Изобретение относится к станкостроению, а именно к устройствам ленточно-отрезных станков для разрезки различных материалов, например черных металлов, в частности с гидравлическим приводом, обеспечивающим автоматическое изменение подачи ленточной пилы в процессе резания в зависимости от ее прогиба, непрямолинейности и неравномерности ее ширины.
Известны ленточно-отрезные станки с такими устройствами фирмы "Petzing & Hartmann" (ФРГ) моделей Pehaka (см. каталог "Petzing & Hartmann-Pehaka"), фирмы "Do All" (США) модели C-80 (см. каталог "Do All Power Saws") и по авторскому свидетельству СССР N 897466, кл. B 23 Q 5/06.
У всех указанных станков в устройстве автоматического изменения подачи ленточной пилы в процессе резания в зависимости от ее прогиба имеется один и тот же недостаток. Поэтому для конкретного рассмотрения существа предлагаемого изобретения принят за прототип ленточно-отрезной станок по авторскому свидетельству N 897466.
Известен ленточно-отрезной станок с ленточной пилой и гидравлическим приводом, обеспечивающим автоматическое изменение подачи ленточной пилы в процессе резания в зависимости от ее прогиба и выполненного в виде одностороннего гидроцилиндра привода подачи и однощелевого следящего золотника, при этом золотник связан одной стороной механически с корпусом направляющей пилы станка и с верхней кромкой ленточной пилы, а с другой стороны - гидравлически с бесштоковой полостью гидроцилиндра привода подачи. Подача на станке осуществляется за счет вытеснения масла из бесштоковой полости гидроцилиндра подачи весом пильной рамы. Станок имеет следующие недостатки:
- при распиловке тонкостенных заготовок (труба, швеллер, двутавр и т.п.) разница в ширине контакта пилы с заготовкой бывает 20-кратная, что усложняет настройку редукционного клапана на следящем золотнике, а при толщине стенок заготовки меньше шага зубьев пилы и вообще делает невозможной, т.к. на время исчезает давление заготовки на пилу и пила резко идет вниз, что приводит к аварийной ситуации;
- количество рабочей жидкости, проходящей через следящий золотник, ограничивается только производительностью гидронасоса (т.е. это количество очень велико), а это вынуждает следящий золотник работать при полностью открытой щели, что приводит к очень чувствительной работе станка.
Техническим результатом предлагаемого изобретения предусматривается стабильная работа станка на всех режимах и возможность пиления тонкостенных заготовок.
Поставленная задача достигается тем, что ленточно-отрезной станок, содержащий ленточную пилу и выполненный с возможностью автоматического изменения подачи пилы в процессе резания в зависимости от ее прогиба гидропривод с гидроцилиндром привода подачи и однощелевым следящим золотником, при этом золотник для обеспечения равномерной нагрузки на зубья ленточной пилы по всей ее длине механически связан с корпусом направляющей пилы и с верхней кромкой ленточной пилы, а гидравлически - с бесштоковой полостью гидроцилиндра привода подачи, дополнительно содержит дроссель рабочей подачи и дроссель и золотник подпитки бесштоковой полости гидроцилиндра привода подачи.
При помощи дросселя рабочей подачи можно установить подачу меньшую, чем допускает следящий золотник. Золотник и дроссель подпитки бесштоковой полости гидроцилиндра привода подачи позволяют уменьшить расход масла через дроссели подач и врезания, а также через следящий золотник.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый ленточно-отрезной станок отличается тем, что имеет возможность пиления тонкостенных заготовок, а также стабильную работу следящего золотника и дросселей на всех режимах работы.
Работа станка поясняется чертежом, где схематично изображен заявляемый станок с системой гидропривода.
