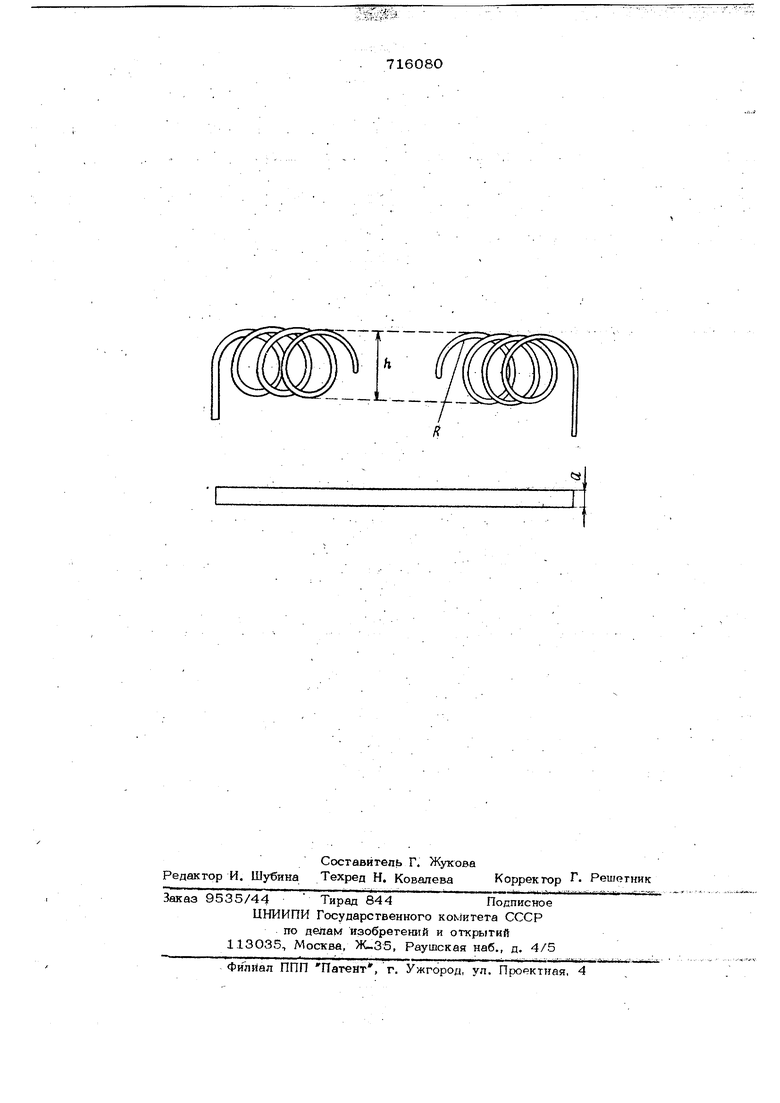
::- , .;1 . -- -:, Изобретение относится к обпабтн элек гровакуумного проиэводс гва, в част-шхзти к технологии изготовления подогревателей катодов электровакуумных 1фйборов (ЭВП). В катодно-подогревательных узлах ЭВГ1 находят гфимененяе спиральные; подогреватели плоской формы, котсфыб рйэмещают в узких протяженных зазорах Катодного узла. Навивку осуществляют на керны, представляющие собой плоские ленты, пластины из тугоплавкотч материа ла (Ц, Мо или др.). В металлокерамяяеском триоде тиПа ГС-29Б l используют проволочный подогреватель из вопьфрамо- ниевогр спла ва ВР-20, у которого первичная спираль имеет, плоскую форму. Подогреватель навивают на молибденовый керн плоской формы, подпрессовывают, отжигаюТ 6 ереде водорода и после вытравливания укладывают вкё рамическое основание. Преимуществом такого способа является возможность получения плоской спи| али подогревателя с .большой подводимой мощностью в малом объеме. Применение 1обычной круглой спирали в данном случае невозможно из-за ограниченности размеров катода. Недостатком указанного подогревателя является малый радиус закругления спирали в местах наибольшего изгиба проволоки при навивке, что существенно -ухудшает механическую прочность подогревателя. Известен также способ изготовления подогревателя 2 , по которому спираль подогрева теля из проволоки МВ-5О навивают на молибденовую ленту, подпрессовывают на прессе. После предварительного отжига в водородной среде и вытравливания керна подогреватель алундируют методом анафореза и спекают изоляпионный слой. Одним из необходимых требований к спиральным подогревателям является условие, по которому коэфЗмциент керна (отношение диаметра керна навивки к диаметру проволоки спирали) должен - . :, ., 3 7 быть не менее 1,8. Дпя известного способа коэффициент керна составляет 0,6. Уменьшение указанной величины приводит к повышенной деформации, расщеплению и обрывам подогревателей вследствие превышения допустимого радиуса кривизны при изгибе проволоки. Это снижает надежность работы подогревателей при изготовлении и эксплуатации приборов в режиме механических воздействий и цикдаческого включения накала. / Цепью изобретения является улучшение механической прочности подогревате лей катодов ЭВП. Цель достигается тем, что по предлагаемому способу навивку спирали производят на цилиндрический керн,а после удаления керна формуют спираль в виде плоской ленты, для чего, наклонив витки в одну сторону зажимают спираль между двумя пластинами и проводят закрепительный отжиг. На чертеже изображен подогреватель, изготовленный предложенным способом, Вьзсота подогревателей h и толшина СК для известного и предлагаемого способов одинаковы. Радиус R закругления витков подогревателя, изготовленного предложенным способом, значительно больше радиуса закругления подогревателя, изготовленного известным способом. Способ осуществляют, например, следующим образом. На цилиндрический молибденовый керн диаметоом 9,2 мм навивают спираль с шагом 1,8 мм из проволоки МВ-50 диаметром 0,315 мм. После отжига при 155О С в атмосфере водорода спираль снимают с керна и формуют в спираль в виде плоской ленты путем зажагия между двумя молибденовыми