перед возобновлением процесса разливки металла необходимо заполнить распределительное устройство жидким металлом, находящимся в разливочном ковше.
За то время, которое уходит на замену изношенных боковых стенок машины, могут быть проведены некоторые операции технического обслуживания разливочной машины, например очистка вращающихся барабанов или замена изношенного распределительного устройства на новое.
Однако необходимость замены малых торцов или боковых стенок машины после некоторого времени ее непрерывного функционирования приводит в результате к фактически прерывистому режиму ее функционирования в целом с относительно большой длительностью перерывов и влечет за собой существенное снижение производительности данной разливочной машины.
До настоящего времени не было специальных устройств для быстрой или ускоренной замены изношенных малых торцов или боковых стенок разливочной машины, которые позволяли бы существенно уменьшить время восстановления требуемых эксплуатационных характеристик данной разливочной машины, то есть время, протекающее от момента закрытия заслонки распределительного устройство перед выполнением операции замены боковых стенок машины до момента открытия заслонки выходного отверстия распределительного устройства после окончания этой операции замены боковых стенок. Это позволило бы обеспечить практически непрерывный режим функционирования машины непрерывной разливки металла с ограниченными по времени перерывами функционирования этой машины, не превышающими, например, трех минут.
Таким образом, техническая задача данного изобретения состоит в том, чтобы предложить устройство быстрой или ускоренной замены боковой стенки машины для непрерывной разливки расплавленного металла.
Поставленная цель достигается тем, что устройство для замены и удержания в заданном положении боковой стенки машины для непрерывной отливки металлического изделия, содержащее два цилиндра с параллельными друг другу осями, установленных с возможностью вращения в противоположные стороны и расположенных рядом с зазором между их цилиндрическими поверхностями, при этом к торцевым поверхностям цилиндров прижаты две боковые стенки для ограничения литейного пространства между ними, каждая из которых установлена на основании опорной тележки с возможностью поступательного перемещения в осевом направлении цилиндров между передним и задним откатным положениями по отношению к цилиндрам, согласно изобретению содержит барабан, установленный на опорной тележке с возможностью поворота вокруг оси, перпендикулярной осям цилиндров, и имеющий средства крепления для по меньшей мере двух боковых стенок в положениях, соответственно занимаемых ими при повороте барабана вокруг своей оси на предварительно заданный угол, и средства вращательного шагового перемещения барабана с амплитудой, соответствующей предварительно заданному углу поворота барабана для перемещения сменной боковой стенки из положения ожидания в положение работающей и подлежащей замене боковой стенки.
Такое конструктивное выполнение устройства позволяет сократить до пренебрежимо малой величины время восстановления работоспособности литейной или разливочной машины при замене изношенных боковых стенок этой машины с тем, чтобы обеспечить возможность практически непрерывного функционирования данной разливочной машины и соответственно повысить за счет этого ее производительность.
Можно барабан установить с возможностью вращения вокруг вертикальной оси или вокруг горизонтальной оси.
Предпочтительно, когда средства крепления боковых стенок содержат основания, на каждом из которых закреплена боковая стенка, и средства связи между каждым основанием боковой стенки и соответствующей плоской стенкой барабана, который целесообразно выполнить с двумя параллельными плоскими стенками, положения которых соответствуют друг другу при повороте барабана вокруг своей оси на половину полного оборота. В альтернативном варианте барабан может быть выполнен с попарно перпендикулярными плоскими стенками, расположенными по сторонам параллелепипеда, положения которых соответствуют друг другу при повороте барабана на четверть оборота.
При этом барабан может быть выполнен с тремя стенками, каждая из которых перпендикулярна соседней с ней стенкой, а также барабан может быть выполнен с четырьмя попарно перпендикулярными стенками.
Является также предпочтительным, когда средства вращательного шагового перемещения барабана связаны с остановочными упорами, закрепленными на опорной тележке и на барабане с возможностью ограничения вращательного перемещения барабана на величину, соответствующую предварительно заданному углу поворота.
Другое преимущество устройства в соответствии с предлагаемым изобретением состоит в том, что оно позволяет достаточно легко осуществить и притом без дополнительной потери времени предварительный нагрев вновь устанавливаемой боковой стенки данной разливочной машины перед вводом ее в эксплуатацию.
Действительно, известно, что перед тем, как установить на место новую боковую стенку разливочной машины, ее необходимо нагреть до определенной температуры с тем, чтобы исключить резкое охлаждение расплавленного металла при контактировании с ней. Для такого нагрева устанавливаемой вновь боковой стенки разливочной машины можно использовать либо специальные горелки, воздействующие на рабочую поверхность устанавливаемых боковых стенок, либо аналогичные горелки, воздействующие на их обратную сторону. В первом случае, и в соответствии с устройством, взятым в качестве прототипа предлагаемого изобретения, достаточно трудно осуществить этот предварительный нагрев, когда данная боковая стенка находится уже в рабочем положении, поскольку при этом возникает риск повредить пламенем упомянутых выше горелок поверхности вращающихся цилиндров машины. Кроме того, продолжительность такого предварительного нагрева поверхности боковой стенки разливочной машины относительно велика, что в принципе несовместимо с задачей быстрой замены этих боковых стенок.
Во втором случае риск повредить поверхности вращающихся цилиндров оказывается несколько меньше, однако продолжительность предварительного нагрева боковой стенки до необходимой температуры остается недопустимо высокой. При этом подогрев боковой стенки осуществляется в неблагоприятных условиях, поскольку он осуществляется с малой по размеру стороны, противоположной той, которая непосредственно находиться в контакте с расплавленным металлом, и крепление этой небольшой части стенки машины становится достаточно сложным делом.
В то же время предварительный нагрев боковой стенки машины, осуществляемый перед ее установкой на опорную тележку, исключает описанные проблемы, но заставляет оператора данной разливочной машины манипулировать со сменными боковыми стенками, имеющими весьма высокую температуру, при их установке на опорную тележку, что сопряжено с большой опасностью.
