Изобретение относится к строительной индустриии, преимущественно к технологии электротермического натяжения стержневой арматуры предварительно напряженных изделий и конструкций, и может быть использовано при электротермическом натяжении ВЫСОКОПРОЧНОЙ стержневой арматуры изделий, в которых определяющим фактором назначения количества напрягаемой арматуры является тре- щиностойкость.
Цель изобретения - повышение величины преднапряжения, экономии напрягаемого металла и увеличение долговечности изделий.
Способ электротермического натяжения высокопрочной стержневой арматуры включает электронагрев арматурных стержней по всей длине, автоматизированную укладку их в упоры форм и натяжение. При этом электронагрев производят до 480 ± 20°С и начало натяжения осуществляют через 5-70 с после электронзгрева.
Повышение величины преднапряжения и, как следствие, экономия напрягаемого металла достигаются в результате увеличения температурного удлинения за счет повышения температуры нагрева выше температур, допускаемых ГОСТ 25912-83, достижения предельно возможной величины преднапряжения при 500°С, постоянстО CD О
о ю о
ва величины преднапряжения в диапазоне температуры начала натяжения через 5- 70 с после электронагрева до 500 ± 10°С.
Проводят исследования влияния температуры электронагрева при регламентированной продолжительности времени от момента конца операции электронагрева до начала натяжения (tn) высокопрочной стержневой арматуры до величины преднапряжения и исследования влияния продолжительности времени при температуре электронагрева, позволяющей получать максимальную величину преднапряжения, также на величину пред- напряжения. Для проведения исследований используют высокопрочную термомехани- чески упрочненную стержневую арматуру марки 20 ГС, 12 мм, класса Ат-VI и новую перспективную высокопрочную арматуру класса Ат-VII, марки ЗОХС2, 12 мм.
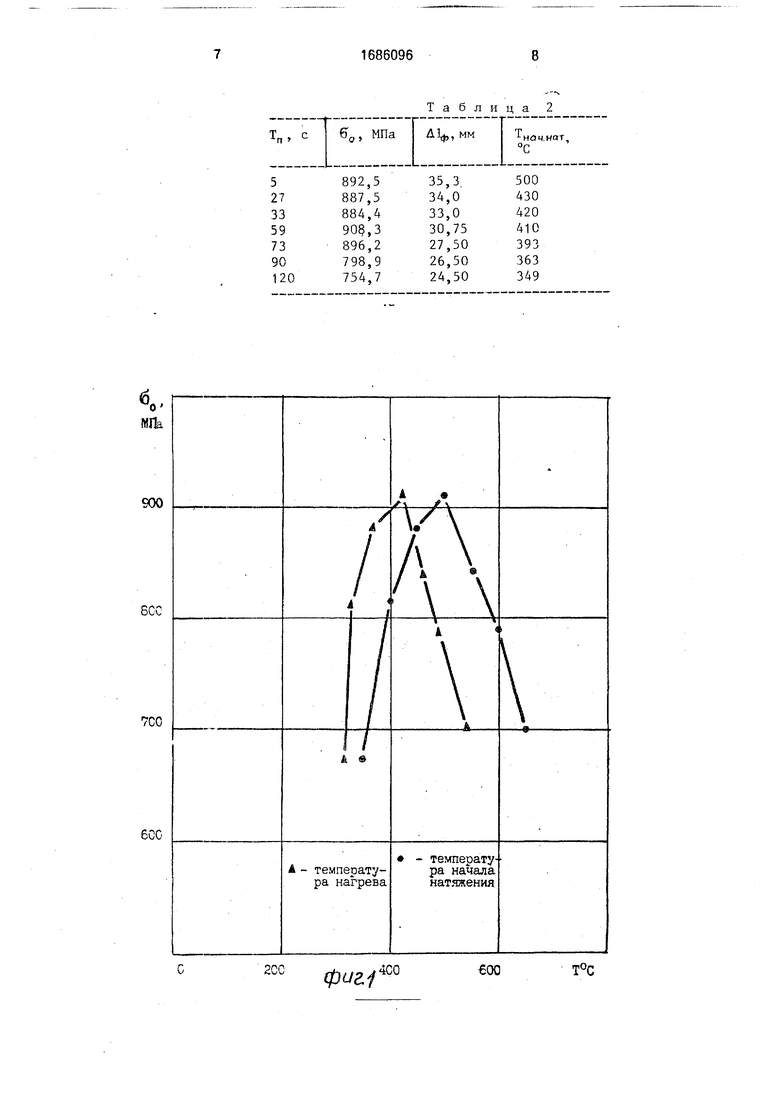
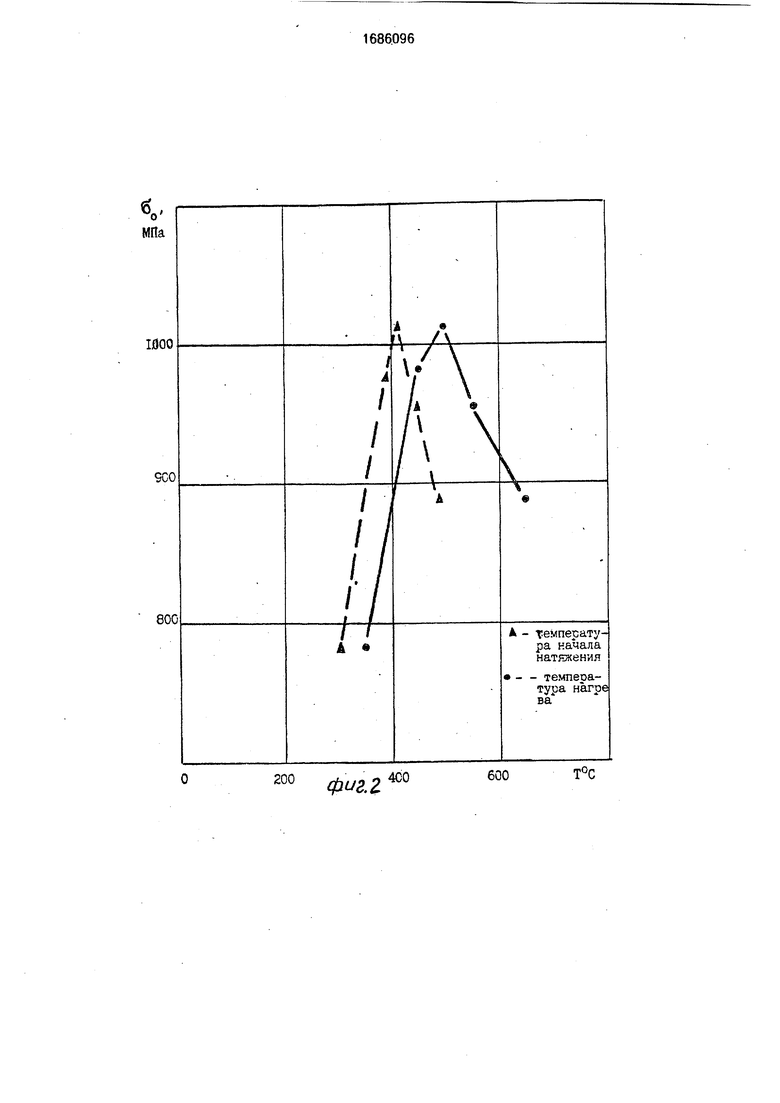
На фиг.1 и 2 показаны зависимости влияния температуры электронагрева и начала натяжения на величину преднапряжения; на фиг.З - зависимость величины преднапряжения и фактического удлинения оь, Д1ф от tn.
Для экспериментального определения температуры контактного электронагрева, позволяющего получать максимально возможные величины преднапряжения, выбраны температуры 350, 400, 450, 500, 550, 600 и 650°С. Нагрев арматуры производят на установке для электронагрева конструкции НИИЖБ и ЭКБ ЦНИИСК.
При последовательном включении в цепи вторичной обмотки трансформатора ТДС-100 нагреваются одновременно два стержня: по одному с помощью зачеканен- ной на 3/4 диаметра хромель-алюмелевой термопары и потенциометра ПП-63 определяют температуру нагрева и начала натяжения (Тнагр. и Тнач. нат), другой укладывают в динамометрический стенд длиной 6 м. В качестве концевых анкеров используют спрессованные гильзы. Усилие опрессовки 450-500 т с.
