(54) ИНДУКТОР ДЛЯ НАГРЕВА ЦИЛИНДРИЧЕСКИХ
ИЗДЕЛИЙ
нитетьной примыкают непосредственно к первичной обмотке и, таким образом, обеспечивается непосредственная электромагнитная связь между первичной обмоткой и частями вторичной обмотки.
В этом заключается недостаток известного индуктора. Наличие непосредственной электромагнитной связи между первичной и всеми частями вторичной обмотки затрудняет создание плавной и стабильной переходной зоны.
Так например, при изменении контурного тока в первичной обмотке соответственно однозначно меняются по величине токи в частях вторичной обмотки, отсюда величина переходной зоны находится в зависимости от нестабильности интенсивности нагрева, т. е. от нестабильности контурного тока.
Целью изобретения является улучшение качества термообработки за счет получения стабильной переходной зоны между нагреваемой и ненагреваемой частями изделия вне зависимости от колебаний контурного тока в первичной обмотке.
Для достижения этой цели в известном индукторе для нагрева цилиндрических изделий, содержащем многовитковую первичную обмотку и вторичную обмотку, состоящую из соосно установленных основной и дополнительной частей, в котором основная часть в сечении имеет форму трапеции, обращенной большим основанием к первичной обмотке, большее основание трапеции выполнено полностью перекрывающим первичную обмотку, а дополнительная часть вторичной обмотки выполнена многовитковой, витки которой установлены с обеих сторон основной части вторичной обмотки.