Эти перечисленные проблемы могут быть решены при использовании устройства в соответствии с предлагаемым изобретением в результате использования специальных средств предварительного нагрева боковых стенок данной машины, воздействующих на эти боковые стенки в режиме ожидания и после их установки на опорную тележку в упомянутый выше вращающийся барабан. Таким образом, предварительный нагрев боковых стенок данной машины может осуществляться с лицевой стороны этих стенок, которые затем будут введены в контакт с расплавленным металлом. Вследствие этого температура этой лицевой поверхности боковой стенки будет наиболее высокой по сравнению со всеми другими способами ее нагрева перед вводом в эксплуатацию после прижатия к торцам вращающихся цилиндров данной разливочной машины. При этом боковые стенки, нагретые описанным способом, будут сразу же после их присоединения к торцам вращающихся цилиндров машины готовы к нормальной эксплуатации и принятию на себя термического удара от поступающего в литейное пространство расплавленного металла.
Изобретение дает описание одного из возможных вариантов его практической реализации, взятого в качестве не являющегося ограничительным примера, причем в этом описании будут даны ссылки на приведенные чертежи, иллюстрирующие конкретный способ практической реализации машины для непрерывной разливки металла с устройством для быстрой или ускоренной замены и удержания в требуемом рабочем положении боковых стенок этой машины в соответствии с предлагаемым изобретением в случае машины для отливки тонкой стальной ленты.
