1
Известны фрезерно-отреэные стайки для измерения и деления заготовки без остатка, включающие подвижную каретку, подвижный гидравлический упор, до которого досылается кареткой заготовка, подвижный вращающийся пишвный диск, установленный между упором и кареткой, И тиски, зажимающие заготовку.
Целью изобретения является автоматические измерения длины заготовки и деление ее без остатка на отрезки необходимой длины.
Это достигается тем, что подвижный гидравлический упор снабжен кинематически связанным с яим командоаппаратом с датчиком, выдающ-им сигналы при леремещен-ии упора, и шаговым искателем, отрабатывающим эти сигналы, а каретка снабжена датчиком, выдающим сигналы inpw ее перемещении, и шаговым искателем, отрабатывающим эти сигналы, который передает последнюю команду щаговому искателю подв-ижного упора, включающему при строго определенном соотношении количества сигналов, поступивших от датчиков, электромагнитный золотник, забирающий подвижный упор и устанавливающий его на нужном расстоян-ии от пильного диска.
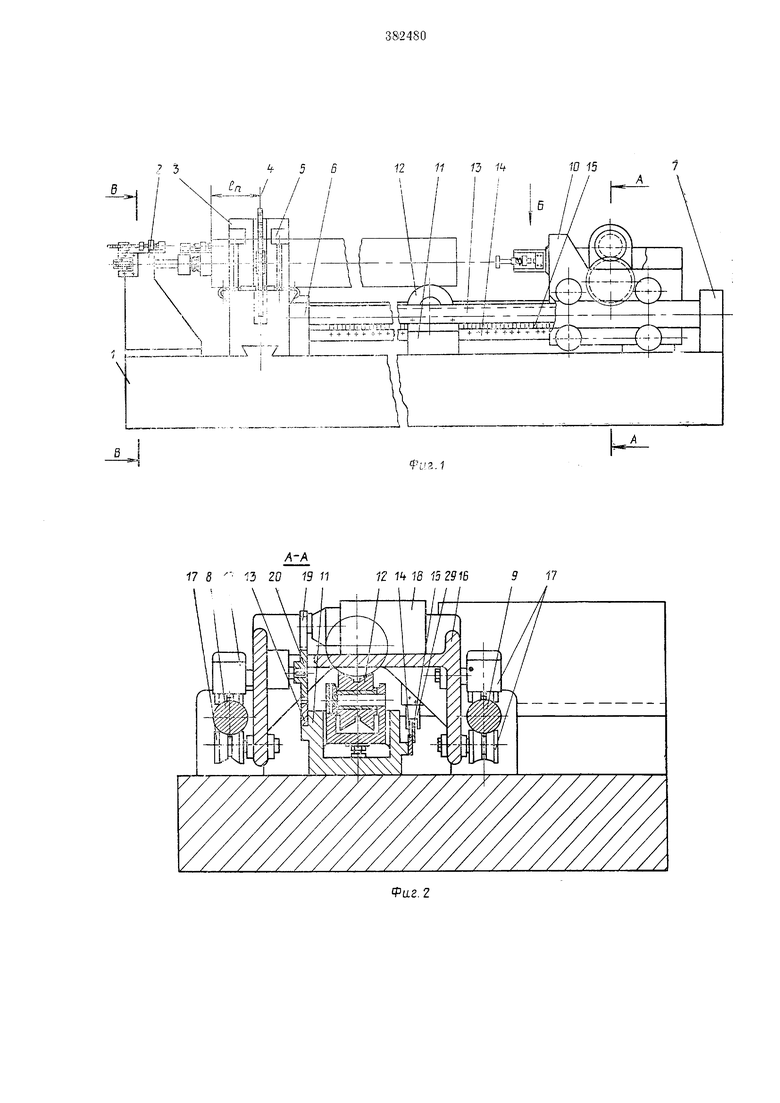
На фиг. 1 изображен предлагаемый станок; на фиг. 2 - разрез По А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на
/2фиг. 4-разрез по В-В на фиг. 1; ;ia ц:;;;. Г; вид по стрелке Г на фиг. 4; на фиг. 6 - вид по стрелке Д на фиг. 5; на фиг. 7 - принциптаальная схема соединения управляющих annaipaTOB.
