Изобретение относится к технике очистки и перемотки проволоки, и, в частности, к способам очистки электродной проволоки с предварительным созданием очистительного элемента, и может быть использовано в процессе подготовки электродной проволоки для сварки или наплавки.
Известен способ очистки электродной проволоки при дуговой сварке, при котором очищаемую проволоку пропускают через кольцевой электрод, присоединенный вместе с проволокой к источнику тока, причем между проволокой и электродом возбуждают дуговой разряд в защитной газовой среде, который перемещают вокруг проволоки магнитным полем (см. авторское свидетельство СССР N 171056, кл. B 23 K 9/133, 1970 г.) (1).
Однако, данный известный электрофизический способ очистки дорог, так как для его осуществления необходимы дополнительный источник тока, дополнительная подача защитной газовой среды и дополнительные устройства для очистки воздуха от вредных газов и аэрозолей, образующихся в процессе очистки проволоки.
Известен также способ очистки электродной проволоки, при котором сначала создают очистительный элемент, охватывающий по боковой поверхности участок очищаемой проволоки, а затем при помощи рабочего органа привода протягивают проволоку через направляющую к очистительному элементу и производят очистку проволоки, протягивая ее при помощи рабочего органа привода через указанный очистительный элемент, который создают (изготавливают) путем заполнения под давлением камеры, через которую протягивается проволока, абразивным материалом (см. авторское свидетельство СССР N 396223, кл. В 23 К 9/133, 1974 г.) (2).
Из уровня техники известно устройство и способ очистки электродной проволоки, при котором сначала создают очистительный элемент, охватывающий по боковой поверхности участок очищаемой проволоки, затем при помощи рабочего органа привода протягивают проволоку через направляющую к очистительному элементу и производят очистку проволоки, протягивая ее при помощи рабочего органа привода через указанный очистительный элемент, так же на неподвижном основании между направляющей и рабочим органом привода с возможностью вращения установлены, по меньшей мере, два шкива, первый и второй, и, протягивая проволоку через направляющую, надевают ее на шкивы, образуя перекрещивающуюся петлю, после чего соединяют конец проволоки с рабочим органом привода и производят очистку проволоки, при этом бухторазматыватель имеет ручное тормозное устройство, ограничивающее скорость инерционного вращения бухты ("Информационный листок N 622-79", Алтайский межотраслевой территориальный центр научно-технической информации и пропаганды, 1979) (3), (4 стр.).
Известен также способ подготовки проволоки к волочению, в котором петлю проволоки, охватывающую второй шкив, путем поворота петли не менее чем на 0,5 оборота, скручивают, образуя очистительный элемент (SU 1233975 A1, В 21 В 45/04, от 30.05.1986) (4) (4 стр.).
Цитируемое техническое решение (3) является наиболее близким к заявляемому по технической сущности и достигаемому результату.
Однако, известный способ (2) не обеспечивает необходимое качество очистки, поскольку ржавчина и другие загрязнения, снятые с электродной проволоки в камере, быстро загрязняют абразивный материал, ухудшая его чистящие свойства, в результате чего снижается качество очистки электродной проволоки. Для того, чтобы уменьшить степень загрязнения абразивного материала, очистительный элемент периодически перемещают в поперечном по отношению к проволоке направлении. Однако, как показывает практика, это часто приводит к обрыву электродной проволоки, что в свою очередь приводит к значительному увеличению трудоемкости процесса очистки проволоки и удорожанию указанного процесса, а иногда и к увеличению брака при сварке или наплавке.
В способе очистки сварочной проволоки (3) присутствует обновляемый очистительный элемент в виде перекрещивающейся петли, однако для ограничения скорости инерционного вращения бухты при ее размотке бухторазматыватель имеет ручное тормозное устройство. В этом случае создать гарантированный натяг в очистительном элементе как правило не удается, так как он будет зависеть от множества неуправляемых факторов, таких как масса разматываемой бухты, скорость протягивания проволоки, величина усилия торможения, уровень внимания рабочего и его квалификация и других факторов. Отсутствие гарантированного натяга в очистительном элементе всегда будет приводить к появлению участков проволоки с неочищенной поверхностью, что повлечет за собой брак при производстве сварных конструкций с использованием такой проволоки.
