Изобретение относится к электротермии и, в частности к технологическим установкам индукционного нагрева токопроводящих тел.
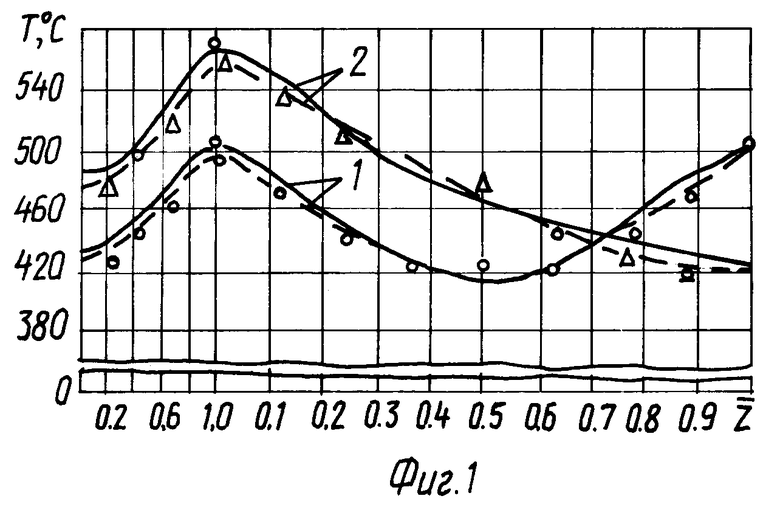
Известен способ индукционного градиентного нагрева алюминиевых заготовок под прессование кабельных оболочек [1], согласно которому формирование заданной градиентной кривой теплового поля алюминиевых заготовок осуществляют в два этапа. На первом этапе производят основной нагрев: увеличивают энтальпию заготовки при подключению к источнику питания (тиристорному преобразователю частоты) всех витков индуктора. На втором этапе включают только часть витков индуктора со стороны более "горячего" конца заготовки и производят градиентный нагрев. Требуемая разница средних по радиусу температур между концами заготовки должна составлять примерно 100oC. Этап основного нагрева осуществляют в среднем за 100 с, а градиентный нагрев - за 20 с. На фиг.1 из [1, стр. 34] представлены термические кривые градиентного нагрева алюминиевой заготовки для установки ОКБ-894А.
Существует устройство для реализации указанного способа градиентного нагрева алюминиевых заготовок к кабельным прессам, включающее тиристорный преобразователь частоты с регулируемой частотой, два цилиндрических индуктора, охватывающих снаружи нагреваемые металлические заготовки, при этом каждая из заготовок заглублена в индуктор, абсолютный размер выступающих частей индуктора по отношению к торцам нагреваемой заготовки выполнен одинаковым с обоих концов индуктора. Это заглубление необходимо для управления равномерностью нагрева в торцевых зонах: изменяя указанный абсолютный размер выступающих частей индуктора, можно усиливать или ослаблять внутренние источники тепла в широких пределах в торцевых зонах заготовки [1].
Недостатком описанных способа и устройства является наличие интервала управления с нулевой мощностью в индукторе, который необходим для выравнивания тепловых полей в заготовке. Это необходимо потому, что в конце основного нагрева тепловые поля заготовки распределены неравномерно (на фиг. 1 наблюдается заметно выраженный "провал" температуры в центре заготовки в конце этапа основного нагрева). В итоге увеличивается общее время нагрева и, как следствие, снижается производительность установки и увеличивается удельный расход электроэнергии на единицу продукции.