Станок включает в себя станину /, на которой размещен подвижный фиксируемый гидравлический упор 2 и шпиндельная бабха 3, перемещающая и вращающая пильный
диск 4. На станине 1 установлены также тиски 5, зажимающие заготовку. В двух стойках б и 7 закреплены круглые направляющие 8 н 9, по которым Перемещается каретка 10. На станине / размещены кронштейны 11 с
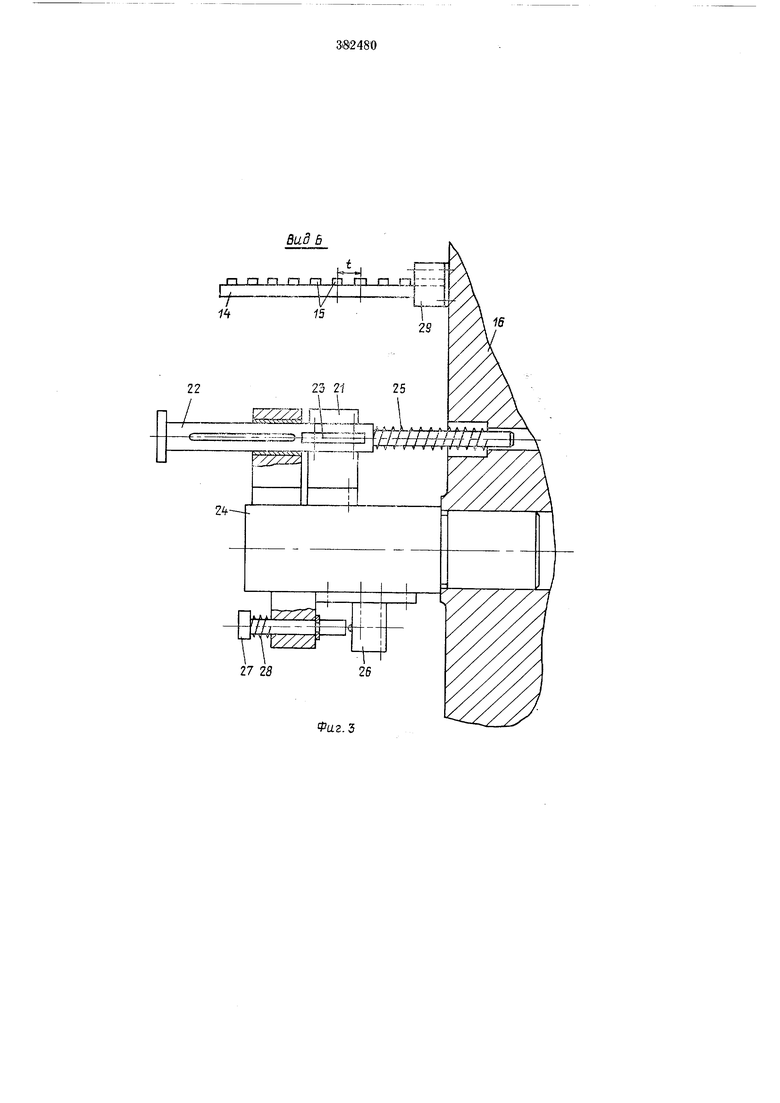
опорными роликами 12, по которым перемещается заготовка. На кронштейна1Х // закреплена рейка 3 и планка 14 с алюминиевыми лепестками 15, установленными с определенным шагом.
Каретка 10 преднавначена для перемещения заготовки, уложенной «а опорные ролики 12, И включает в себя корпус 16, опирающийся на круглые направляющие S и 5 посредством роликовых опор 17, на котором
установлен привод. В частном случае это может быть гидродвигатель 18. На валу гидродвигателя 18 закреплена шестерня 19, находящаяся в зацеплении с шестерней 20. Последняя шестерня вместе с кареткой 10 посредстве гидродвигателя 18 катится по неподвижной рейке 13. Таким образом, каретке 10 сообщается рабочая скорость перемещения или скорость ускоренных подач.