Ленточная плита 1 натянута на двух дисках 2 и 3, из которых диск 2 связан с приводом вращения и является ведущим, а диск 3 - натяжным. Натяжение ленточной пилы на дисках осуществляется за счет перемещения натяжного диска 3 посредством гидроцилиндра 4, давление в котором регулируется редукционным клапаном 5 и контролируется по манометру 6. Включение и отключение натяжения пилы производится ручным золотником 45. Диски 2 и 3 смонтированы на пильной раме 7. Пильная рама может быть горизонтальной и передвигаться по двум цилиндрическим или прямоугольным колоннам 8 и 9, как показано на схеме, может быть горизонтальной и качаться на оси, а может быть вертикальной и передвигаться при помощи тележки или по направляющим. Разрезаемая заготовка 13 закрепляется в тисках губками 14 и 15, из которых губка 14 неподвижна, а губка 15 приводится в движение гидроцилиндром 16, масло к которому подается через золотник 17. Зажим заготовки происходит при включении электромагнита 19, а разжим при включении электромагнита 18. Давление в системе тисков регулируется редукционным клапаном 31 и контролируется при помощи реле давления 27. Ленточная пила на участке реза с помощью направляющих роликов 20 и 21 разворачивается в вертикальную плоскость. На пильной раме установлен однощелевой следящий золотник 26 привода подачи. Нижний конец штока золотника связан с верхней кромкой ленточной пилы, а корпус золотника связан с корпусом направляющей пилы. На верхний конец штока следящего золотника воздействует давление масла, которое от насоса 33 через дроссель 47 подается в верхнюю полость следящего золотника 26. Давление в следящем золотнике регулируется предохранительным клапаном 48, а контролируется манометром 23.
Масло в гидросистему подается гидронасосом 33 через фильтр 34. Давление в системе регулируется предохранительным клапаном 32 и контролируется при помощи реле давления 46. Золотники 37 и 42 служат для обеспечения различных зажимов привода подач (подвод пилы, врезание, рабочая подача, отвод пилы). Золотник 40 служит для обеспечения подпитки бесштоковой полости гидроцилиндра привода подачи. Привод подачи осуществляется гидроцилиндром привода подачи 10, установленным на основании 11. Гидрозамок 25 служит для удержания масла в полостях гидроцилиндра привода подачи 10 при отключенном гидроприводе станка. Гидрорегулятор давления 24 служит для регулирования давления в гидросистеме привода подач. Для регулирования скорости перемещения штока гидроцилиндра привода подачи 10 установлены дроссели 28 - подпитки, 29 - рабочей подачи, 30 - врезания и выхода пилы. В ветви бесштоковой полости гидроцилиндра привода подачи 10 установлен однокромочный следящий золотник 26, регулирующий количество проходящего через него масла в зависимости от давления на него ленточной пилы. Если щель следящего золотника 26 закрыта, а это возможно при чрезмерном давлении ленточной пилы 1 на нижний конец следящего золотник 26, то масло, поступая в обе полости гидроцилиндра подачи 10 с одинаковым давлением, поднимает пильную раму. При этом происходит падение давления ленточной пилы 1 на нижний конец следящего золотника 26, и щель следящего золотника открывается. Если щель следящего золотника 26 полностью открыта, а это возможно при отсутствии давления ленточной пилы 1 на нижний конец следящего золотника 26, пильная рама 7 быстро опускается. Чтобы этого не происходило во время рабочей подачи, масло проходит через регулируемый дроссель 29, ограничивающий величину рабочей подачи. Это позволяет производить разрезку тонкостенных заготовок (труб, сортового проката и т.п.). Регулируемый дроссель 30 предназначен для ограничения рабочей подачи пильной рамы 7 при начальном врезании в заготовку и выходе пилы из заготовки в конце реза.
Ленточно-отрезной станок работает следующим образом.
Нажимают кнопки "Привод гидравлики" и "Цепи управления", включают золотник 45 натяжения пильного полотна, при этом масло от насоса 33 поступает в штоковую полость гидроцилиндра 4 - происходит натяжение ленточного полотна.