В способе подготовки проволоки к волочению (4) очистительный элемент в виде перекрещивающейся петли имеет демпфер в виде подпружиненного ролика, на который набрасывается петля очистительного элемента. Таким образом этот способ не образует гарантированного натяга очищаемой проволоки в очистительном элементе, а следовательно, может приводить к появлению участков проволоки с неочищенной поверхностью.
Изобретение направлено на достижение технического результата - повышение стабильности и качества очистки поверхности проволоки за счет того, что при использовании заявляемого способа очистительный элемент постоянно обновляется на протяжении всего процесса очистки поверхности проволоки путем создания гарантированного натяга в очистительном элементе за счет регулируемого тормозного устройства, установленного на входе в тракт обработки, а размотка бухты осуществляется безынерционным механизмом, создающим благоприятные условия разматывания без рывков, заеданий и создания паразитных усилий.
Указанный технический результат достигается тем, что в способе очистки электродной проволоки, при котором сначала создают очистительный элемент, охватывающий по боковой поверхности участок очищаемой проволоки, а затем при помощи рабочего органа привода протягивают проволоку через направляющую к очистительному элементу и производят очистку проволоки, протягивая ее при помощи рабочего органа привода через указанный очистительный элемент, на неподвижном основании между направляющей и рабочим органом привода с возможностью вращения устанавливают, по меньшей мере, два шкива и, протягивая проволоку через направляющую, надевают ее на шкивы, причем сначала на первый, ближайший к рабочему органу привода, а затем - на второй, таким образом, чтобы проволока охватывала первый и второй шкивы по участкам их боковых поверхностей, обращенных соответственно к рабочему органу привода и направляющей, после чего соединяют конец проволоки с рабочим органом привода, а затем снимают петлю проволоки, охватывающую второй шкив, и путем поворота указанной петли не менее чем на 0,5 оборота скручивают обе ветви указанной петли одну с другой, образуя очистительный элемент, после чего вновь надевают указанную петлю на второй шкив и затем производят очистку проволоки.
Тот же технический результат достигается тем, что заявленное устройство для очистки электродной проволоки содержит основание, установленный на нем механизм подачи проволоки, закрепленные напротив друг друга направляющую для очищаемой проволоки и рабочий орган привода перемещения проволоки в процессе ее очистки, по меньшей мере, два шкива, боковые поверхности которых предназначены для взаимодействия с очищаемой проволокой, и тормозное устройство, причем, тормозное устройство выполнено регулируемым и установлено перед заходом очищаемой электродной проволоки в ручей шкива для обеспечения ее гарантированного натяга.