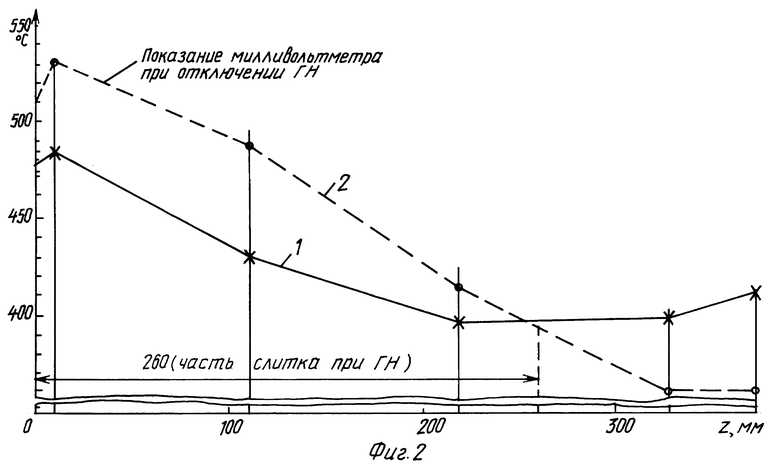
Наиболее близким по технической сущности к заявляемому способу является способ индукционного градиентного нагрева алюминиевых заготовок для прессования кабельных оболочек [2], согласно которому формирование требуемой градиентной кривой проводят, аналогично [1] в два этапа: на первом этапе производят основной нагрев, в конце которого достигается распределение температуры, примерный вид которого показан на фиг. 2 (с "провалом" в зоне середины заготовки), затем выключают индуктор в течение некоторого времени tои, необходимого для выравнивания "провала" от 400oC до 430oC, tои составляет 71 с. Затем на втором этапе включают только часть витков индуктора со стороны более "горячего" конца заготовки и формируют требуемый градиент температуры. Например, для фиг. 2 отношение длины индуктора на второй стадии нагрева к полной длине составляет 0,5625. При этом в конце второго этапа формируется градиент температуры порядка 170oC при длительности второго этапа 17,7 с.
Усовершенствованием способа в прототипе [2] по сравнению с аналогом [1] является то, что общий нагрев проводят при неодинаковой длине выступающих концов индуктора, за счет чего уже на первом этапе нагрева формируется направленный градиент температуры по длине между двумя концами заготовки. Например, для фиг. 2 этот градиент составляет 85oC. В итоге сокращается общее время нагрева: для одной и той же заготовки с 120 до 118 с.
Прототипом устройства для реализации способа [2] является индукционная установка градиентного нагрева ИНП-750/П-И1 к кабельным прессам для алюминиевых оболочек [2], содержащая многовитковый индуктор, охватывающий снаружи нагреваемую заготовку, причем абсолютный размер выступающих частей индуктора по отношению к торцам нагреваемой заготовки различен. Варьируя величину заглубления заготовки, различную с обоих концов индуктора, возможно уже на стадии основного нагрева создать предварительно направленный градиент температуры (около 40-90oC) по длине заготовки, см. фиг. 2. За счет этого сокращается время градиентного нагрева и общее время нагрева достигает 118 с при требуемом качестве нагрева (перепаде температур по радиусу заготовки и уклонению от требуемой градиентной кривой).
Недостатком прототипа также является принципиальная необходимость этапа работы с нулевой мощностью, длительностью, примерно равной длительности этапа основного нагрева. По этой причине снижается производительность установки.
Задача изобретения - повышение производительности устройства при заданном качестве градиентного нагрева.
Решение задачи достигается тем, что осуществляют индукционный, неравномерный по длине заготовки, нагрев в цилиндрическом секционном индукторе, охватывающем заготовку снаружи, индуктор и все его секции питают от одного источника питания с регулируемой частотой, в отличии от прототипа, в процессе формирования заданных градиентов температур по длине заготовок осуществляют поочередное циклическое переключение во времени секции индуктора, причем длительность импульса мощности, приложенного в данный момент времени к очередной секции индуктора, изменяют пропорционально отношению измеряемых и заданных температур заготовки в зоне соответствующей секции.
Устройство, реализующее данный способ, содержит цилиндрический индуктор, охватывающий снаружи нагреваемые металлические заготовки и источник питания с регулируемой частотой, все секции индуктора включены последовательно по отношению к зажимам источника, в отличии от прототипа, индуктор имеет несколько секций, расположенных слоями и имеющих различное число витков в секции, уменьшающееся с каждым слоем секции в направлении изнутри наружу, а количество секций увеличивается в направлении более нагретого конца.