На фиг. 1 представлены вид сверху на часть разливочной машины и устройство для быстрой замены и удержания в требуемом положении боковых стенок этой машины в соответствии с предлагаемым изобретением и в варианте, соответствующем первому способу его практической реализации.
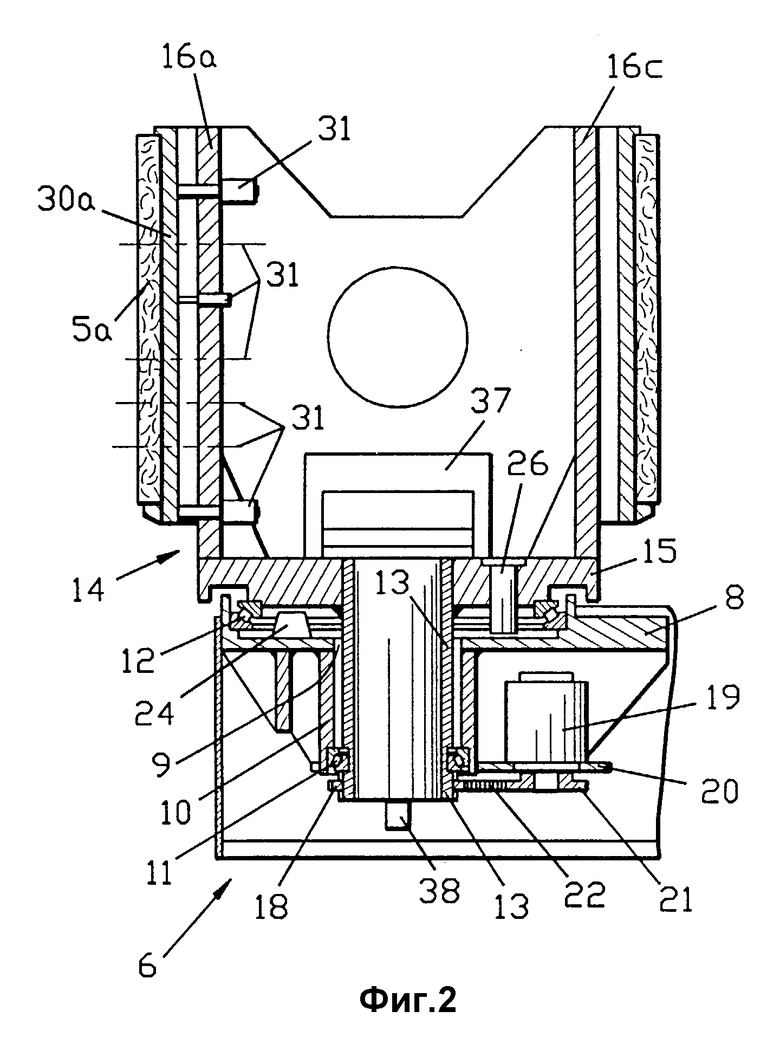
На фиг. 2 представлен разрез по линии 2-2, показанной на фиг. 1;
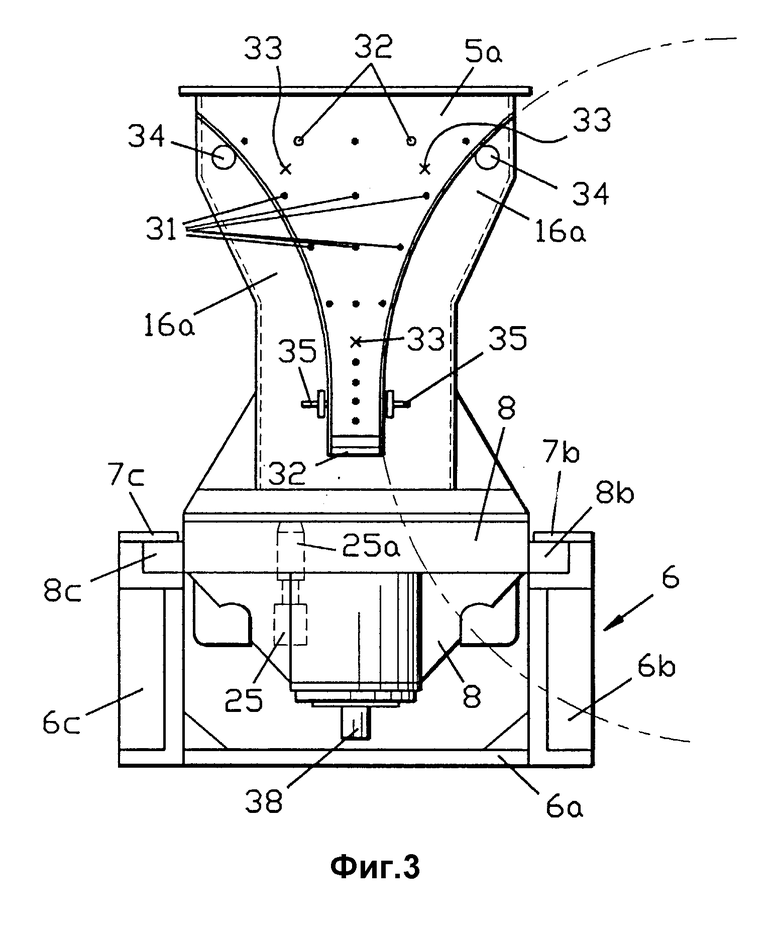
на фиг. 3 представлен вид сбоку по линии 3-3, показанной на фиг. 1;
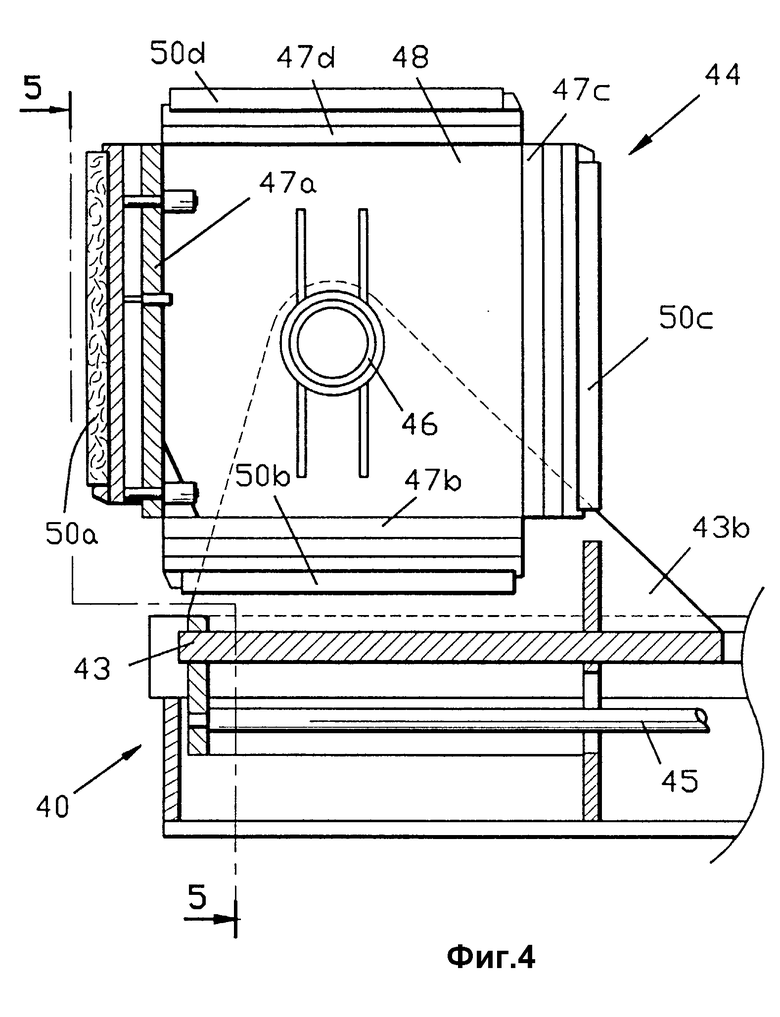
на фиг. 4 представлен вид в разрезе, аналогичный виду, показанному на фиг. 2, но уже второго способа практической реализации устройства быстрой или ускоренной замены боковой стенки в соответствии с предлагаемым изобретением;
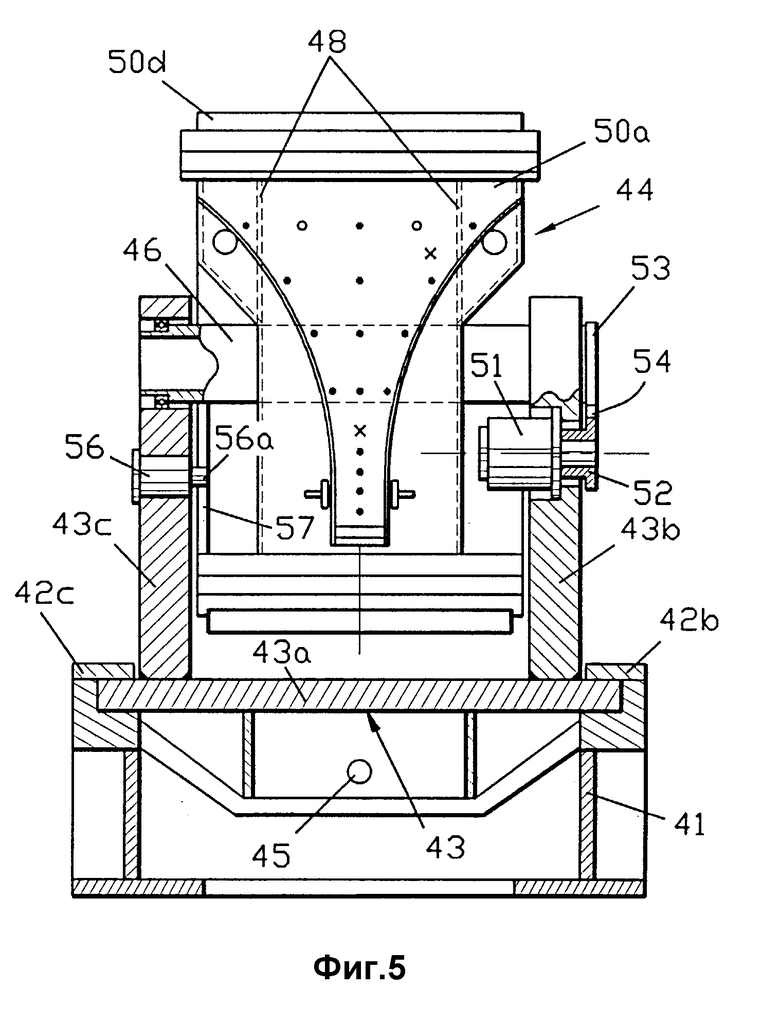
на фиг. 5 представлен вид в частичном разрезе по линии 5-5, показанной на фиг. 4;
на фиг. 6 представлен вид в продольном разрезе, аналогичный виду на фиг. 4, варианта практической реализации предлагаемого устройства в соответствии с упомянутым выше вторым способом его практической реализации;
на фиг. 7 представлен фронтальный вид в частичном разрезе предлагаемого устройства, причем этот разрез выполнен по линии 7-7, показанной на фиг. 6.
На фиг. 1 можно видеть часть 1 установки для непрерывной разливки расплавленного металла, образованную двумя цилиндрами 1 и 2, располагающимися вместе со своими горизонтальными и параллельными друг другу осями в непосредственной близости друг от друга, но на некотором расстоянии 3, соответствующем толщине отливаемой в данном случае тонкой стальной ленты, процесс изготовления которой обеспечивается вращающимися цилиндрами 1 и 2.