Заготовка 13 устанавливается в тисках станка. При нажатии на кнопку "Зажим" включается электромагнит 19 золотника 17 и масло поступает в бесштоковую полость гидроцилиндра 16, заготовка зажимается. Далее нажимается кнопка "Пуск" главного привода станка, начинает вращаться диск 2, приводящий в движение пилу 1. Нажимается кнопка "Цикл", при этом включаются электромагниты 38 и 43, масло от гидронасоса 33 через золотник 37 подается в штоковую полость гидроцилиндра привода подачи 10, а масло из бесштоковой полости этого цилиндра через золотник 42, минуя следящий золотник 26, сливается в бак. Происходит быстрый подвод пильной рамы. Скорость движения пильной рамы 7 ограничивается только производительностью насоса.
При подходе плиты 1 к разрезаемой заготовке 13 происходит переключение при помощи настроенного конечного выключателя (на рисунке не показан) быстрого подвода пильной рамы 7 на режим врезания. При этом электромагнит 43 отключается, а электромагнит 41 включается (электромагнит 38 остается включенным), масло от гидронасоса 33 через золотник 37 подается в штоковую полость гидроцилиндра привода подачи 10, кроме того, через регулируемый дроссель 28 и золотник 40 часть масла подается и в бесштоковую полость гидроцилиндра привода подачи 10, а масло из бесштоковой полости гидроцилиндра привода подачи 10 через щель следящего золотника 26 и регулируемый дроссель 30 сливается в бак. Скорость движения пильной рамы 7 ограничивается площадью щели следящего золотника 26 и регулируемым дросселем 30. Процесс врезания заканчивается при срабатывании конечного выключателя, который переключает движение пильной рамы на рабочую подачу.
При срабатывании конечного выключателя включается электромагнит 44 (электромагниты 38 и 41 остаются включенными), масло от гидронасоса 33 через золотник 37 подается в штоковую полость гидроцилиндра привода подачи 10, кроме того, через регулируемый дроссель 28 и золотник 40 часть масла подается и в бесштоковую полость гидроцилиндра привода подачи 10, а из бесштоковой полости гидроцилиндра привода подачи 10 масло через щель следящего золотника 26 и регулируемые дроссели 29 и 30 сливается в бак. Скорость движения пильной рамы 7 ограничивается площадью щели следящего золотника 26 и регулируемым дросселем 29. Происходит рабочая подача пильной рамы.
В конце хода пильной рамы 7 происходит переключение при помощи настроенного конечного выключателя (на рисунке не показан) рабочей подачи пильной рамы 7 на режим выхода инструмента. При этом режиме привод подачи работает точно так, как и при врезании.
Все режимы пильной рамы при опускании вниз (подвод, врезание, рабочая подача и выход инструмента из заготовки) могут происходить за счет подачи масла в штоковую полость гидроцилиндра привода подачи 10 (двухсторонний гидроцилиндр привода подачи) или, как и в станке по авторскому свидетельству N 897466, за счет тяжести пильной рамы (односторонний гидроцилиндр привода подачи), для этого достаточно в приведенной схеме убрать соединение 12.
В крайнем нижнем положении пильной рамы 7 срабатывает конечный выключатель (на рисунке не показан), электромагниты 38, 41 и 44 отключаются, включаются электромагниты 39 и 43. Масло от гидронасоса 33 через золотник 37 подается в бесштоковую полость гидроцилиндра привода подачи 10, а масло из штоковой полости этого цилиндра через золотник 42, минуя следящий золотник 26, сливается в бак. Происходит быстрый отвод пильной рамы. Скорость движения пильной рамы 7 ограничивается только производительностью насоса.
В крайнем верхнем положении пильной рамы конечный выключатель отключает электромагниты 39 и 43, происходит остановка пильной рамы, одновременно прекращается вращение главного привода станка, пила останавливается. Цикл закончен.
