1
Изобретение относится к области станкостроения, а именно к устройствам ленточноотрезных станков для разрезки различных материалов, например, черных, в частности с гидравлическим приводом, обеспечивающим автоматическое изменение подачи ленточной пилы в процессе резания в зависимости от ее прогиба.
Известны ленточно-отрезные станки, в которых в системе гидропривода следящий золотник управляет только одной полостью гидроцилиндра привода подачи, контролируя слив масла. В этих станках при резании под действием усилия подачи ленточная пила прогибается к своей верхней кромкой, т. е. стороной, противоположной той, па которой расположены зубья, воздействует через элементы передачи на шток следящего золотника, закрепленного на траверсе. Шток золотника, смещаясь на величину прогиба ленточной пилы, изм-еняет размер щели, через которую вытекает масло из гидроцилиндра привода подачи. При увеличении прогиба ленточной пилы уменьщается щель в следящем золотнике, и подача уменьшается. При уменьшении прогиба щель увеличивается, и лодача соответственно увеличивается.--,
Однако в известных устройства -в .связ.: ,с тем, что следящий золотник управляет, только одной полостью гидроцилиндра привода подачи, подача изменяется только в направлении движения траверсы с ленточной пилой на заготовку. А этого бывает недостаточно, так как любая ленточная пила имеет непрямолинейность по длипе (серповидность) и неравномерность по ширине (расстояние от верхней кромки нолотна до вершины зубьев) в разных местах полотна, поэтому зубья в местах е выпуклостью в сторону заготовки и большей шириной полотна будут продолжать процесс резания даже в том случае, если подача траверсы, прекратится из-за прогиба ленточной пилы, обусловленного усилием подачи при резании участками с выпуклостью от заготовки и
мепьшей шириной полотна. В результате зубья ленточной пилы несмотря на автоматическое изменение величины подачи нагружаются неравномерно, вследствие чего в местах с выпуклостью ленточной пилы в сторону заготовки и
большей шириной происходит прел девременный их износ.
При этом из-за чрезмерной нагрузки на указанных участках ленточной пилы возникает боковое выпучивание ее, что приводит к отклонепию- .TopiioB отрезанных заготовок от плоскостности. Это приводит к излишнему расходу материала при дальнейшей обработке заготовки, так как припуск при отрезке должен учитывать и эту пеплоскостность.
Цель изобретения - обеспечить равномерную нагрузку на зубья леиточной пилы по всей длине независимо от непрямолинейности и неравномерности ширины ее.