пластинами с наклоном витков в одну сторону на угол 9О . Толщину подогревателя при формовке можно задавать величиной зазора между йлас тйтйсами, о торы ми за жимаю т подогреватель. Затем производят закрепитель ный отжиг при 16Об°С в среде водорода. Посленующие технологические операци включают алуНдйрование, спекание изол5ш онного слоя. Подогреватель, изготовленны предложенным способом, обладает следую щим преимущество перед подогревателе изготовленным в соответствии с прототипом. При одинаковых габаритных размера 0 . коэффициент Kepjaa у известного подогреватепя составляет 29, т.е. увеличивается в сравнении с прототипом в 48 раз. Это сутаественно повышает механическую прочность подогревателей и позволяет исключить растепление проволоки, обрывы витков в процессе изготовления, а Также повысить надежность работы приборов в условиях М- ханических нагрузок и циклитеогр включения начала, Испытание механической прочности подогревателей методом растяжения с деформацией витков показало, что усилие разрыва подогревателей ГС-ЗА, изготовленных предложенным способом, в 3-4 раза выше в сравнении с прочностью подогревателей текущего производства. Технологический процент брака в серийном производстве по обрывам витков подбгревателя ГС-ЗА достигает 9%, При изготов лении опытной партии подогрева г ел ей. в количестве 5О шт. предлагаемым спосо- . бом не наблюдалось случаев обрыва витков. Лампы типа ГС-ЗА с экспериментальными подогревателями соответствовали требованиям технических условий по току накала и температуре катода. Формула изо р е г е н и я Способ изготовления подогревателя катода электровакуумного прибора, включающий навивку спирали на керн, предваригельный отжиг, удаление керна, алундирование и спекание изоляционного покрытия, отличающийся тем,- что, с цепью повышения механической прочности подогревателей, навивку спирали производят на цилиндрический керн, а после удаления керна формуют спираль в виде плоской ленты, для чего, наклонив . витки в одну сторону, зажимают спираль между двумя пластинами и проводят закрепительный отжиг. Источники информации, принятые во внимание при экспертизе 1.Антипов Г. Я., Карпушов Н. Н. Разработка металлокеракдаческих триодов с высокоэффективными катодами, Электронна техника серия, 1, 1968, вып. 12, с.12О. 2.Евстигнеев С. И. и Ткаченко А. А. Катоды и подогреватели электровакуумных приборов, М,, Высшая школа, 197О, с. 132-135 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тел накала электрических ламп | 1982 |
|
SU1051620A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ ГАЗОРАЗРЯДНЫХ ЛАМП НИЗКОГО ДАВЛЕНИЯ | 1973 |
|
SU399934A1 |
| Способ изготовления электрода люминесцентной лампы | 1986 |
|
SU1376131A1 |
| КАТОДНЫЙ УЗЕЛ | 2003 |
|
RU2260223C2 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| МЕТАЛЛОСПЛАВНОЙ КАТОД И СПОСОБ ЕГО ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2041529C1 |
| Подогреватель катодов электровакуумных приборов | 1981 |
|
SU1018540A1 |
| Способ изготовления ленточной спирали из проволоки | 1976 |
|
SU579081A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОГРЕВ./^ТЕЛЯ | 1968 |
|
SU231003A1 |
| ПРЯМОНАКАЛЬНЫЙ ИМПРЕГНИРОВАННЫЙ КАТОД | 2004 |
|
RU2297069C2 |