Перед нагревом образец укладывается в стенд и с помощью клиньев ему передается напряжение в 150 МПа, затем напряжение сбрасывается до нуля, т.е. до полной остановки стрелок индикаторов динамометров. После этого клиньями производят удлинение стенда до начала сдвига стрелок индикаторов динамометров на 0,6-1 деление. В этот момент измеряют длину стенда. Замеры производят металлической рулеткой 2-го класса точности, усилие растяжения при замере составляет 5 кг. Чувствительность стрелок индикаторов динамометров составляет 10-15 кг, что соответствует для диаметра арматуры 12 мм напряжению порядка 1 МПа. Электронагрев производят по всей длине через гильзы.
После нагрева образца до требуемой
температуры максимально быстро в течение 7-10 с производят укладку арматурного стержня с гильзами в стенд, затем вставляют расчетную для данного температурного
0 удлинения стальную прокладку и, уменьшая или увеличивая клиньями длину стенда по опорным плитам, выдерживают диапазон времени t 30-40 с от момента конца нагрева до начала натяжения. Пасле остывания
5 стержня до 20°С и напряжения образца вторично измеряют длину стержня и определяют фактическое удлинение арматуры как разницу длины между опорными поверхностями гильз на стержне до и после натяже0 ния.
Для стали марки 20 ГС натягивают таким образом по три стержня на каждую температуру нагрева, а для стали марки ЗОХС2 - по одному стержню на каждую температу5 ру.
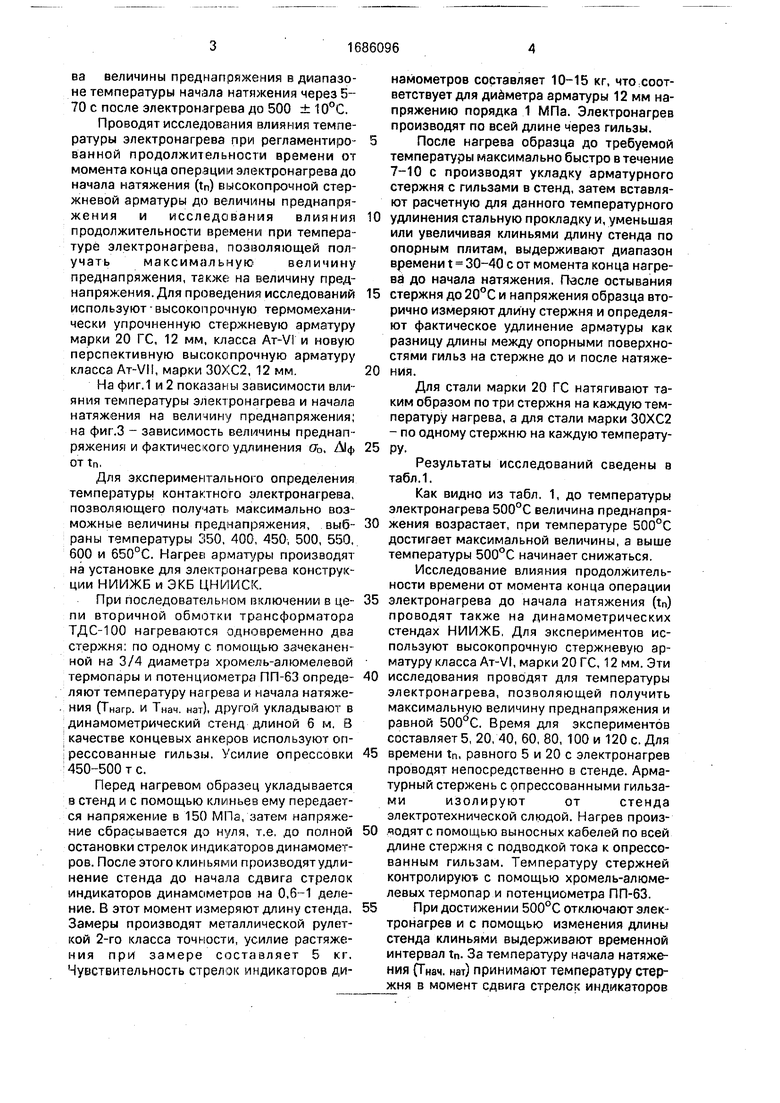
Результаты исследований сведены в табл.1.
Как видно из табл. 1, до температуры электронагрева 500°С величина преднапря0 жения возрастает, при температуре 500°С достигает максимальной величины, а выше температуры 500°С начинает снижаться.