Это достигается тем, что золотник гидропривода связан, с одной стороны, механически с корпусом направляющей станка и с нерабочей кромкой ленточной пилы, а с другой стороны-- гидравлически со штоковой и бесштоковой полостями гидроцилиндра привода. Это позволяет изменять подачу траверсы станка с ленточной пилой в зависимости от прогиба, непрямолинейности и неравномерности ширины не только в направлении движения на заготовку, но и в обратном направлении, т. е. от заготовки.
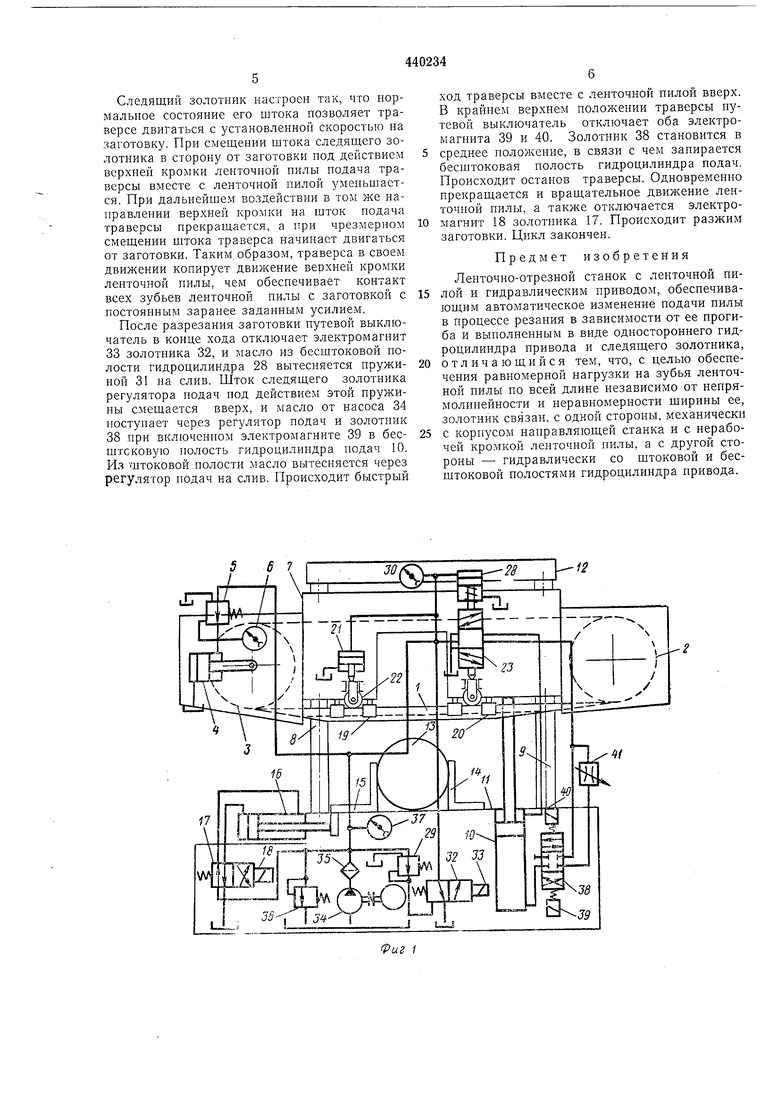
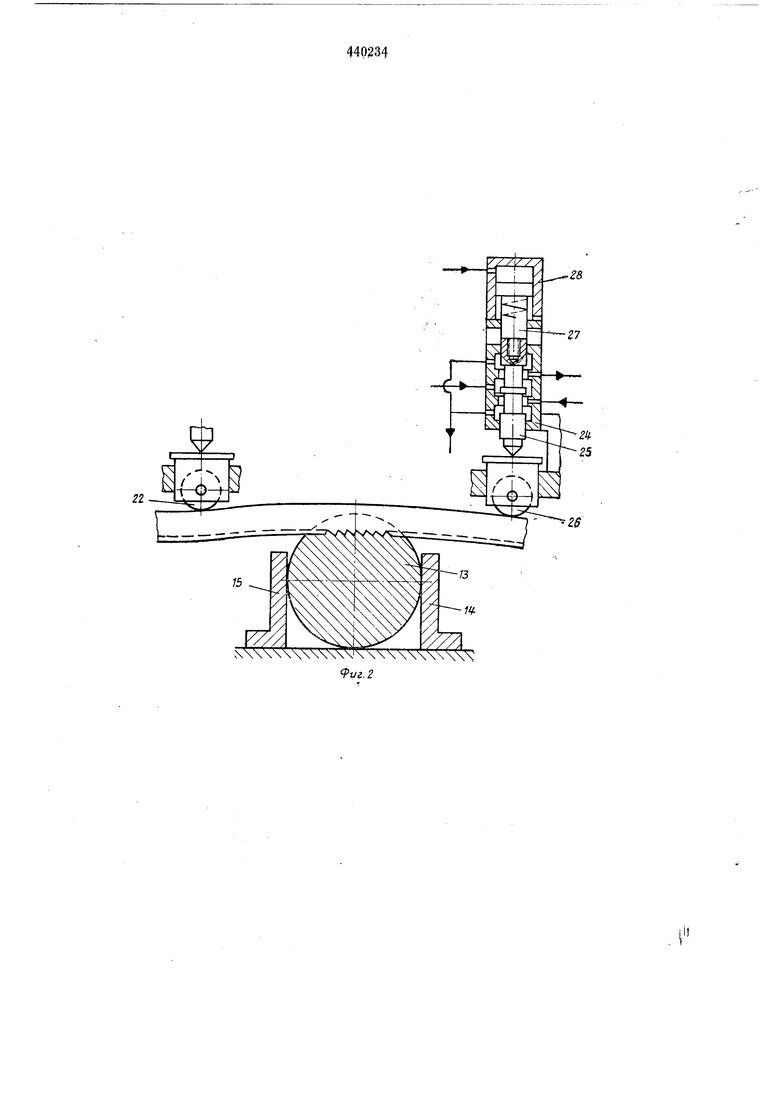
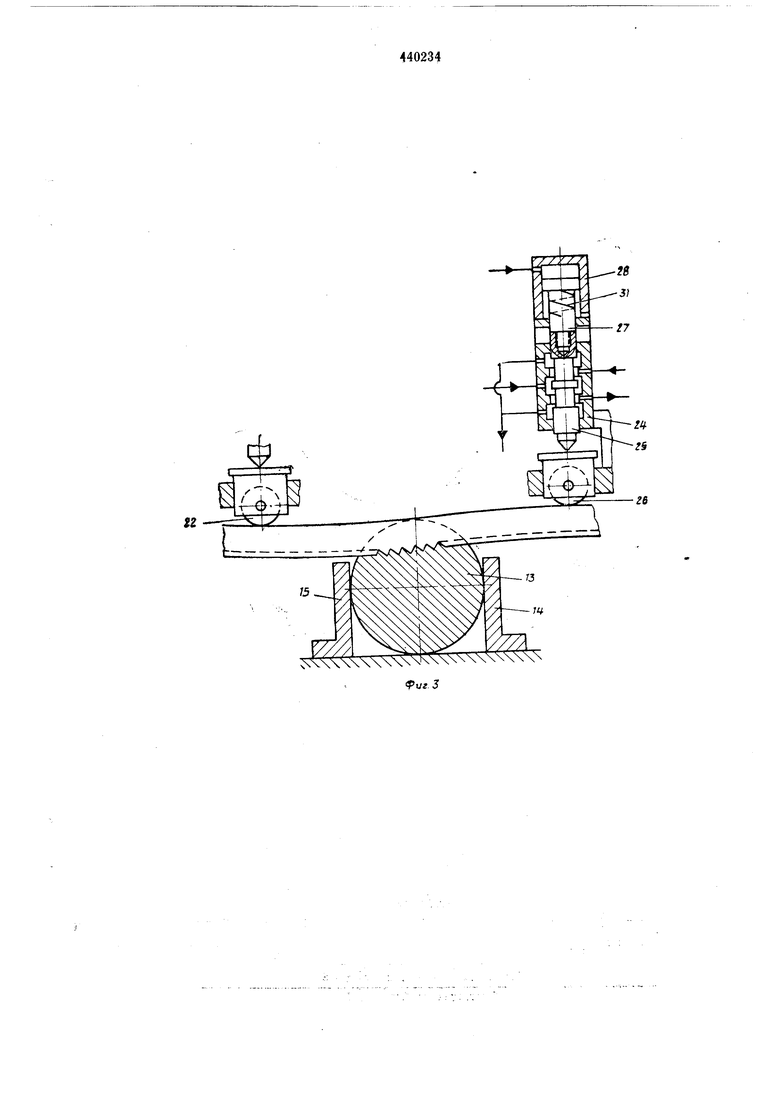
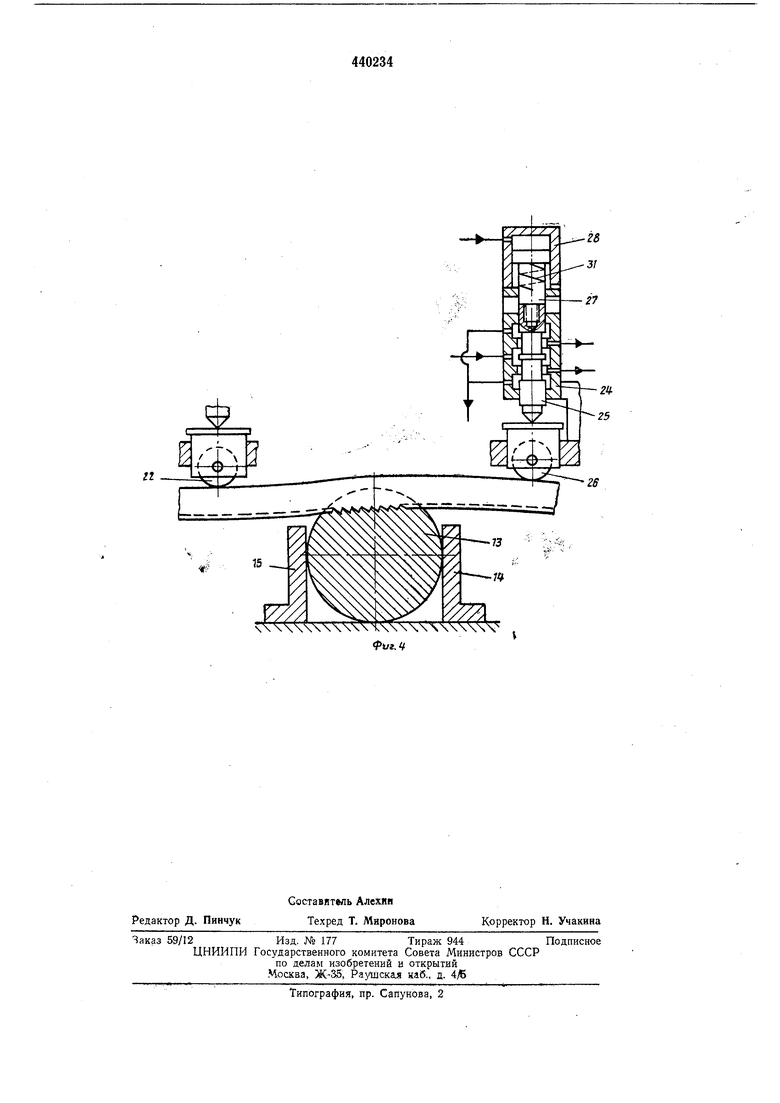
На фиг. 1 схематически изображен предлагаемый станок; на фиг. 2 - момент подачи траверсы на заготовку; на фиг. 3 - момент равновесия; на фиг. 4 - момент подачи траверсы от заготовки.
Ленточная пила 1 (фиг. 1) натянута на двух дисках 2 и 3, из которых диск 2 связан с приводом врашения и является ведущим, а диск 3 - направляющим. Натяжение ленточной пилы на дисках осуществляется за счет перемещения диска 3 от гидроцилиндра 4, давление в котором регулируется редукционным клапаном 5. Силу натяжения ленточной пилы показывает маног гетр 6. Диски 2 и 3 смонтированы на траверсе 7. Движение траверсы с дисками и с ленточной пилой осуществляется по вертикальным направляющим колоннам 8 и 9 от гидродилиндра привода подачи 10, расположенного в станине 11. Обе направляющие колонны в верхней части для создания большей жесткости соединены порталом 12.