Сущность предлагаемого способа и устройства, его реализующего, поясняется чертежами
На фиг. 1 - экспериментальные кривые нагрева заготовки в установке, аналогичной описываемому изобретению.
На фиг. 2 - термические кривые градиентного нагрева алюминиевой заготовки в установке - прототипе.
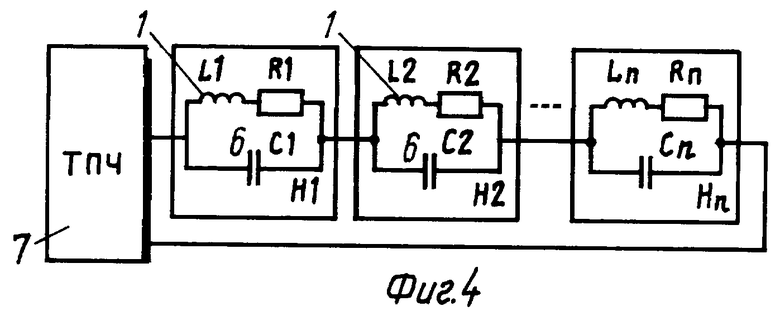
На фиг. 3 - конструктивная схема способа и устройства, заявляемого в изобретении.
На фиг. 4 - функциональная схема данного устройства.
На фиг. 1 представлены кривые распределения температуры по объему заготовки. Кривая 1 характеризует распределение температурных полей заготовки после этапа основного нагрева, кривая 2 - распределение полей после этапа градиентного нагрева, штрихпунктирной линией обозначены экспериментальные данные, а сплошной - расчетные. В конце основного нагрева наблюдается "провал" температурной кривой в форме "седла". По этой причине отключают индуктор от источника питания для выравнивания температурных полей заготовки (этап управления с нулевой мощностью в индукторе). Для установки ОКБ-894А длительность этапа основного нагрева составляет 95 с, длительность этапа с нулевой мощностью составляет 93 с, длительность этапа градиентного нагрева составляет 20,6 с, при следующих геометрических размерах: длина индуктора 562 мм, величина заглубления с обоих торцов 62 мм, число витков в секции при основном нагреве 90, при градиентном 54.
Термические кривые градиентного нагрева заготовки в установке - прототипе представлены на фиг. 2. Кривая 1 показывает распределение температур по объему заготовки после этапа основного нагрева. Кривая 2 - распределение температур после градиентного нагрева. Кружками и крестиками обозначены местоположения визирных трубок фотопирометров по длине заготовки. Из графика видно, что уже на этапе основного нагрева формируют предварительно направленный градиент температуры. Однако "провал" температурной кривой остается. Физической причиной "провала" температуры и джоулевого тепла в зоне центра заготовки является проявление электротепловых краевых эффектов на торце заготовки вследствие искривления линий индукции магнитного поля, которые внутри индуктора проходят примерно параллельно, а в торцевых зонах происходит их искривление и замыкание в бесконечности. Подтверждение этого анализа можно найти в источнике [3]. Этот "провал" порождает необходимость введения этапа с нулевой мощностью на индукторе.
Устройство, реализующее заявляемый способ (фиг. 3), содержит индуктор 1 состоящий из трех секций, расположенных одна внутри другой и имеющих разное количество витков, уменьшающихся в направлении градиента температур. Между секциями расположены слои электроизоляции 2, заготовка 3 находится внутри индуктора. Выступающая часть секций индуктора по отношению к торцу заготовки 3 называется заглублением заготовки 3 в индуктор 1, между заготовкой и индуктором расположена теплоизоляция 4, отверстия 5 визирных трубок фотопирометров расположены в центре каждой секции.