Переключение скоростей осуществляется с помощью конечного выключателя 21 и щупа 22 с кулачком 23, установленных на толкателе 24, который закреплен в корпусе 16 каретки. Щуп 22 фиксируется в определенном положении при помощи лружины сжатия 25. На толкателе 24 установлен также конечный выключатель 26 и щуп 27 с пружиной сжатия 28. Разрещающая команда на включение гидродвигателя 18 выдается конечным выключателем 26, ai команда на отключение - конечным выключателем, установленным на коромысле упора.
На переднем торце корпуса 16 каретки 10 установлен бесконтактный конечный выключатель 29, который перемещаясь вместе с кареткой, пересекает алюминиевые лепестки 15, закрепленные на планке 14. Лепестки 15 установлены с определенным щагом, соответствующим приросту длины заготовок. Нри пересечении конечным выключа1телем 29 лепестка 15 выдается команда. Каждой команде соответствует определенная длина заготовки, лежащей на 0 пор-ных роликах 12 (на фиг. 1 и 5 заготовка изображена щтрих-пунктирной тонкой линией). Подвижный фиксируемый гидравлический упор 2 отмеряет от пильного диска 4 определенное расстояние, соответствующее длине отрезаемых от заготовки отрезков .при делении ее без остатка.
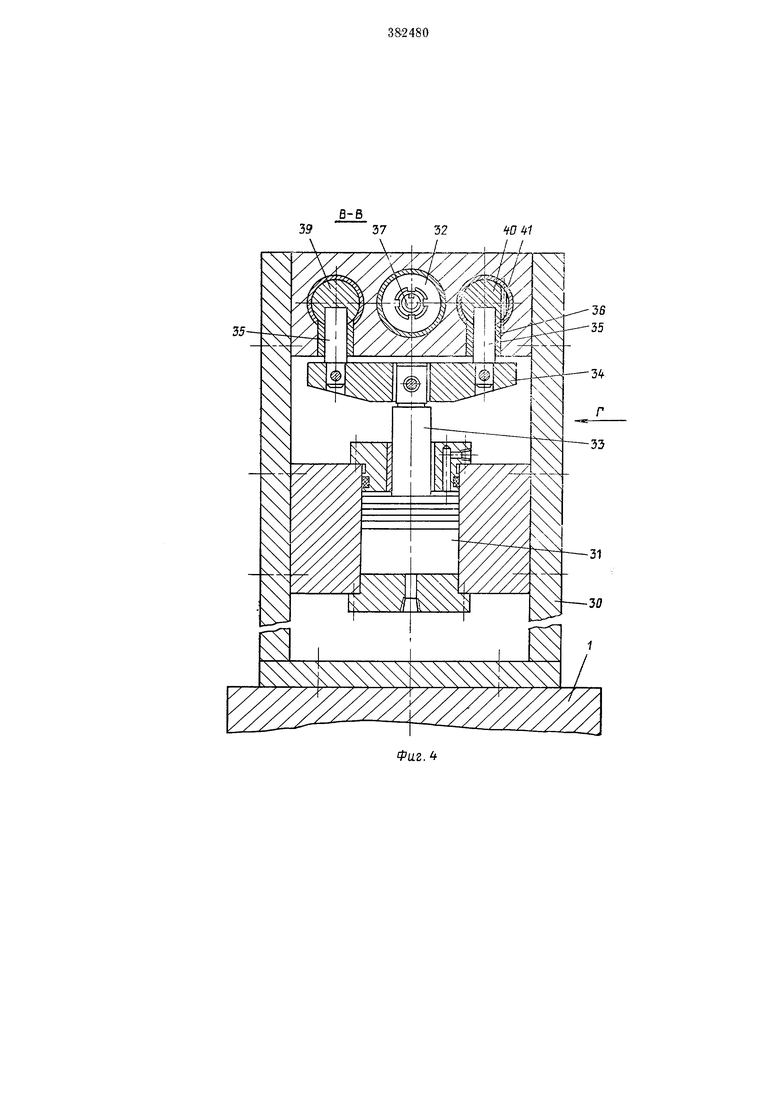
Упор 2 включает в себя основание 30, закрепленное на стаяи.не /. На основании 30 крепятся все рабочие органы ynopai 2: гидроцилиндр 31 фиксации, гидроцилиндр 32 подач и командоаппарат. На щтоке 33 гидроцилиндра фиксации щарнирно закреплена траверса 34, несущая на себе два жестко закрепленных клина 35. Клинья 35 перемещаются посредством гидроцилиндра фиксации в направляющих втулках 36. Шток 37 гидроцилиндра подач 32 щарнирно связан с траверсой 38, жестко закрелленной на: двух скалках 39 и 40, которые перемещаются в направляющих втулках 41. Каждая из скалок имеет клииовый 1паз, в который входят клинья 35. Hai скалке 40 нарезана зубчатая рейка, входящая в зацепление с щестерней 42, закрепленной на вертикальном валу 43 командоаппарата. Вал 43 вращается посредством шестерни 42 при перемещении скалки 40.