Таким образом, данный станок обеспечивает качественную резку заготовок, в том числе и тонкостенных. Рабочая подача и подача врезания на станке будут равномерными, т. к. количество рабочей жидкости, проходящей через дроссели подачи и врезания, можно регулировать дросселем подпитки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2001 |
|
RU2211120C2 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2003 |
|
RU2262422C2 |
| Ленточно-отрезной станок | 1980 |
|
SU897466A1 |
| Ленточно-отрезной станок | 1972 |
|
SU440234A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТАЛЬНОМ ЛИСТЕ | 2001 |
|
RU2211105C2 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2005 |
|
RU2297904C2 |
| Направляющее устройство для ленточного инструмента | 1989 |
|
SU1696189A1 |
| Гидросистема управления исполнительным механизмом | 1974 |
|
SU564450A1 |
| ГИДРАВЛИЧЕСКАЯ СХЕМА РЕГУЛИРОВАНИЯ ПРОЦЕССОМРЕЗАИИЯ | 1970 |
|
SU275654A1 |
Изобретение относится к устройствам для разрезки различных материалов. Станок оснащен ленточной пилой и гидравлическим приводом. Последний обеспечивает автоматическое изменение подачи пилы в процессе резания в зависимости от ее прогиба. Привод содержит односторонний гидроцилиндр привода подачи и однощелевой следящий золотник и дополнительно содержит дроссель рабочей подачи и дроссель и золотник подпитки бесштоковой полости гидроцилиндра привода подачи. Техническим результатом изобретения является стабильная работа станка на всех режимах и возможность пиления тонкостенных заготовок. 1 з. п. ф-лы, 1 ил.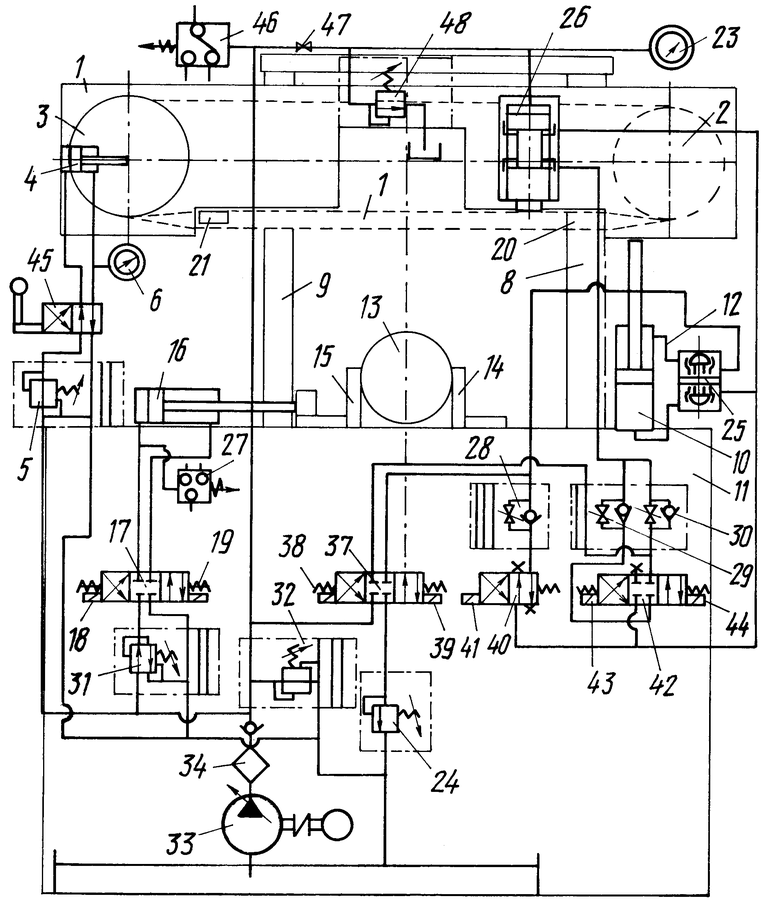
| Ленточно-отрезной станок | 1980 |
|
SU897466A1 |
| Ленточно-отрезной станок | 1972 |
|
SU440234A1 |
| RU 2056258 С1, 20.03.1996 | |||
| US 4241635, 30.12.1980 | |||
| DE 19610174 А1, 18.09.1997 | |||
| Механизм подачи зуборезных станков | 1960 |
|
SU137373A1 |
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ФУТЕРОВКИ КОКСОВЫХ ПЕЧЕЙ И ТЕРМИТНАЯ МАССА ДЛЯ ГОРЯЧЕГО РЕМОНТА ГАММА - 2КС | 2001 |
|
RU2187484C1 |
