Изобретение относится к строительству, а именно к возведению преднапряженных каркасных систем с натяжением канатной арматуры в построечных условиях.
Известен способ заготовки арматурных элементов мерной длины для преднапряженных конструкций на установке типа СМЖ-213 для стендов и силовых форм, согласно которому с бухтодержателя арматуру разматывают, пропускают через ролики механизма подачи и перемещают в канале приемного стола до конечного выключателя, который фиксирует длину элемента, дает сигнал для прекращения подачи арматуры и включает механизм резки. После обрезки мерного арматурного элемента механизм резки, возвращаясь в исходное положение, подает сигнал для сброса ее и включения механизма подачи. После этого мерный арматурный элемент поступает в устройство для установки анкеров [1].
Наиболее близким к предлагаемому способу является способ изготовления арматурных элементов мерной длины с анкерами, включающий подачу арматуры с бухты, правку и резку ее на мерные элементы с последующей высадкой анкерных головок на концах или установкой опрессованных гильз [2].
Недостатками известных способов являются значительные отклонения преднапряжения от проектных величин при натяжении арматуры из-за наличия деформации арматурного мерного элемента и невозможности обеспечить точность натяжения, что приводит к неравномерному натяжению арматуры при приложении усилия одной величины. Кроме того, недостаточное сцепление анкера с канатной арматурой, например, опрессованных гильз приводит к необходимости увеличения длины анкерной гильзы, что увеличивает расход стали и усложняет железобетонные конструкции.
Техническая задача заключается в снижении материалоемкости за счет увеличения сцепления анкерной гильзы с канатным арматурным элементом, повышении точности натяжения за счет исключения деформации арматурного элемента, снижении трудоемкости возведения конструкции за счет исключения операции установки анкера после натяжения канатной арматуры.
Поставленная задача решается таким образом, что в способе изготовления арматурных элементов для преднапряженных конструкций, включающем разматывание арматуры с бухты, правку и резку ее на мерные элементы, установку на концах элемента анкерных гильз с последующей их опрессовкой, согласно изобретению, перед установкой анкерных гильз концы мерного арматурного элемента подвергают смятию путем фиксации концов зажимными устройствами и приложения к одному из них продольного усилия величиной 0,5-0,7 расчетного сопротивления растяжению арматуры, затем концы мерного элемента освобождают от зажимов, а установку анкерных гильз производят в местах смятия арматуры.
Предлагаемый способ изготовления арматурных элементов мерной длины для преднапряженных конструкций отличается от известного тем, что перед установкой анкерных гильз концы арматурного элемента мерной длины подвергают смятию (уплотнению) путем фиксации концов зажимными устройствами и приложения к одному из них продольного усилия величиной 0,5-0,7 расчетного сопротивления растяжению арматуры, затем концы мерного элемента освобождают от зажимов, а установку анкерных гильз производят в местах смятия (уплотнения) арматурного элемента.
Фиксирование концов арматурного элемента зажимами и приложение усилия натяжения позволяют получить правку арматуры и уплотненные концы арматурного элемента, что позволяет увеличить качество сцепления канатной арматуры с анкерной гильзой и дает возможность уменьшить длину гильзы, снизить материалоемкость, повысить точность натяжения в канатной арматуре.
Приложение продольного усилия от 0,5 до 0,7 расчетного сопротивления (Rs) растяжению арматуры обеспечивает получение необходимой степени деформации смятия (уплотнения) концов арматуры и требуемой площади сцепления. При снижении продольного усилия ниже 0,5 Rs деформации смятия малы и незначительно увеличивают площадь сцепления, а при увеличении величины Rs более 0,7 Rs имеют место ослабление поперечного сечения и повышение деформации арматуры.
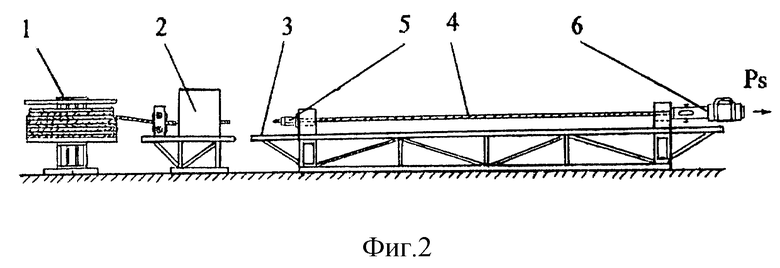
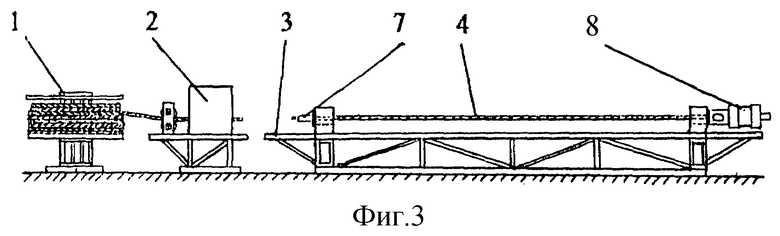
Способ поясняется чертежом, где: на фиг. 1 представлена технологическая линия заготовки арматурных элементов мерной длины; на фиг. 2 - то же, что на фиг. 1, в момент смятия (уплотнения) концов арматуры мерной длины путем натяжения арматурных элементов; на фиг. 3 - то же, что на фиг. 1, в момент опрессовки анкерных гильз на арматуре с помощью опрессовочного устройства.