На фиг. 4, где представлена функциональная схема устройства, каждая секция индуктора 1 вместе с включенным параллельно к ней компенсирующим конденсатором 6 соединена последовательно с остальными секциями и вся цепочка подключена к тиристорному преобразователю частоты 7.
Способ нагрева реализуют следующим образом. Первоначально к секции, содержащей максимальное количество витков, прикладывают напряжение от тиристорного преобразователя частоты и по этой секции начинает протекать "индуктирующий" ток. Согласно закону электромагнитной индукции Фарадея протекающий по секции индуктора электрический переменный ток индуктирует в нагреваемой заготовке электродвижущую силу. Согласно закону Ома и принципу Ленца в заготовке возникают вихревые токи (токи Фуко). По закону Джоуля - Ленца при протекании вихревых токов происходит выделение тепловой энергии (джоулевого тепла) в заготовке, тепловая энергия поглощается заготовкой и происходит нагрев. Далее периодически поочередно коммутируют вторую и третью секции индуктора с тиристорным преобразователем частоты и таким образом формируют требуемую термическую кривую градиентного нагрева заготовки. Длительность импульса мощности, приложенного в данный момент времени к очередной секции индуктора, изменяют пропорционально отношению температур, заданных по градиентной кривой для данной термической зоны, и значений температур, измеряемых фотопирометрами. То есть коммутация следующей секции происходит момент равенства отношений заданных и текущих температур нагреваемой в данное время термической зоны (секции) и заданных и текущих температур одной из оставшихся зон.
Устройство, работающее по данному способу, функционирует следующим образом. Для распределения мощности между секциями индуктора используется естественные резонансные свойства нагрузок, т.е. реализуется частотный способ управления [3]. В основе распределения мощности лежит известный в радиотехнике эффект избирательности колебательных контуров. Каждая из нагрузок настроена на свою резонансную частоту. Распределения мощности добиваются поочередной подстройкой частоты частотно-регулируемого источника в резонанс с каждой нагрузкой. Первоначально частоту следования импульсов источника подстраивают в резонанс с секцией, имеющей максимальное количество витков. Далее через определенный промежуток времени в зависимости от температуры нагреваемого объекта частоту источника подстраивают в резонанс с секцией, имеющей меньшее число витков (1/2 от числа витков самой большой секции), и через период времени, пропорциональный первому интервалу нагрева, переключают источник на частоту резонанса секции, имеющей минимальное число витков (1/3 от количества витков самой большой секции). В итоге периодически переключая секции, формируют требуемую термическую кривую градиентного нагрева заготовки.
Существенное отличие предлагаемого изобретения заключается в том, что к имеющейся у прототипа основной нижней секции индуктора добавляют дополнительные секции, расположенные слоями и имеющие различное число витков в секции, уменьшающееся с каждым слоем секции в направлении изнутри наружу, при этом секции расположены ступенчато так, что количество слоев секций, расположенных над более "горячим" концом заготовки, самое большое. Кроме того в предлагаемом устройстве все секции включены последовательно и коммутируются периодически поочередно с тиристорным преобразователем частоты за счет эффекта резонанса нагрузки при совпадении собственной частоты с частотой с тиристорного преобразователя частоты. Длительность импульса мощности, т.е. коммутация следующей секции происходит момент равенства отношений заданных и текущих температур нагреваемой в данное время термической зоны (секции) и заданных и текущих температур одной из оставшихся зон. В процессе нагрева заготовки происходит интегральное суммирование источников джоулевого тепла, локализованных в пределах термической зоны, образованной каждой секцией индуктора. Это суммирование возможно благодаря большой инерционности тепловых объектов, и в частности нагреваемой заготовки, по сравнению с периодичностью подключения секций индуктора (т.е. тепловая энергия накапливается в заготовке). По причине той же инерционности теплового объекта в процессе нагрева происходит наложение тепловых полей, образованных секциями индуктора, и в результате градиент температур формируется в течение всего нагрева заготовки, в следствие чего уменьшается общее время нагрева и повышается производительность установки.