Цилиндры 1 и 2 содержат соответственно удлинители 1a и 2a, посредством которых они приводятся во вращательное движение в подшипниках в противоположных друг другу направлениях. Удлинители рабочих цилиндров разливочной машины непрерывного действия могут быть установлены с одной и той же стороны обоих цилиндров, как это показано на фиг. 1, или по разные стороны для каждого из упомянутых цилиндров.
Цилиндры 1 и 2 своими боковыми поверхностями, располагающимися выше горизонтальной плоскости, проходящей через их параллельные друг другу оси и определяющей минимальное расстояние 3 между ними, определяют литейное пространство, которое на уровне продольных осевых торцов цилиндров 1 и 2 ограничивается двумя боковыми стенками типа стенки 5, удерживаемыми в состоянии плотного прижатия к торцам цилиндров 1 и 2, обеспечивающего полную герметичность этого стыка, устройствами 4 быстрой замены и удержания в требуемом положении в соответствии с предлагаемым изобретением.
Далее будет более подробно описано устройство 4 быстрой замены и удержания в требуемом положении боковых стенок данной разливочной машины в соответствии с предлагаемым изобретением со ссылками на фиг. 1, 2 и 3.
Устройство 4 содержит основание 6, покоящееся благодаря опорной плите 6a на станине данной разливочной машины, и две боковые стойки 6b и 6c, прикрепленные уголками к опорной плите 6a и несущие в их верхней части продольные направляющие 7b и 7c соответственно, отстоящие друг от друга на определенное расстояние и закрепленные на упомянутых выше стойках при помощи винтов.
Боковые стойки 6b и 6c основания предлагаемого устройства, а также соответствующие направляющие 7b и 7c располагаются в направлении оси или осей цилиндров 1 и 2 или в продольном направлении данной разливочной машины по обе стороны от средней плоскости в вертикальном направлении, разделяющей пополам литейный зазор 3.
Тележка 8 устанавливается с возможностью поступательного перемещения в продольном направлении данной разливочной машины на основание предлагаемого устройства 6 в направляющие 7b и 7c, причем эта подвижная тележка 8 содержит боковые направляющие элементы 8b и 8c, которые вставляются между двумя элементами направляющих соответственно 7b и 7c.
Как видно из фиг. 2, подвижная тележка 8 содержит сквозное отверстие 9, вдоль которого закреплена направленная вниз вертикальная колонна 10, проходящая во внутреннюю полость основания 6. На нижнем конце этой колонны установлен подшипник 11 с вертикально расположенной осью. На верхней части основания 6 располагается также кольцо 12, образованное коническим роликовым подшипником, соосным с колонной 10 и подшипником 11.
Барабан 14 установлен с возможностью вращения относительно вертикальной оси колонны 10 опорной тележки 8 посредством подшипника 12, и трубчатый вал 13 установлен с возможностью вращения внутри подшипника 11.
Барабан 14 содержит основание 15, покоящееся на внутреннем кольце конического подшипника 12, и боковые стенки 16a, 16b и 16c, установленные на этом основании 15, соединены между собой сваркой в верхней части их примыкающих друг к другу кромок таким образом, чтобы образовывать вместе три стороны параллелограмма. Каждая из вертикальных стенок 16a, 16b и 16c барабана 14 содержит специальные средства для крепления одной боковой стенки 5 разливочной машины, например, боковой стенки 5a в рабочем положении против вращающихся цилиндров 1 и 2 и боковых стенок 5b и 5c, которые могут представлять собой новые боковые стенки данной разливочной машины, находящиеся в положении ожидания на барабане 14.
На основании 6 располагаются два силовых цилиндра 17a и 17b, предназначенных для обеспечения поступательного перемещения опорной тележки 8, на которой установлен барабан 14 с боковыми стенками данной разливочной машины, в продольном направлении, параллельном осям цилиндров данной машины.
Каждый из силовых цилиндров 17a и 17b содержит корпус, закрепленный на основании 6, и шток, связанный с задним концом опорной тележки 8.
Силовые цилиндры 17a и 17b позволяют перемещать опорную тележку 8, на которой установлен барабан 14, в пространство между передним рабочим положением, в котором соответствующая боковая стенка прижата к вращающимся цилиндрам, как показано на фиг. 1, и задним откатным положением, в котором барабан 14 и боковая стенка 5 отведены от торцевых поверхностей вращающихся цилиндров 1 и 2 машины.
Трубчатый вал 13 барабана 14 жестко связан нижним концом со звездочкой 18 цепной передачи.
Барабан 14, который установлен на опорной тележке 8 с возможностью вращения вокруг вертикальной оси, общей для подшипников 11 и 12, может быть приведен во вращательное движение при помощи гидравлического поворотного силового привода 19, закрепленного на кронштейне 20, жестко связанном с колонной 10. Этот гидравлический поворотный силовой привод 19 содержит вертикально расположенную вращающуюся ось, на которой закреплена звездочка 21 цепной передачи. Эта звездочка обеспечивает приведение во вращательное движение ведомой звездочки 18 цепной передачи, закрепленной на трубчатом валу 13, при помощи цепи 22, надетой на зубчатые части ведущей и ведомой звездочек 18 и 21. Описанный выше привод вала 13 во вращательное движение может быть осуществлен также и при помощи ременной передачи.
В верхней части опорной тележки 8 располагается неподвижный упор 24, а в основании 15 барабана 14 выполнены сквозные отверстия, такие, например, как 23a и 23b на фиг. 1, в которые может быть вставлен подвижный упор 26.
Кроме того, на основании 6 располагается силовой цилиндр фиксации 25, установленный вертикально и имеющий шток, на конце которого закреплен штырь блокировки 25a.
После того, как опорная тележка 8 отведена в свое заднее открытое положение силовыми цилиндрами 17a и 17b, барабан 14 оказывается удаленным от торцевых поверхностей вращающихся цилиндров машины настолько, что он может свободно поворачиваться вокруг своей вертикальной оси с тем, чтобы установить новую боковую стенку в положение против торцевых поверхностей вращающихся цилиндров 1 и 2 машины.
Поворот барабана на четверть оборота по часовой стрелке (см. фиг. 1) позволяет установить боковую стенку 5b против торцевых поверхностей вращающихся цилиндров, то есть установить ее в положение, которое раньше занимала боковая стенка 5a.