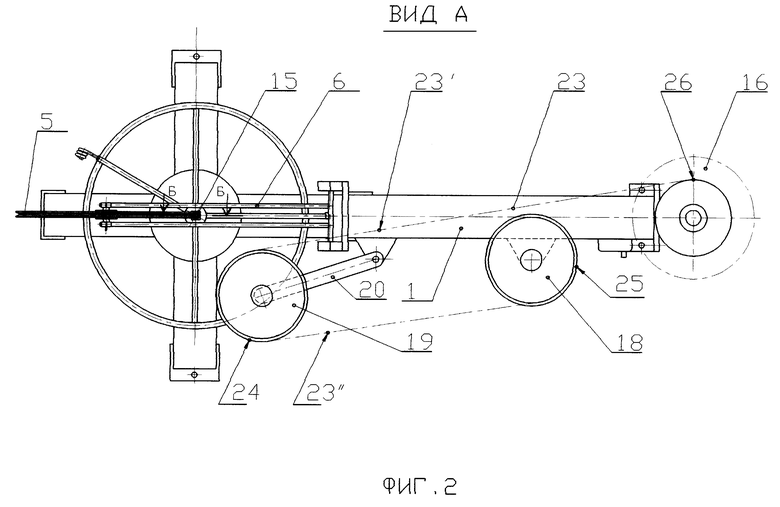
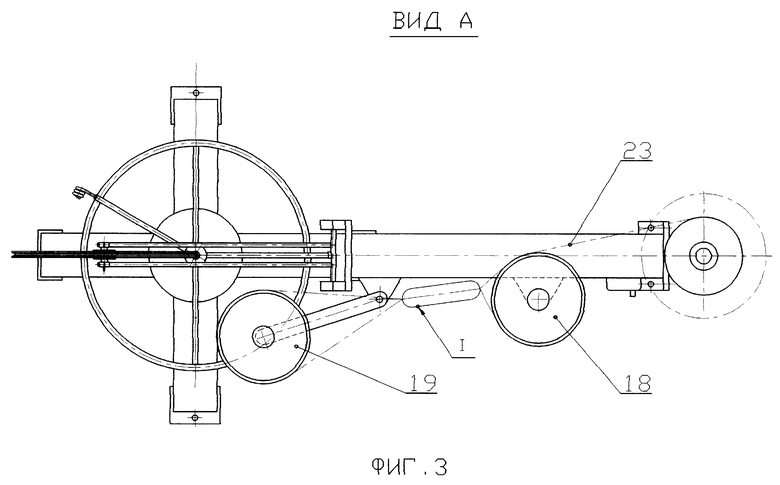
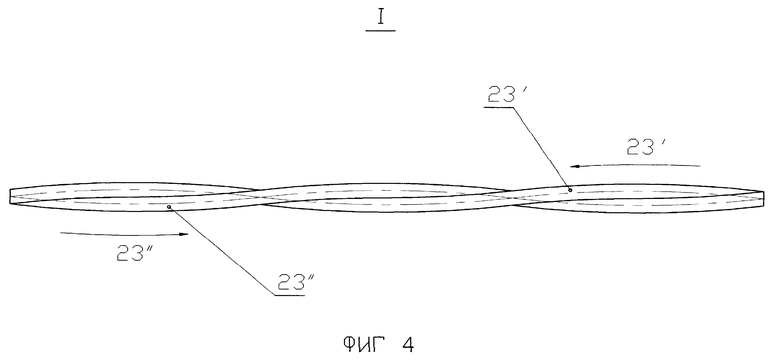
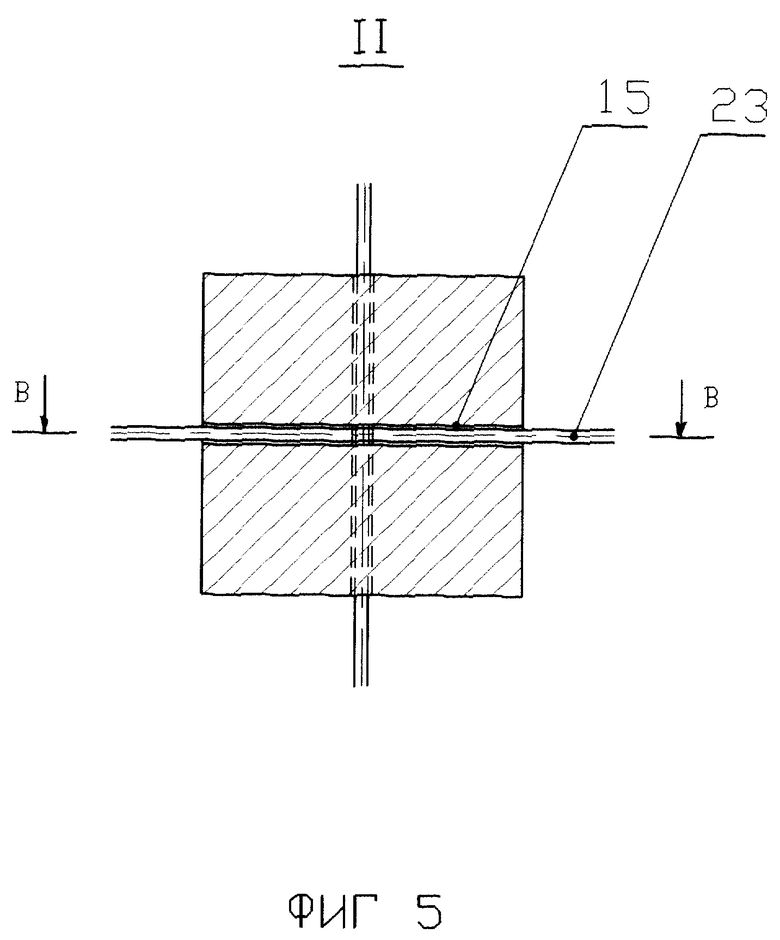
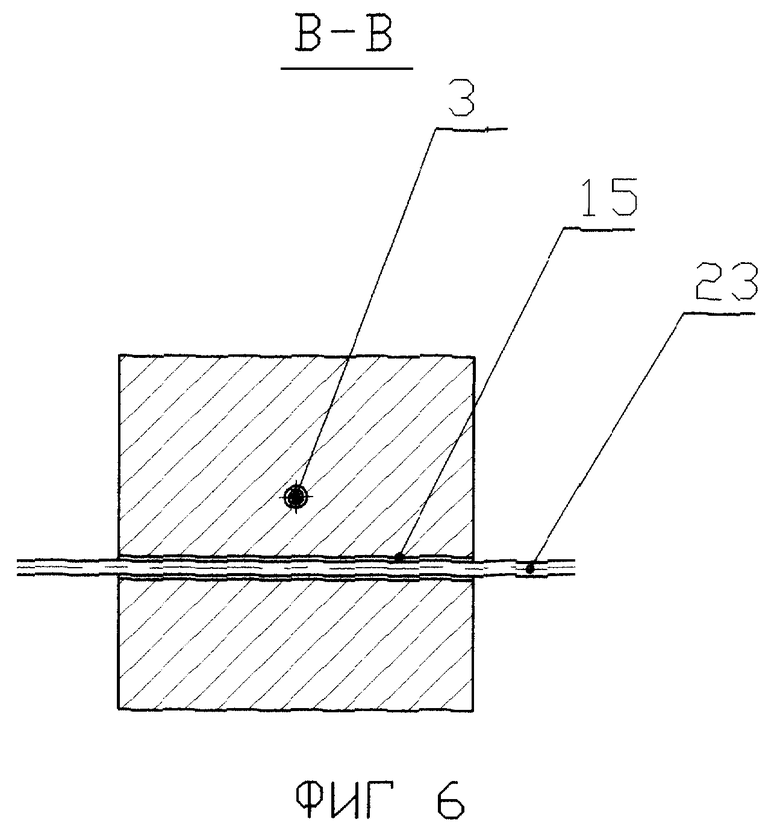
На фиг. 1 изображена схема устройства для осуществления способа очистки электродной проволоки; на фиг. 2 - вид А на фиг. 1 (перед созданием очистительного элемента); на фиг. 3 - то же (после создания очистительного элемента); на фиг. 4 - местный вид I на фиг. 3; на фиг. 5 - местный вид II на фиг. 1, сечение Б-Б на фиг. 2; на фиг. 6 - сечение В-В на фиг. 5.