Пример конкретной реализации способа.
Индукционная установка градиентного нагрева к кабельным прессам для алюминиевых оболочек содержит: многовитковый индуктор, охватывающий снаружи нагреваемую заготовку, причем абсолютный размер выступающих частей индуктора по отношению к торцам нагреваемого заготовки различен. Отношение длины выступающей части индуктора по отношению к общей длине индуктора составляет В ≅ 0,0927 для торца, расположенного вблизи малой секции индуктора, и В ≅ 0,0527 для противоположного торца. Форма поперечного сечения обмотки индуктора выполнена ступенчатой: второй слой индуктора имеет длину, меньшую на 50%, чем длина первой (изнутри) секции, а третья секция на 33%. В итоге "настил" тока увеличивается в направлении от "холодного" к "горячему" концу заготовки. Температура на торцах заготовки составляет 520oC и 420oC при погрешности температуры по длине заготовки 20oC. Время формирования градиентной кривой составляет 100 с, при требуемом качестве нагрева (перепаде температур по радиусу заготовки и уклонению от требуемой градиентной кривой 20oC). Частота работы тиристорного преобразователя частоты составляет 2400 Гц. Увеличение производительности установки: с 22 до 30 заготовок в час. Инвертор тиристорного преобразователя частоты собран по схеме мостового параллельного инвертора тока [4] с выходным напряжением 250 В и максимальной мощностью 250 кВт.
Итак, заявляемое изобретение позволяет повысить производительность установки за счет использования в индукторе дополнительных секций, расположенных строго определенным способом, которые периодически поочередно подключают к источнику электромагнитной энергии тиристорному преобразователю частоты, и таким образом формируют требуемый градиент температур в заготовке в течение всего цикла нагрева, что и приводит к уменьшению длительности нагрева.
Источники информации
1. Создание высокопроизводительных индукционных установок градиентного нагрева к кабельным прессам.// А.Э. Эрман, Н.Ф.Кошелев, С.А.Горбатков, А.Ш. Гизатуллин. Теория и практика индукционного нагрева: Сб. научн. труд. /ВНИИЭТО.-М.; Энергоатомиздат, 1985, -с.27-37.
2. Отчет о создании и внедрении высокоэффективной индукционной системы градиентного нагрева алюминиевых слитков к кабельному прессу П6043 N гос.регистрации 80065674.- М.: ВНИИКП, 1980 г.-15 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОСВЕННОГО ИНДУКЦИОННОГО НАГРЕВА ПОРОШКОВЫХ ИЗДЕЛИЙ | 1996 |
|
RU2113939C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА СКВОЗНОГО НАГРЕВА МЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2256304C2 |
| Способ создания градиента температур в заготовке перед прессованием и устройство для его осуществления | 2024 |
|
RU2831021C1 |
| Способ спекания заготовок из металлических порошков | 1988 |
|
SU1653899A1 |
| ИНДУКЦИОННАЯ УСТАНОВКА СКВОЗНОГО НАГРЕВА МЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2237385C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ЛИТЬЯ С НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2003 |
|
RU2241575C1 |
| Индукционная печь для нагрева плоских слитков | 1986 |