Способ осуществляется следующим образом.
Канатную арматуру 4 марки К-7, состоящей из 7 проволок, разматывают с бухты, находящейся на бухтодержателе 1, и пропускают через роликовый механизм обрезного устройства 2 до заданной длины каната. Производят обрезку мерного арматурного элемента длиной L. Затем на концы мерного элемента надевают полуавтоматические зажимы и прикладывают к одному из них продольное усилие величиной 13 Тc с помощью гидродомкрата "АМРАН - 20А" 6. Затем концы мерного элемента освобождают от зажимов и в местах смятия арматуры производят установку анкерных гильз, после чего их опрессовывают обжимным устройством 8. Полученный арматурный элемент имеет расчетное фиксированное расстояние между анкерами, что позволяет при натяжении его в построечных условиях обеспечить точность натяжения.
Этот способ упрощает заготовку арматурных элементов мерной длины, улучшает сцепление анкера при опрессовке, повышает точность натяжения и не требует дополнительного оборудования при монтаже в построечных условиях.
Источники информации
1. "Руководство по технологии изготовления предварительно напряженных конструкций", М.: Стройиздат, 1975 г., стр. 206 - 207.
2. Н.Е.Носенко "Механизация арматурных работ", М.: Стройиздат, 1989 г., стр. 126 - 128 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА С АНКЕРНОЙ ГИЛЬЗОЙ | 1995 |
|
RU2098572C1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА С АНКЕРНЫМ УСТРОЙСТВОМ | 1992 |
|
RU2037041C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ АНКЕРНОГО УСТРОЙСТВА НА КАНАТНОЙ АРМАТУРЕ | 1997 |
|
RU2122084C1 |
| СПОСОБ НАТЯЖЕНИЯ И ФИКСИРОВАНИЯ КАНАТНОЙ АРМАТУРЫ | 1998 |
|
RU2134759C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ И ЕЕ ФИКСАЦИИ | 1998 |
|
RU2132431C1 |
| ЖЕЛЕЗОБЕТОННОЕ СТРОПИЛО | 1995 |
|
RU2083778C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ | 1996 |
|
RU2101435C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО КАРКАСА МНОГОПРОЛЕТНОГО ЗДАНИЯ | 1998 |
|
RU2140495C1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| Способ электротермического натяжения высокопрочной стержневой арматуры | 1988 |
|
SU1686096A1 |
Изобретение относится к строительству и может быть использовано при возведении преднапряженных конструкций с натяжением арматуры в построечных условиях. В способе изготовления арматурных элементов с бухты разматывают канатную арматуру, производят правку и резку ее на мерные элементы. Концы мерного элемента фиксируют зажимными устройствами и прикладывают к одному из концов продольное усилие величиной, равной 0,5 - 0,7 расчетного сопротивления растяжению арматуры. Затем концы мерного элемента освобождают от зажимов, в местах смятия арматуры устанавливают анкерные гильзы и опрессовывают. Снижаются материалоемкость, трудоемкость, повышается точность натяжения. 3 ил.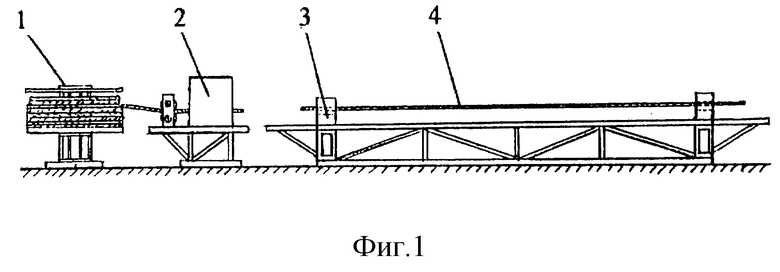
Способ изготовления арматурных элементов для преднапряженных конструкций, включающий разматывание канатной арматуры с бухты, правку и резку ее на мерные элементы, установку на концах элемента анкерных гильз с последующей их опрессовкой, отличающийся тем, что перед установкой анкерных гильз концы мерного арматурного элемента подвергают смятию путем фиксации концов зажимными устройствами и приложения к одному из них продольного усилия величиной 0,5 - 0,7 расчетного сопротивления растяжению арматуры, затем концы мерного элемента освобождают от зажимов, а установку анкерных гильз производят в местах смятия арматуры.
| НОСЕНКО Н.Е | |||
| Механизация арматурных работ | |||
| - М.: Стройиздат, 1989, с.126 - 128 | |||
| Руководство по технологии изготовления предварительно напряженных конструкций | |||
| - М.: Стройиздат, 1975, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА С АНКЕРНЫМ УСТРОЙСТВОМ | 1992 |
|
RU2037041C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=4·k- И 2р=6·k-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ ПРИ z=144·k ПАЗАХ | 2008 |
|
RU2362258C1 |
| Всенаправленный многоспектральный измеритель лазерного излучения | 2017 |
|
RU2653149C1 |
| Устройство для снятия резиновых чехлов с банок щелочных аккумуляторов | 1973 |
|
SU444283A1 |