Разрезаемая заготовка 13 закрепляется губками 14 и 15, из которых губка 14 неподвижна, а губка 15 приводится в движение гидроцилиндром 16, масло к которому подводится через золотник 17. Зажим заготовки губками происходит при включенном электромагните 18. Ленточная пила 1 на участке реза с помощью направляющих 19 и 20 разворачивается в вертикальную плоскость. На корпусе направляющей 19 установлен гидроцилиндр 21, шток которого через опорный ролик 22 поддерживает ленточную пилу.
На корпусе направляющей 20 закреплен регулятор подач 23, представляющий собой гидравлический четырехкромочный следящий золотник, который состоит из корпуса 24 (рис. 2) и штока 25. Нижний конец потока следящего золотника 25 через опорный ролик 26 связан с верхней кромкой ленточной пилы. На верхний конец штока следящего золотника 25 воздействует щток 27 гидроцилиндра 28, предназначенного для восприятия усилия подачи ленточной пилы при резании. Давление в гидроцилиндрах 21 и 28 регулируется редукционным клапаном 29. Силу давления в них показывает манометр 30.
В штоковой полости гидроцилиндра 28 установлена пружина 31, которая при отсутствии
давления в бесщтоковой полости сдвигает щток следящего золотника 25 вверх. Подача масла в гидроцилиндр 28 осуществляется через золотник 32 при включенном электромагните 33.