Вал 43 вращается в подшипниках 44, закрепленных в отъемном кронщтейне 45. Hai валу 43 жестко смонтирован диск 46 с нарезанными по его периферии выступами, равно расположенными по дуге диска. Угол при вершине -выступов равен 45°. В зацеплении с выступами находится щуп 47, один конец которОГО выполнен IB виде двустороннего клина: с углом 45° при вершине. При неремещении щуп 47 нажимает своим концом на конечный выключатель 48. Щуп 47 постоянно поджимается к диску 46 пружиной 49 ежатия. В скалках 30 и 40 жестко закреплены пальцы 50, несущие на себе коромысло 51, тарельчатые пружины 52 и ограничительные втулки 53. Коромысло 51 воспринимает энергию движущейся ,по роликам 12 заготовки и через тарельчатые пружины 52 передает ее скалкам 39 и 40. Одновременно тарельчатые пружины 52 выполняют роль амортизатора, смягчающего удар от движущейся заготовки. На коромысле 51 установлен конечный выключатель 54 с подвижным щупом 55. Щуп 55 и конечный выключатель 54 сигнализируют о том, что торец заготовки уперся в коромысло.
Заготовка укладывается на опорные ролики 12. При этом каретка 10 отведена в свое крайнее исходное положение. Гидроцилиндр 32 подач находится в крайнем переднем положении (шток 37 максимально выдвинут), а шток 33 гидроцилиндра 31 фиксации - в верхнем положении. Так как шток 33 находится в верхнем 1положении, клинья 35, закрепленные в траверсе 34, подняты до касания с клиновыми поверхностями скалок 39 и 40 и этим удерживают их от перемещения.
При включении станка масло подается в гидродвигатель 18, и каретка 10 на скорости ускоренных лодач движется к заготовке из своего крайнего положения. При этом бесконтактный выключатель 29 иересекает алюминиевые лепестки 15 и выдает команды. Первый лепесток 15 установлен на расстоянии, соответствующем максимальной длине заготовки. Это расстояние отсчитывается от передней плоскости коромысла 51, находящегося в крайнем переднем положении. Последний лепесток 15 установлен на расстоянии, соответствующем минимальной длине заготовки. Это расстояние также отсчитывается от передней плоскости коромысла 51, находящегося в крайнем переднем положении. Все промежуточные лепестки установлены с шагом, соответствующим приращению длины заготовки. Таким образом, каждой длине заготовки соответствует свой лепесток, т. е. своя команда, выдаваемая конечным выключателем 29.