Устройство для осуществления предлагаемого способа содержит основание 1, установленный на основании 1 известный механизм подачи проволоки (см. патент Российской Федерации N 2076500, кл. В 21 F 23/00, 1997), включающий в себя направляющую - фильеру 3, шкив 5 (ролик), закрепленный с возможностью вращения вокруг горизонтальной оси на рычаге 6, установленном с возможностью поворота в вертикальной плоскости вокруг оси шарнира 7, и известную фигурку 8 для установки бухты 9 проволоки, а также фильеру 10, закрепленную на штанге 11, неподвижно соединенной с подшипником 12, закрепленным на оси 13. Известное регулируемое тормозное устройство 4 представляет собой пакет пластин из фрикционного материала с поджимным винтом 14, предназначенное для размещения между фрикционными пластинами очищаемой проволоки. Регулируемое тормозное устройство предназначено для создания стабильного натяга проволоки перед заходом ее в ручей (не показано) шкива 5 (ролика), достаточного для предотвращения самопроизвольного соскакивания проволоки со шкива 5, гарантированного контакта проволоки в очистительном элементе и сохранения ее заданного движения на протяжении всего тракта обработки.
С направляющей - фильерой 3 закрепленной неподвижно на рычаге 6, неподвижно соединена направляющая - фильера 15, (направляющие - фильеры 3 и 15 могут быть выполнены в виде вертикального и горизонтального сверлений отверстий, не сообщенных между собой, выполненных в металлической монолитной детали (монолитном блоке), (фиг 5, 6), для перевода очищаемой проволоки на горизонтальный тракт обработки, включающий в себя приемную катушку 16 (рабочий орган привода), неподвижно закрепленную на вертикально расположенном валу электродвигателя 17 привода, расположенную напротив направляющей - фильеры 15, и два шкива, 18 и 19, установленные на основании 1 с возможностью вращения вокруг вертикальных осей между направляющей - фильерой 15 и приемной катушкой 16. Электродвигатель 17 закреплен на основании 1. Шкив 19 может быть выполнен откидным, в частности, может быть шарнирно закреплен на рычаге 20, установленном на основании 1 с возможностью фиксированного поворота вокруг вертикальной оси, и снабжен известными средствами для его фиксации после поворота, которые могут быть выполнены в виде болта 21 и гайки 22 (для откидывания шкива при замене бухты 9 при помощи крана). Между электродвигателем 17 и приемной катушкой 16 может быть размещен известный редуктор (не показан).
Способ осуществляется следующим образом.
Подлежащую очистке проволоку 23 пропускают через фильеры 10 и 3, надевают на шкив 5, а затем протягивают через направляющую - фильеру 15, после чего проволоку 23 надевают на шкивы 18 и 19, причем сначала - на шкив 18, который ближе, чем шкив 19, к приемной катушке 16, а затем - на шкив 19, таким образом, чтобы она охватывала эти шкивы по участкам 24 и 25, их боковых поверхностей, обращенных соответственно к направляющей - фильере 15 и приемной катушке 16, после чего свободный конец проволоки 23 в точке 26 присоединяют к приемной катушке 16 (фиг. 2). Затем снимают со шкива 19 петлю проволоки, образованную ее полувитком, охватывающим участок 24 боковой поверхности шкива 19, и ее ветвями 23' и 23'' и путем поворота указанной петли не менее чем на 0,5 оборота скручивают обе указанные ветви этой петли одну с другой, образуя очистительный элемент (фиг. 3, 4), после чего вновь надевают указанную петлю на шкив 19, и затем, путем включения электродвигателя 17 привода, производят очистку проволоки. Регулируемое тормозное устройство настраивают таким образом, чтобы получить стабильное качество очищаемой проволоки.
Проволоку перекручивают, поворачивая петлю необходимое число раз на 0,5 оборота, поскольку это необходимо для того, чтобы вновь надеть ее на шкив. Проволоку перекручивают на максимальное число раз по 0,5 оборота. Это число определяется опытным путем из условий наилучшей очистки проволоки и исключения ее обрыва.
После включения электродвигателя 17 привода проволока известным образом из бухты 9 подается через известный механизм подачи проволоки к направляющей фильере 15, проходит через нее, огибает шкивы 18 и 19 и затем наматывается на приемную катушку 16. Таким образом, при очистке проволоки при помощи привода между шкивами 18 и 19 протягивают скрученные между собой ветви 23' и 23'' очищаемой проволоки одну навстречу другой (фиг. 4, встречные направления движения проволоки показаны стрелками). При этом проволока встречно всей своей поверхностью, по крайней мере дважды трется сама о себя, зачищая свою поверхность.