Таким образом, поворот барабана 14 на четверть оборота позволяет установить новую боковую стенку в положение готовности к взаимодействию с торцевыми поверхностями вращающихся цилиндров 1 и 2 данной разливочной машины.
Подвижный упор 26 устанавливается в такое положение, в котором он входит в контакт с неподвижным упором 24 после совершения барабаном 14 четверти оборота в желаемом направлении (например, как показано на фиг. 1, по часовой стрелке для того, чтобы ориентировать боковую стенку 5b так, как первоначально была ориентирована боковая стенка 5a).
Контакт между подвижным упором 26 и неподвижным упором 24 позволяет остановить вращательное движение барабана после его поворота на четверть оборота. В том случае, когда на барабане установлены только две боковые стенки, располагающиеся симметрично по отношению к его оси, этот барабан должен будет совершить между двумя положениями упоров попеременные повороты на половину полного оборота в одну и другую стороны. В случае установки на барабане более двух боковых стенок по меньшей мере один из подвижных упоров делается съемным.
Барабан 14 фиксируется в заданном положении при помощи штыря 25a блокировочного силового цилиндра 25, который входит в отверстие на опорной плите 15 барабана, располагающееся в положении, позволяющем обеспечить его точную выставку в требуемое положение.
Как видно на фиг. 2 и 3, боковые стенки или малые торцы 5a, 5b и 5c, которые по меньшей мере частично изготовлены из огнеупорного материала, содержат противоположные друг другу круглые кромки, соответствующие кромкам вращающихся цилиндров 1 и 2, с которыми они входят в контакт. В предпочтительном варианте практической реализации боковых стенок разливочной машины такого типа огнеупорный материал вставляется в металлическую обойму, образуя, таким образом, предварительно собираемый блок, иногда называемый кассетой.
Боковая стенка 5a, видимая на фиг. 2 и 3, прикреплена к металлическому основанию 30a, которое в свою очередь связано с вертикальной стенкой 16a барабана специальными средствами связи, обеспечивающими некоторый диапазон возможных перемещений боковой стенки 5a в продольном направлении, что позволяет обеспечить прижатие этой боковой стенки к торцевым поверхностям вращающихся цилиндров 1 и 2.
Эти средства связи представляют собой совокупность толкающих силовых цилиндров 31, закрепленных на вертикальной стенке 16a барабана. Штоки силовых цилиндров соединены с основанием 30a в нескольких точках, соответствующим образом распределенных по поверхности боковой стенки разливочной машины, как показано на фиг. 3.
Силовые цилиндры 31 оказывают давление на основание 30a по продольной оси в направлении торцевых поверхностей цилиндров 1 и 2 с тем, чтобы обеспечить плотное и герметичное прижатие боковой стенки 5a к этим торцевым поверхностям после того, как барабан 14 вместе с опорной тележкой 9 переведен в свое переднее положение и зафиксирован в нем, как показано на фиг. 1.
Прижимающие силовые цилиндры в другом варианте конструктивного решения данного узла могут быть заменены на толкающие пружины, вставленные между передней поверхностью вертикальной стенки 16a барабана и задней поверхностью основания 30a данной боковой стенки.
Средства связи содержат также возвратные силовые цилиндры или пружины 32, связанные с основанием 30a в его верхней и нижней частях с тем, чтобы оказывать на кассету возвратное воздействие по продольной оси в направлении, противоположном направлению усилия прижимающих устройств 31.
В пространстве между вертикальной стенкой 16a барабана и основанием 30a предусмотрены также датчики перемещения 33, располагающиеся таким образом, чтобы иметь возможность определить величину перемещения и фактическое положение основания 50a в процессе установки на предназначенное для нее место боковой стенки 5a, а также в процессе эксплуатации данной разливочной машины. Упомянутые выше датчики 33 позволяют, в частности, контролировать фактическое позиционирование и связанный с ним износ данной боковой стенки 5a разливочной машины.
Средства прижатия 31 и возвратные средства 32 боковой стенки 5a, активная часть которой входит в контакт с торцевыми поверхностями цилиндров 1 и 2, обеспечивают гибкую фиксацию кассеты в ее рабочем положении. Эта гибкая фиксация обеспечивает некоторую возможность перемещения боковой стенки разливочной машины в горизонтальном направлении.
Основание 30a боковой стенки 5a упирается в оси 34, которые обеспечивают его удержание в вертикальном направлении, и в боковые упоры 35, которые обеспечивают его удержание в поперечном направлении в процессе разливки металла.
Теперь будет последовательно описана операция по замене изношенной боковой стенки данной разливочной машины с использованием устройства в соответствии с предлагаемым изобретением в том варианте его практической реализации, который представлен на фиг. 1,2 и 3.
После того, как при помощи датчиков перемещения 33 выявлен предельно допустимый износ активной части боковой стенки данной разливочной машины (в данном случае это боковая стенка 5a), требующий ее замены на новую, происходит закрытие выходного отверстия распределительного устройства, питающего расплавленным металлом изложницу, образованную вращающимися цилиндрами и боковыми стенками данной разливочной машины. Однако отливка вырабатываемого в данном случае изделия продолжается вплоть до полного опорожнения изложницы.
После того, как весь расплавленный металл ушел из изложницы через щель между вращающимися цилиндрами, опорная тележка 8 вместе с барабаном 14 перемещается в заднее откатное положение, удаленное на некоторое расстояние от торцевых поверхностей вращающихся цилиндров 1 и 2, при помощи силовых цилиндров 17a и 17b, закрепленных на основании 6.
Затем проверяется положение подвижных упоров с тем, чтобы обеспечить поворот барабана на четверть оборота в желаемом направлении, например, для того, чтобы установить боковую стенку 5b в положение напротив торцевых поверхностей вращающихся цилиндров 1 и 2, на месте боковой стенки 5a.
Боковая стенка 5b оборудована новой активной частью и была предварительно подогрета до необходимой температуры при помощи специального устройства, не показанного на приведенных чертежах. В качестве такого устройства может быть использована газовая горелка или электрический нагреватель с излучением тепла от элементов накаливания.
Затем опорная тележка 8 и барабан 14 перемещаются в направлении торцевых поверхностей цилиндров 1 и 2 до того момента, когда активная часть боковой стенки 5b войдет в контакт с торцевыми поверхностями цилиндров, и удерживается прижатой к этим цилиндрам с некоторым усилием, обеспечиваемым устройствами прижатия 31.