Каретка, двигаясь на скорости, ускоренных подач, подходит к заготовке. При этом щуп 22, упираясь в торец заготовки, утапливается и своим кулачком 23 нажимает конечный выключатель 21. Этот выключатель уменьшает скорость движения каретки до рабочей. При дальнейшем перемещении каретки У( толкатель 24 упирается в торец заготовки и перемещает ее по роликам 12 в направлении упора 2 до тех пор, пока другой торец заготовки не упрется в переднюю плоскость коромысла 51. При этом торец заготовки нажимает на щуп 55, который, перемещаясь, нажимает конечный выключатель 54. Сочетания команд конечного выключателя 54 и конечного выключателя 26, установленного на толкателе 24, достаточно для отключения гидродвигателя. Инерция поступательно перемещапощихся масс частично гасится тарельчатыми пружинами 52, а частичио передается через скалки 39 № 40 на клинья 35, удерживаемые гидродилиндром фиксациИ. В зависимости от длины заготовки каретка проходит разный путь, а следовательно, выдается разное количество команд до остановки. Это количество команд находится в прямой зависимости от длины заготовки: чем длиннее заготовка, тем меньше команд выда ется, и наоборот. Один из торцов заготовок приходит всегда в строго определенное положение (до упора Б торец коромысла 5/). Количество команд соответствует величине пути, пройденного кареткой 10 до остановки, деленной на шаг между лепестками, т. е. деленной на величину приращени1Я длин заготовок. По этому можно сделать заключение, что каждой длине заготовки соответствует строго определенное количество команд, выдаваемых датчиком (конечным выключа1телем) каретки. Обозначим максимальную длину заготовки ., а прираш,ение длин, а следовательно, и шаг между лепестками t. Предположим, что в станок загружена заготовка длиной 1„. Тогда путь, пройденный кареткой до остановки, равен макс. (мм). Количество команд, выданных датчиком каретки до остановки будет . Так каК длина загружаемых заготовок „ величина переменная, то величины 5 и Л также переменные. При этом каждому значению длины заготовки Ln соответствует тоотько одно знамение величины Л . Для того, чтобы разрезать заготовку длиной Ln (мм) без остатка, необходимо ее резать на п ОТрезков длиной I при ширине реза а. Длина отрезков / будет равна, мм: I - -( -l)-g Эта длина обычно определяется и назначается из технологически.х и конструктивных особенностей изделия. Для того, чтобы отрезать от заготовки отрезок длиной / (мм) необходимо выдержать размер (мм) от оси пильного диска 4 до передней плоскости коромысла 51, а затем дослать заготовку до упора в переднюю плоскость коромысла 51. Когда коромысло 51 находится в переднем положении, расстояние от оси пильного диска 4 до передней плоскости коромысла 51 равно /мин. ТаКИМ образом, для того, чтобы установить переднюю плоскость коромысла 51 на нужную длину отрезка, эту плоскость необходимо сместить от пильного диска Hai величину Ь 1п-/мин- Так как перемещение коромысла 51 осуществляется гидроцилиндром подач 32, он должен сделать ход назад (от пильного диска), равный b l -/мин. На та«ую же величину сместятся скалки 39 и 40, связанные со штоком 57 гидроцилиндра подач. При этом шестерня 42, находящаяся в зацеплении с рейкой скалки 40, повернется на угол я , где ,14; т - моду«ть шестерни, Z - число зубьев шестерни. При таком угле поворота диск 46 нажмет на щуп 47 столько раз, сколько выступов размещено на дуге диска, охватываемой углом. Это количество равно ,.- -К 360 где К - общее количество выступов, расположенных на окружности диска. Величина А , где у - шаг по выступам, выраженный в градусах. Так как щуп 47, перемещаясь, нажимает на конечный выключатель 48, то следовательно, число его перемещений равно числу команд, выдаваемых конечным выключателем. Таким обвазом, число команд равно Итак, когда датчик каретки выдает Л команд, то щток гидроцилиндра подач должен перемешаться до тех пор, пока датчик командоаппарата, кинематически связанного со штоком, не выдаст А команд. Так как каждой длине заготовки Ln соответствует строго определенная длина отрезков /, то и каждому значению /V соответствует строго определенное значение X. Для того, чтобы осуществить автоматическую установку передней плоскости коромысла 51 . отмерять строго определенный размер от оси пильного диска 4, необходимо щток 37 гидроцилиндра 32 подач фиксировать в строго определенном положении. Это положение определяется двумя показателями - количеством команд, выданных датчиком каретки, и количеством команд, выданных датчиком (конечным выключателем) командоаппарата. При сочетании этих показателей в отношении, определяемом для каждого отдельного случая по вышеприведенным формулам, щток 37, а следовательно, и связанное с ним коромысло 5/, перемещающееся от пильного диска, должны остановиться. Выполняется это с помощью двух щаговых искателей. Один шаговый искатель срабатывает при поступлении на него команды от датчика каретки (на фиг. 7. этот шаговый искатель обозначен позицией I). При этом количество срабатываний шагового искателя I равно количеству команд, поступивших от датчика каретки. Так как датчик каретки может выдать команду XT макс - мр-и -макс ТО такое количество позиций. - клемм должно
быть на шаговом искателе I. Второй шаговый искатель срабатывает ;при поступлении на него команды от датчика комаидоаопарата (на фиг. 7 этот шаговый искатель обозначен лозицией II). При этом количество срабатываний шагового искателя II равно количеству команд, поступивших от датчика командоапиарата. Так как датчик командоаппарата может выдать команд Хмакс. К, то такое же колиЧество позиций - должно быть на шаговом искателе II.