При осуществлении заявляемого способа повышается стабильность и качество зачистки поверхности проволоки за счет того, что очистительный элемент, образованный скрученными между собой ветвями проволоки, постоянно обновляется на протяжении всего процесса очистки поверхности проволоки, а стабильный натяг, создаваемый регулируемым тормозным устройством, установленным в начале тракта обработки проволоки, создает гарантированный контакт во встречно движущихся скрученных ветвях обрабатываемой проволоки.
Устройство для осуществления способа очистки проволоки упрощается по конструкции, так как нет необходимости снабжать его дополнительным очистительным элементом за счет установки регулируемого тормозного устройства перед входом в тракт обработки проволоки.
Изобретение относится к технике очистки и перемотки проволоки и, в частности, к способам и устройствам, используемым для очистки электродной проволоки с предварительным созданием очистительного элемента, и может быть использовано в процессе подготовки электродной проволоки для сварки и наплавки. Повышение стабильности и качества очистки поверхности проволоки достигается тем, что подлежащую очистке проволоку (23) протягивают через известный механизм подачи проволоки и направляющую - фильеру. Надевают ее на шкивы (18) и (19): сначала на шкив (18), а затем на шкив (19). Свободный конец проволоки присоединяют к приемной катушке, связанной с электродвигателем привода. Затем петлю проволоки снимают со шкива (19) и путем поворота указанной петли не менее чем на 0,5 оборота скручивают обе ветви этой петли одну с другой. После чего вновь надевают указанную петлю на шкив (19). Затем путем включения электродвигателя привода производят очистку проволоки. Устройство для осуществления способа очистки проволоки проще по конструкции, так как нет необходимости снабжать его дополнительным очистительным элементом для проволоки за счет установки регулируемого тормозного устройства перед входом в тракт обработки проволоки. 2 с.п. ф-лы, 6 ил.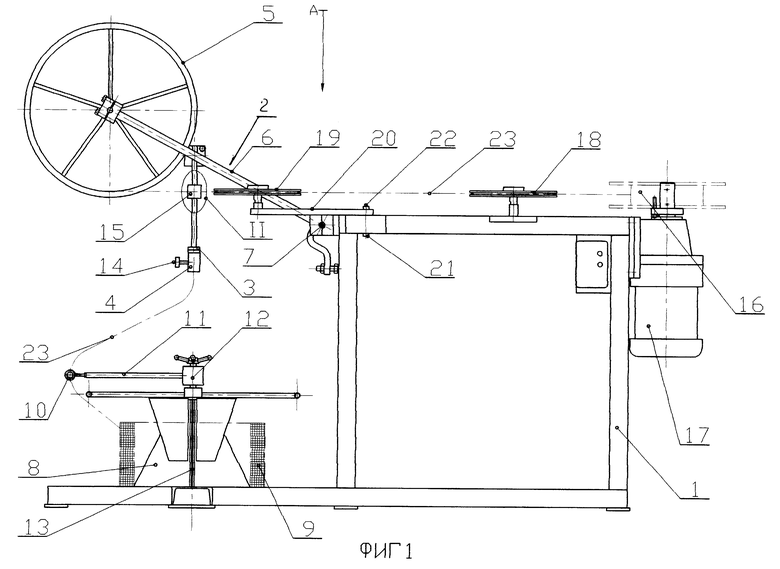
| УГЛОМЕРНЫЙ ПРИБОР | 1922 |
|
SU622A1 |
| Алтайский межотраслевой территориальный центр научно-технической информации и пропаганды, 1979 | |||
| Способ подготовки проволоки к последующему волочению и устройство для его осуществления | 1983 |
|
SU1233975A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 0 |
|
SU396233A1 |