Исследование влияния продолжительности времени от момента конца операции
5 электронагрева до начала натяжения (tn) проводят также на динамометрических стендах НИИЖБ, Для экспериментов используют высокопрочную стержневую арматуру класса Ат-VI, марки 20 ГС, 12 мм. Эти
0 исследования проводят для температуры электронагрева, позволяющей получить максимальную величину преднапряжения и равной 500°С. Время для экспериментов составляет 5, 20, 40, 60, 80, 100 и 120 с. Для
5 времени in, равного 5 и 20 с электронагрев проводят непосредственно в стенде. Арматурный стержень с спрессованными гильзамиизолируютотстендаэлектротехнической слюдой. Нагрев произ0 чодят с помощью выносных кабелей по всей длине стержня с подводкой тока к спрессованным гильзам. Температуру стержней контролируют с помощью хромель-алюме- левых термопар и потенциометра ПП-63.
5 При достижении 500°С отключают электронагрев и с помощью изменения длины стенда клиньями выдерживают временной интервал tn. За температуру начала натяжения . нат) принимают температуру стержня в момент сдвига стрелок индикаторов
динамометров стенда на 0,5-1 деление, что соответствует усилию 15 кг.
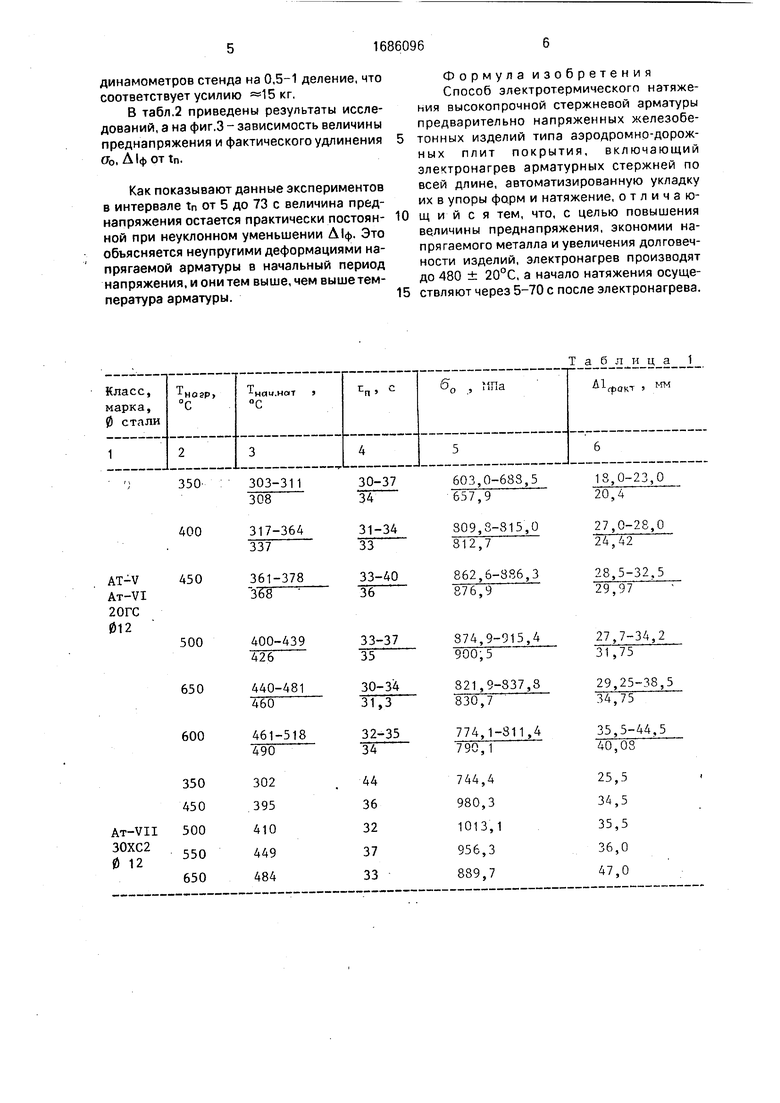
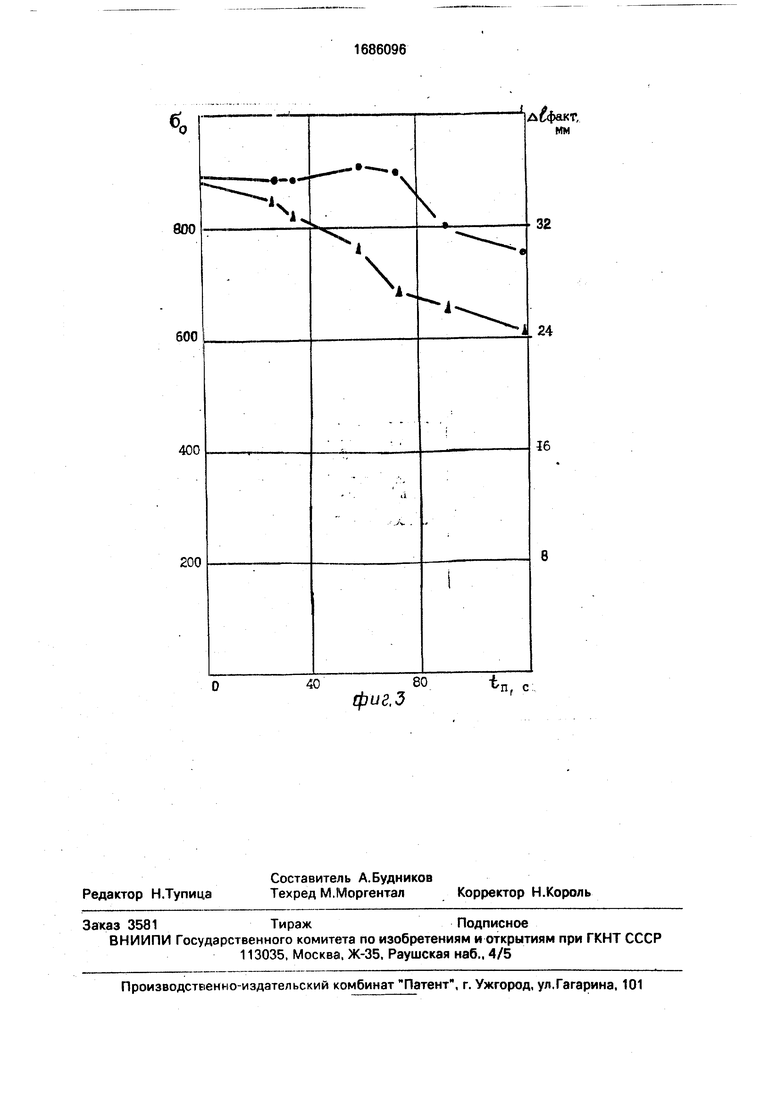
В табл.2 приведены результаты исследований, а на фиг.З - зависимость величины преднапряжения и фактического удлинения Ob, А ф от tn.
Как показывают данные экспериментов в интервале tn от 5 до 73 с величина пред- напряжения остается практически постоянной при неуклонном уменьшении Д|ф. Это объясняется неупругими деформациями напрягаемой арматуры в начальный период напряжения, и они тем выше, чем выше температура арматуры.