Опорная тележка 8 вместе с установленным на ней барабаном 14 фиксируется или зажимается на уровне ее направляющих 7b и 7c в переднем рабочем положении при помощи специальных зажимных силовых цилиндров 36.
В процессе выполнения всех операций, необходимых для осуществления замены изношенной боковой стенки данной разливочной машины, может быть параллельно выполнена зачистка торцевых поверхностей и рабочих поверхностей цилиндров для удаления, например, частиц шлака, которые могли прилипнуть к этим поверхностям. Таким образом, качество выпускаемой продукции после возобновления разливки металла может быть улучшено.
При использовании устройства в соответствии с предлагаемым изобретением замена изношенных боковых стенок разливочной машины данного типа может быть выполнена за очень короткий промежуток времени, составляющий, например, три минуты и даже меньше.
Вследствие весьма значительного сокращения времени, необходимого для замены изношенной боковой стенки, выполнение этой замены становится возможным без необходимости полного опорожнения распределительного устройства данной разливочной машины.
Можно также не останавливать вращательного движения цилиндров на время замены изношенных боковых стенок данной разливочной машины.
Используемые в конструкции данного устройства в соответствии с предлагаемым изобретением силовые цилиндры прижатия и возврата кассеты, воздействуя на активную часть боковой стенки данной разливочной машины, получают гидравлическое питание от специального гидроблока 37, располагающегося внутри барабана 14 над верхним концом колонны 13.
Питающие электрические провода и трубопроводы гидроблока 37 проходят внутри колонны 13 и барабана 14 при помощи вращающегося стыка 38, закрепленного на нижнем конце опорной тележки 8.
И, наконец, направляющие средства питающих кабелей и трубопроводов боковой стенки и барабана образованы последовательностью специальных кронштейнов 39, располагающихся в верхней части основания 6 предлагаемого устройства.
Фиг. 4 и 5 иллюстрируют второй возможный способ практической реализации устройства для быстрой замены боковых стенок разливочной машины непрерывного действия в соответствии с предлагаемым изобретением.
Устройство 40 замены боковой стенки разливочной машины в соответствии с предлагаемым изобретением содержит вытянутое в продольном направлении основание 41, закрепленное на станине данной разливочной машины и имеющее боковые вертикальные стойки, на верхних частях которых закреплены направляющие 42b и 42c, расположенные в продольном направлении. Опорная тележка 43 установлена с возможностью поступательного перемещения в продольном направлении на основании 41 посредством наружных боковых частей ее собственной опорной плиты 43a.
Опорная тележка 43 имеет возможность перемещаться в продольном направлении по основанию 41 при помощи гидравлического силового цилиндра, установленного на основании 41. Шток этого силового цилиндра 45 присоединен к опорной тележке 43.
Тележка 43 содержит две вертикальные стойки 43a и 43c, закрепленные сваркой на верхней поверхности плиты основания 43a.
Барабан 44 установлен с возможностью вращения между вертикальными стойками 43b и 43c при помощи трубчатого вала 46, имеющего горизонтальное расположение. Концевые части этого трубчатого вала установлены в подшипниках, которые смонтированы в вертикальных стойках основания 43b и 43c соответственно.
Трубчатый вал 46, образующий центральную часть барабана, жестко связан с четырьмя стенками 47a, 47b, 47c и 47d посредством поперечных перемычек 48.
На каждой из упомянутых выше стенок 47a, 47b, 47c и 47d устанавливается кассета, содержащая основание кассеты и активную часть малого торца или боковой стенки разливочной машины данного типа. Активные части малых торцов, прикрепленные к стенкам 47a, 47b, 47c и 47d, обозначены соответственно позициями 50a, 50b, 50c и 50d.
Основания кассет, на которых закреплены соответствующие мылые торцы, сами в свою очередь связаны со стенками 47a, 47b, 47c и 47d таким образом, как и соответствующие основания, описанные при рассмотрении варианта практической реализации устройства в соответствии с предлагаемым изобретением, показанного на фиг. 1, 2 и 3.
Поворотный силовой привод 51 укреплен в сквозном отверстии боковой вертикальной стойки 43b опорной тележки 43. На оси поворотного силового привода 51 установлен ролик или шкив 52, который позволяет привести во вращательное движение посредством цепной или ременной передачи 54 второй ролик или шкив 53, жестко связанный с концом трубчатого вала 46 барабана 44.
На вертикальной стойке 43c опорной тележки 43 установлен силовой цилиндр 56 установочной блокировки, ток 56a которого может входить в отверстие в стенке 57, жестко связанной с трубчатым валом 46 барабана 44. Силовой цилиндр 56 установочной блокировки позволяет зафиксировать требуемое положение барабана 44 после его поворота, подводящего активную часть 50a малого торца в положение напротив торцевых поверхностей вращающихся цилиндров данной разливочной машины.
Функционирование устройства в соответствии с предлагаемым изобретением, схематически представленного на фиг. 4 и 5, практически не отличается от функционирования устройства, представленного на фиг. 1, 2 и 3, причем активные части малых торцов 50a, 50b, 50c и 50d могут быть подведены в рабочее положение последовательными поворотами барабана на четверть полного оборота в положении, когда опорная тележка 43 отведена от торцевых поверхностей вращающихся цилиндров данной разливочной машины.
Отличия между устройствами, представленными на фиг. 1, 2 и 3 и устройством, представленным на фиг. 4 и 5, состоят в том, что в первом случае ось вращения барабана направлена вертикально, а во втором случае - горизонтально, а также в том, что во втором случае установлены четыре стенки барабана, позволяющие размещать на барабане сразу четыре кассеты, несущие активные части четырех малых торцов.
Совершенно очевидно, что в случае устройства с вертикальным расположением оси вращения барабана, представленного на фиг. 1, 2 и 3, также можно установить четыре малых торца на четыре вертикальных стенки барабана вместо описанных выше трех станок и трех малых торцов.