Масло в гидросистему станка подает насос 34 через фильтр 35. Давление от насоса регулируется предохранительным клапаном 36, а величину этого давления показывает манометр 10 37. Штоковая полость гидроцилиндра привода подачи 10 соединена непосредственно с регулятором подач 23, а бесштоковая полость соединяется с регулятором подач через золотник 38, который имеет три положения: 15 первое - при отключенных электромагнитных 39 и 40 бесщтоковая полость заперта, и траверса 7 находится в неподвижном состоянии;
второе - при включенном электромагните 0 39 бесщтоковая полость соединяется непосредственно с регулятором подач 23, в связи с чем при резании осуществляется следящая подача траверсы 7;
третье - при включенном электромагните 40 5 бесштоковая полость соединяется с регулятором подач 23 через дроссель 41. Ленточно-отрезной станок работает следующим образом. Заготовка 13 устанавливается на столе станка. При нажиме на кнопку «Цикл вклю0 чается электромагнит 18 золотника 17, и масло поступает в бесштоковую полость гидроцилиндра 16; заготовка зажимается. Одновременно с зажимом заготовки ведущий диск 2 приводит во вращение ленточную пилу 1, а 5 траверса 7 начинает быстро опускаться вниз, т. е. происходит быстрый подвод ленточной пилы к заготовке. Это осуществляется за счет того, что масло от регулятора подач 23 поступает в щтоковую полость гидроцилиндра по0 дач 10, а из бесщтоковой полости масло проходит через золотник 38, минуя дроссель 41, так как при этом включен электромагнит 39. Ленточная пила, не дойдя некоторого расстояния до заготовки, автоматически путевым вы5 ключателем переключается с быстрого хода вниз на подачу врезания. При этом отключается электромагнит 39 и включается электромагнит 40, масло из бесштоковой полости гидроцилиндра подач вытесняется через дроссель 0 41, который настраивается на подачу, величина которой безопасна для зубьев ленточной пилы на момент врезания их в заготовку. После осуществления процесса врезания автоматически отключается электромагнит 40 и сно5 ва включается электромагнит 39.
Масло опять вытесняется из бесщтоковой полости, минуя дроссель 41. Однако-скорость опускания траверсы теперь небольшая, так как вступает в работу регулятор подач 23, на 0 шток следящего золотника которого начинает действовать через ролик 26 верхняя кромка ленточной пилы. Подача становится следящей, т. е. автоматически изменяется в зависимости от прогиба, непрямолинейности и неравномерности ширины ленточной пилы.
Следящий золотник настроеи так, что нормальное состояние его штока позволяет траверсе двигаться с установленной скоростью на заготовку. При смещении штока следящего золотника в сторону от заготовки под действием верхней кромки ленточной пилы подача траверсы вместе с ленточной пилой уменьшается. При дальнейшем воздействии в том же направлении верхней кромки на шток подача траверсы прекраш,ается, а при чрезмерном смещении штока траверса начинает двигаться от заготовки. Таким, образом, траверса в своем движении копирует движение верхней кромки ленточной пилы, чем обеспечивает контакт всех зубьев ленточной пилы с заготовкой с постоянным заранее заданным усилием.
После разрезания заготовки нутевой выключатель в конце хода отключает электромагнит 33 золотника 32, и масло из бесштоковой полости гидроцилиндра 28 вытесняется пружиной 31 на слив. Шток следящего золотника регулятора подач под действием этой пружины смещается вверх, и масло от насоса 34 поступает через регулятор подач и золотник 38 при включенном электромагните 39 в бесштсковую полость гидроцилиндра подач 10. Из щтоковой полости масло вытесняется через регулятор нодач на слив. Происходит быстрый
ход траверсы вместе с ленточной пилой вверх. В крайнем верхнем положении траверсы нутевой выключатель отключает оба электромагнита 39 и 40. Золотник 38 становится в среднее положение, в связи с чем запирается бесштоковая полость гидроцилиндра подач. Происходит останов траверсы. Одновременно прекращается и вращательное движение ленточпой пилы, а также отключается электромагнит 18 золотника 17. Происходит разжим заготовки. Цикл закончен.
Предмет изобретения
Ленточно-отрезной станок с ленточной пилой и гидравлическим приводом, обеспечивающим автоматическое изменение подачи пилы в процессе резания в зависимости -от ее прогиба и выполненным в виде одностороннего гидроцилиндра привода и следящего золотника, отличающийся тем, что, с целью обеспечения равномерной нагрузки на зубья ленточной нилы но всей длине независимо от непрямолинейности и неравномерности ширины ее, золотник связан, с одной стороны, механически с корпусом нанравляющей станка и с нерабочей кромкой ленточной пилы, а с другой стороны - гидравлически со щтоковой и бесщтоковой полостями гидроцилиндра привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-отрезной станок | 1980 |
|
SU897466A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2001 |
|
RU2211120C2 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2003 |
|
RU2262422C2 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Гидросистема зубообрабатывающегоСТАНКА | 1978 |
|
SU802660A1 |
| Ленточно-отрезной станок | 1961 |
|
SU146634A1 |
| Гидросистема зубообрабатывающего станка | 1980 |
|
SU931993A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ АЛЮМИНИЕВЫХ ОШИНОВОК | 2006 |
|
RU2323806C1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
28