|
SU1390821A2 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ТЕМПЕРАТУРЫ ЗАГОТОВОК МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ИХ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2156964C1 |
| ИНДУКТОР ДЛЯ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ ИЗ МАГНИТОТВЕРДЫХ МАТЕРИАЛОВ | 1994 |
|
RU2072576C1 |
Изобретение относится к электротермии, в частности к технологическим установкам индукционного нагрева токопроводящих тел. Техническим результатом является повышение производительности установки. В способе нагрева металлических заготовок для прессования кабельных оболочек осуществляют индукционный, неравномерный по длине заготовок, одновременный нагрев в двух цилиндрических индукторах, охватывающих заготовки снаружи, до температуры пластической деформации, а затем подают заготовки менее нагретыми концами в пресс-пушер пресса с обеих сторон и наносят кабельную оболочку на жгут проводов путем прессования и выдавливания оболочки в выходное отверстие пресс-пушера, оба индуктора и все их секции питают от одного источника питания с регулируемой частотой, при этом в процессе формирования заданной градиентной кривой конечного температурного состояния по длине заготовок осуществляют поочередное циклическое переключение во времени секций каждого из двух индукторов, причем длительность импульса мощности, приложенного в данный момент времени к секциям индуктора, изменяют пропорционально знаку модуля разности температур, заданных по требуемой градиентной кривой, и температур, измеряемых фотопирометрами, визирные трубки которых расположены в центре каждой секции. Устройство, реализующее данный способ, содержит два цилиндрических индуктора, охватывающих снаружи нагреваемые металлические заготовки и источник питания с регулируемой частотой, все секции обоих индукторов включены последовательно по отношению к зажимам источника, индукторы имеют по несколько секций, расположенных одна внутри другой и имеющих различное число витков в секции, уменьшающееся с каждым слоем секции в направлении изнутри наружу, а количество секций увеличивается в направлении более нагретого конца. 2 с.п.ф-лы, 4 ил.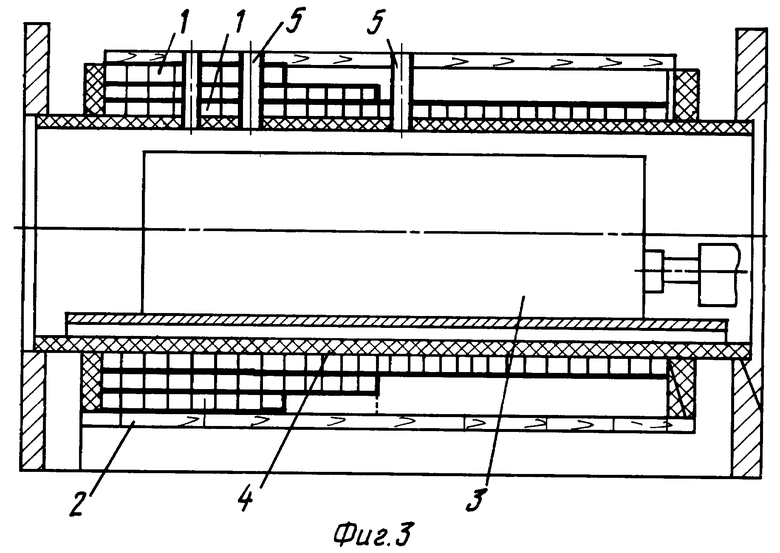
| РАСПРЕДЕЛИТЕЛЬ ВОДЫ ДЛЯ ИСКУССТВЕННОГО ДОЖДЕВАНИЯ ПОЛЕЙ | 1926 |
|
SU6043A1 |
| N гос.регистрации 80065674 | |||
| - М.: ВНИИКП, 1980, с.15 | |||
| Многослойная цилиндрическая обмотка для индукционных нагревательных устройств | 1976 |
|
SU690659A1 |
| Индуктор для нагрева | 1974 |
|
SU510008A1 |
| Индуктор для нагрева цилиндрическихиздЕлий | 1979 |
|
SU802379A1 |
| 0 |
|
SU248102A1 | |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НАГРЕВА ЗАГОТОВОК ПОД ДЕФОРМАЦИЮ | 1990 |
|
RU2063448C1 |
| Устройство для нагрева штампов | 1986 |
|
SU1344481A1 |
| US 4401486 A, 03.08.1983 | |||
| GB 1336664 A, 07.11.1973 | |||
| БАДАМШИН Р.А | |||
| и др | |||
| Оптимальное терминальное управление системами с распределенными параметрами при неполном измерении их состояния | |||
| Электрическое сопротивление для нагревательных приборов и нагревательный элемент для этих приборов | 1922 |
|
SU1997A1 |