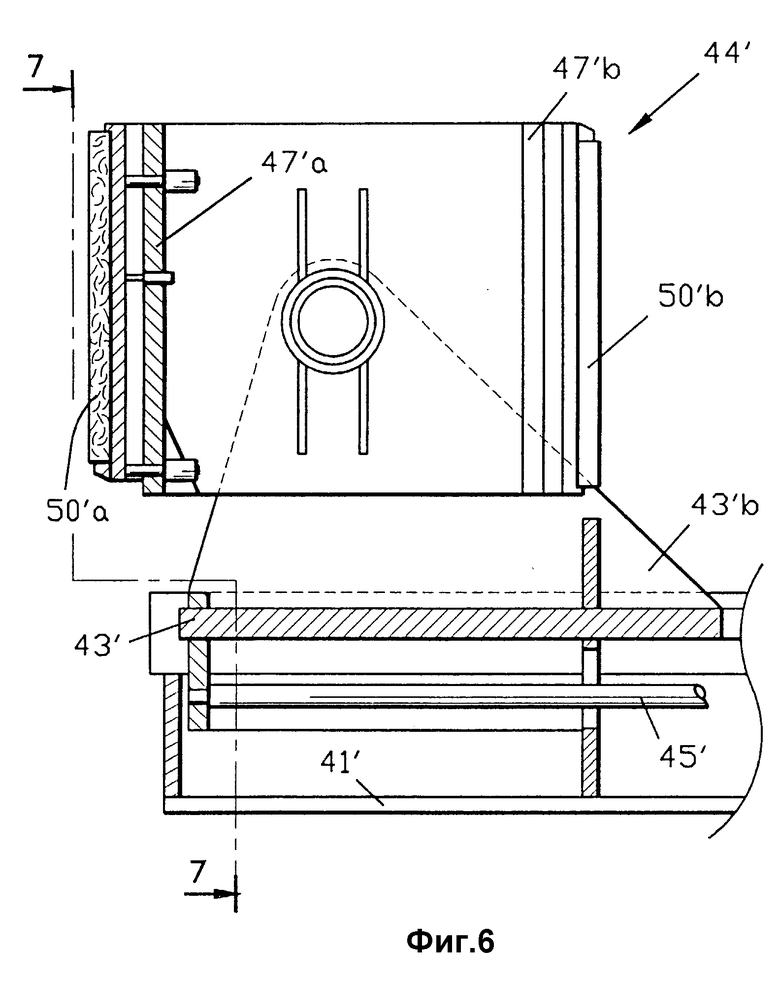
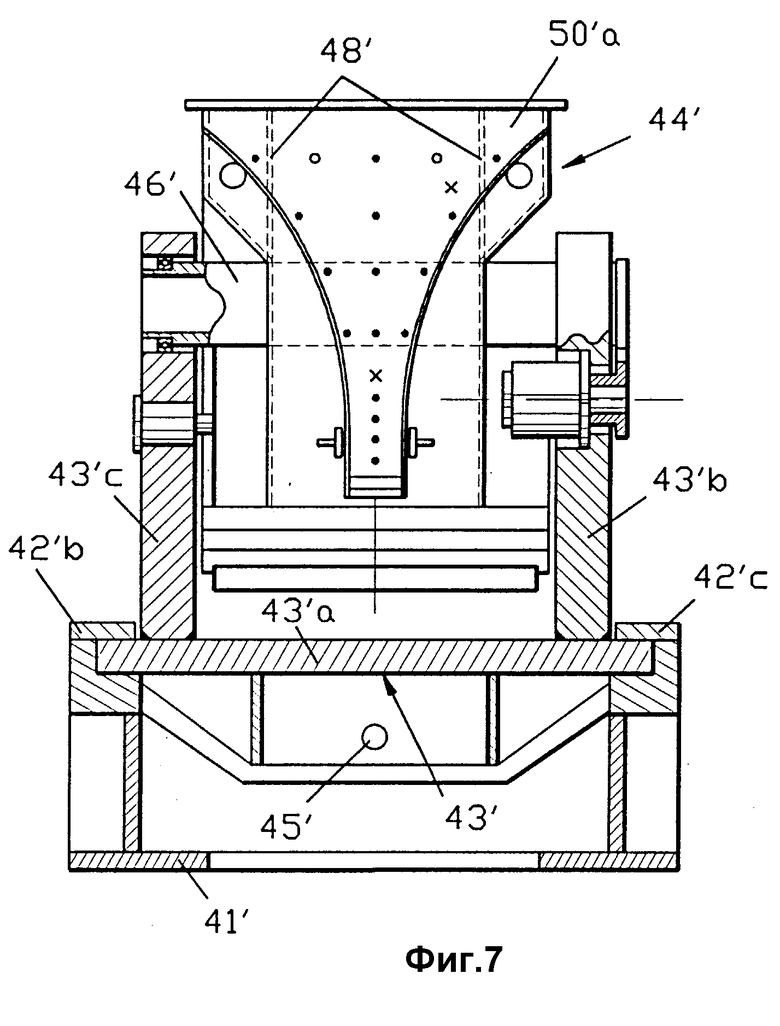
На фиг. 6 и 7 представлен еще один возможный вариант практической реализации устройства быстрой замены боковой стенки, показанного на фиг. 4 и 5, причем соответствующие друг другу элементы на фиг. 4 и 5 и на фиг. 6 и 7 обозначены одними и теми же номерами позиций, но с добавлением штриха (') в случае обозначения элементов, представленных на фиг. 6 и 7.
Устройство в соответствии с предлагаемым изобретением, представленное на фиг. 6 и 7, содержит вытянутое в продольном направлении основание 41', на боковых стойках которого, в их верхней части, устанавливаются направляющие 42'b и 42'c. Опорная тележка 43' устанавливается с возможностью передвижения в продольном направлении по отношению к основанию 41' при помощи боковых частей основания тележки 43'a, вставленных в направляющие 42'b и 42'c. Силовой цилиндр, шток 45' которого, связанный с опорной тележкой 43', показан на фиг. 6 и 7, позволяет перемещать тележку 43' между передним положением, находящимся в непосредственной близости от торцевых поверхностей вращающихся цилиндров данной разливочной машины, и задним откатным положением.
Опорная тележка 43' содержит боковые стойки 43'b и 43'c, между которыми установлен барабан 44', имеющий возможность вращаться при помощи горизонтально расположенного трубчатого вала 46', закрепленного в вертикальных стойках тележки.
Барабан 44' содержит две параллельные между собой стенки 47'a и 47'b, на каждой из которых установлена кассета основания активной части 50'a и 50'b малого торца данной разливочной машины.
Кассеты основания малых торцов связаны со стенками 47'a и 47'b соответственно таким же образом, как это было описано для малых торцов 50a, 50b, 50c и 50d, связанных со стенками 47a, 47b, 47c и 47d барабана 44, представленного на фиг. 4 и 5.