Формула изобретения Способ электротермического натяжения высокопрочной стержневой арматуры предварительно напряженных железобетонных изделий типа аэродромно-дорож- ных плит покрытия, включающий электронагрев арматурных стержней по всей длине, автоматизированную укладку их в упоры форм и натяжение, отличающ и и с я тем, что, с целью повышения величины преднапряжения, экономии напрягаемого металла и увеличения долговечности изделий, электронагрев производят до 480 ± 20°С, а начало натяжения осуществляют через 5-70 с после электронагрева.
Изобретение относится к области строительной индустрии, преимущественно к технологии электротермического натяжения стержневой арматуры предварительно напряженных изделий и конструкций, и может быть использовано при электротермическом натяжении высокопрочной стержневой арматуры изделий, в которых определяющим фактором назначения количества напрягаемой арматуры является тре- щиностойкость. Цель изобретения - повышение величины преднапряжения, экономии напрягаемого металла и увеличе ние долговечности изделий. Это достигается температуройконтактного электронагрева 480 ± 20°С, продолжительностью времени от конца операции электронагрева до момента начала натяжения в диапазоне 5-70 с и температурой арматуры в момент начала натяжения 400-480°С. 3 ил., 2 табл. СЛ .
Т а б л ч ц а 1
5
27
33
59
73
90
120
«..
МПа
рлр
rf,W W
Таблица 2
35,3
34,0
33,0
30,75
27,50
26,50
24,50
500 430 420 410 393 363 349
4СО
€00
Т°С
V
МПа
IflOO
9CO
800
200
фиг.2
400
600
т°с
4080tn с
фиг.З
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