Каждая из клемм шагового искателя I соединена напрямую с одной из клемм шагового искателя И в порядке, определяемом по вышеприведенным формулам. В цепь ползунов шаговых искателей I и II включена Kaiтушка электромагнита золотника L, залираюш.его гидроцилиндр подач (на фиг. 7 ползуны обозначены соответственно Яг и Я). Исходное положение гидроцили«дра подач еледующее: масло подается в бесштоковую полость, штой 57 полностью выдвинут, ai передняя плоскость коромысла 51 находится на расстоянии /г, от оси пильиого диска 4.
Когда каретка 10 останавливается, т. е. когда нажаты конечные выключатели 26 и 54, 1масло подается в штоковую полость гидроцилиндра 32 подач. При этом шток 37 движется от лильного диска 4 и через зубчатую рейку скашки 40 и шестерню 42 враш,ает диск 46 командоаппарата. Такое движение происходит до тех пор, пока ползун шагового искателя не замкнет цепь -катушки электромагнита золотн-ика, запирающего гидроцилиядр 32 подач. Затем срабатывает гидроцилиндр 31 фиксации и с иомощью клиньев 35 зажимает окалки 39 и 40. По достижении определенного давления в гидроцияиндре фиксации срабатывает реле давления, и ВКлючается гидродвитатель 18 каретки 10. При отсутстВИИ в рабочей зоне пильного диска 4 каретка на рабочей -подаче досылает заготовку до упора в коромысло 51 и останавливается. Шпиндельная бабка 3 подходит к заготовке, и пильный диск отрезает отморенный отрезок, а затем отходит в исходное положение. Отрезок убирается из рабочей зоны, каретка снова досылает заготовку до ynopai в Topet коромысла. Цикл повторяется до тех пор, пока заготовка не будет полностью разрезана, о чем сигнализируют конечные выключатели 21 и 26. Если они не нажаты, значит последний отрезок убран из рабочей зоны. Затем ка ретка отходит в исходное .положение. Гидроцилиндр фиксации отводит клинья от скалок, лидроцилиндр подач перемешает коромысло в крайнее переднее положение, а охалки зажимаются цилиндром фиксации. Ползуны обоих шаговых искателей выводятся на «нуль. Таким образом, станок подготовлен к приему следующей .заГОТО-ВКИ1.
Предмет изобретения
Фрезерно-отрезной станок для измерения и деления заготовки без остатка, включающий подвижную каретку, подвижный гидравлический упор, до которого досылается кареткой заготовка, подвижный вращающийся пильный диск, установленный между упором и кареткой, и тиски, зажимающие заготовку, отличающийся тем, что, с целью автоматического измерения длины заготовки и автоматического деления ее без остатка на отрезки необходимой длины, подвижный гидравлический упор снабжен кинематически связанным с ним командоаппаратом с датчиком, выдающим сигналы при перемещении упора, и шаговым искателем, отрабатывающим эти сигналы, а каретка снабжена датчиком, выдающим сигналы при ее перемещении, и шаговым искателем, отрабатывающим эти сигналы, который передает последнюю команду щаговому искателю подвижного упора, включающему при строго определенном соотнощенип количества сигналов, поступивщих от датчиков, электромагнитный золотник, запирающий подвижный упор и устанавливающий его на 1 жноду расстоянии от пильного диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЕЙ | 1969 |
|
SU238197A1 |
| Устройство для подачи полосового материала в рабочую зону штампа | 1983 |
|
SU1118551A1 |
| Автомат для порезки толстостенных труб | 1976 |
|
SU554091A1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство для контроля обрабатываемых отверстий | 1982 |
|
SU1065108A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |

17 8 13 20 19 11 12 It IS
Вид В
Фаг. 5
16
35 г Ъ 1
fuz.S
Фиг. б «5