Отличие между барабанами устройств, представленных на фиг. 4 и 5 с одной стороны и на фиг. 6 и 7 с другой стороны, состоит в том, что барабан устройства, представленного на фиг. 4 и 5, содержит четыре опорные стенки для четырех малых торцов, тогда как барабан устройства, представленного на фиг. 6 и 7, содержит только две опорные стенки для двух малых торцов.
Когда тележка 43' и барабан 44' находятся в заднем откатном положении, на некотором удалении от торцевых поверхностей вращающихся цилиндров данной различной машины, барабан 44' может быть повернут на половину полного оборота таким образом, чтобы поменять местами малые точки 50'a и 50'b.
Перед осуществлением замены изношенной боковой стенки или малого торца на новую эта новая боковая стенка может быть, как уже было сказано выше, предварительно нагрета до необходимой температуры перед ее размещением путем поворота барабана в положение против торцевых поверхностей цилиндров.
В случае использования устройств быстрой замены в соответствии с предлагаемым изобретением, представленных соответственно на фиг. 1 - 3, фиг. 4 и 5 и фиг. 6 и 7, после замены изношенной боковой стенки данной разливочной машины можно осуществить демонтаж этой изношенной боковой стенки после возобновления нормального функционирования установки, причем соответствующее положение на барабане является вполне доступным. После демонтажа изношенной боковой стенки на барабан устанавливается новая боковая стенка и осуществляется ее предварительный нагрев до требуемой температуры в этом положении барабана.
Во всех описанных выше случаях устройство в соответствии с предлагаемым изобретением позволяет весьма быстро осуществить замену изношенных боковых стенок или малых торцов машины для непрерывного литья.
Устройство в соответствии с предлагаемым изобретением позволяет также достаточно простым образом выполнить предварительный нагрев этих сменных малых торцов перед их установкой в эксплуатационное положение прижатия к торцевым поверхностям вращающихся цилиндров данной литейной машины.
Это устройство позволяет также в процессе функционирования литейной установки монтировать на барабан новые сменные боковые стенки.
Предлагаемое изобретение не ограничивается теми вариантами его практической реализации, которые были описаны здесь в качестве примеров. Так, основание, опорная тележка и барабан, а также средства их перемещения могут быть выполнены иначе, чем это было описано выше.
Барабан может содержать только две опорные стенки, позволяющие установить два сменных малых торца, или наоборот, он может содержать большее число этих опорных стенок, позволяющих одновременно устанавливать на барабан более двух сменных боковых стенок данной литейной машины.
В тех случаях, когда устройство в соответствии с предлагаемым изобретением содержит горелки для предварительного нагрева сменных боковых стенок, предпочтительно, хотя и не обязательно, чтобы эти горелки из соображений сокращения габаритных размеров устройства располагались параллельно осям цилиндров и воздействовали на сменные боковые стенки, располагающиеся симметрично по отношению к работающей в данный момент боковой стенке относительно оси барабана. В этом случае барабан может содержать только две боковые стенки, расположенные симметрично, причем одна из них заменяется на новую и подвергается предварительному нагреву до необходимой температуры в то время, когда другая боковая стенка работает в данной литейной машине.
Предлагаемое изобретение может быть применено не только к машинам для непрерывной отливки тонкой металлической ленты между двумя вращающимися цилиндрами, но также и к машинам для непрерывной отливки между вращающимися цилиндрами других металлических изделий.
Изобретение относится к области металлургии, конкретнее к получению металлических изделий между двумя вращающимися цилиндрами. Устройство для замены боковой стенки содержит два вращающихся в противоположные стороны цилиндра 1 и 2 с параллельными осями, расположенные рядом с некоторым зазором, прижатые к торцевым поверхностям этих цилиндров две боковые стенки 5а для ограничения литейного пространства 3 между этими цилиндрами, барабан 14, имеющий средства крепления 1ба, 16b и 16с для по меньшей мере двух боковых стенок 5 в положениях, взаимно переходящих друг в друга в результате поворота барабана вокруг своей оси на некоторый угол. Средства шагового вращательного перемещения барабана с амплитудой, соответствующей определенному углу поворота, позволяют переместить сменную боковую стенку 5Ь из положения ожидания в рабочее положение, занимаемое подлежащей замене боковой стенкой 5а, что позволяет сократить время на восстановление работоспособности разливочной машины и повысить ее производительность за счет непрерывного функционирования. 1 с. и 9 з.п. ф-лы, 7 ил.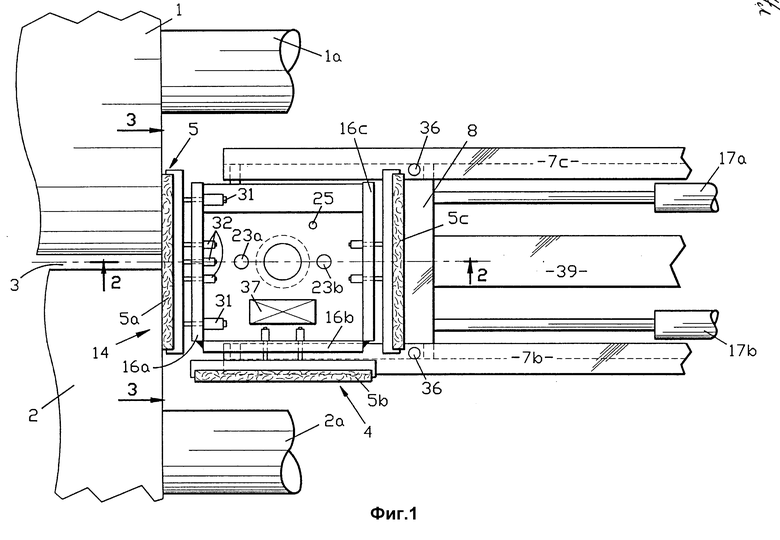
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| СПОСОБ ТЕРАПЕВТИЧЕСКОГО ВОЗДЕЙСТВИЯ НА СЕКВЕСТРИРОВАННУЮ ГРЫЖУ ДИСКА ПОЗВОНОЧНИКА | 2017 |
|
RU2670695C9 |
| ПРИБОР ДЛЯ ИСПЫТАНИЯ КОВРОВЫХ МАТЕРИАЛОВ НА ИЗНОСОСТОЙКОСТЬ | 0 |
|
SU406142A1 |