Другое отличие заключается в том, что витки дополнительной части вторичной обмотки установлены с зазором относительно основной части, сопряжены с ней по конической поверхности и имеют в сечении форму треугольника.
Еще одно отличие индуктора заключается в том, что внутренняя поверхность витков дополнительной части вторичной обмотки выполнена конической.
Кроме того, витки Дополнительной части могут быть соединены с основной частью вторичной обмотки и подключены к ней встречно.
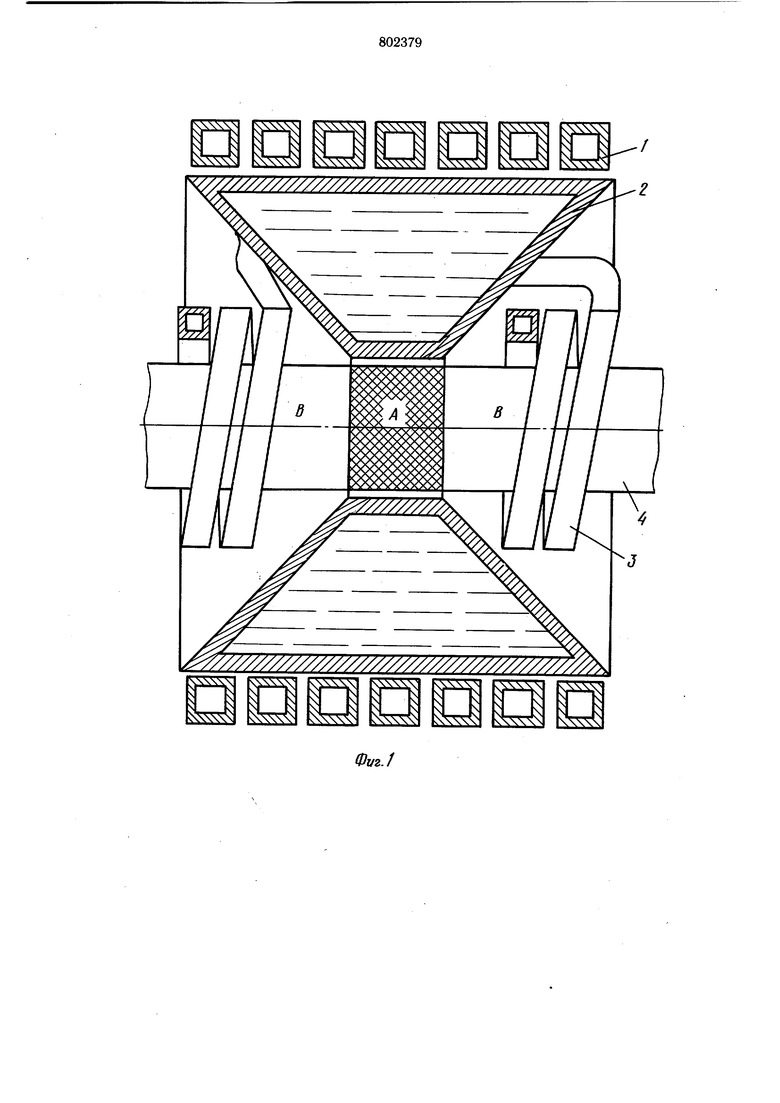
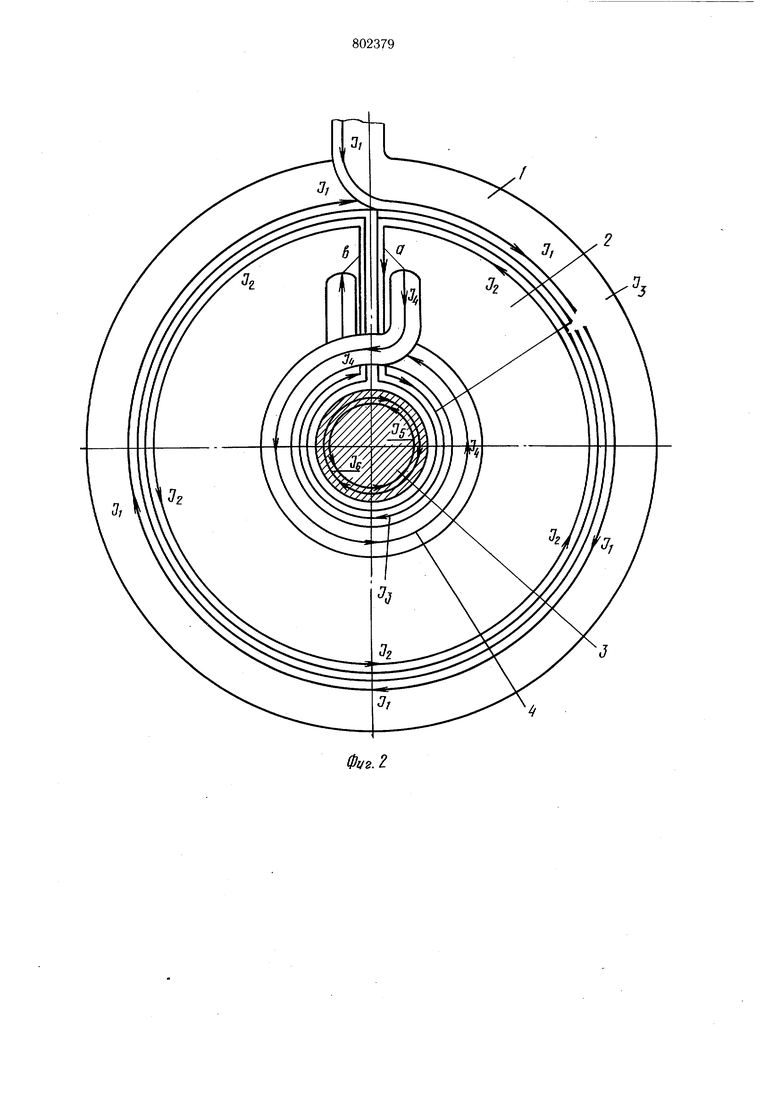
На фиг. 1 изображена конструктивная схема индуктора, у которого витки дополнительной части вторичной обмотки соединены с основной частью вторичной обмотки и подключены к ней встречно. Здесь: 1 - многовитковая первичная обмотка; 2 - основная часть вторичной обмотки; 3 - дополнительные многовитковые части вторичной обмотки; 4 - нагреваемое изделие; А - нагреваемая часть изделия; В - переходные зоны между нагреваемой и ненагреваемой частями; на фиг. 2 - индуктор, вид
сбоку со схематичным распределением токов в обмотках индуктора и в изделии: Ij - ток в первичной обмотке; 1г - ток, индуцируемый в большом основании в основной части, вторичной обмотки; Ь - ток в малом
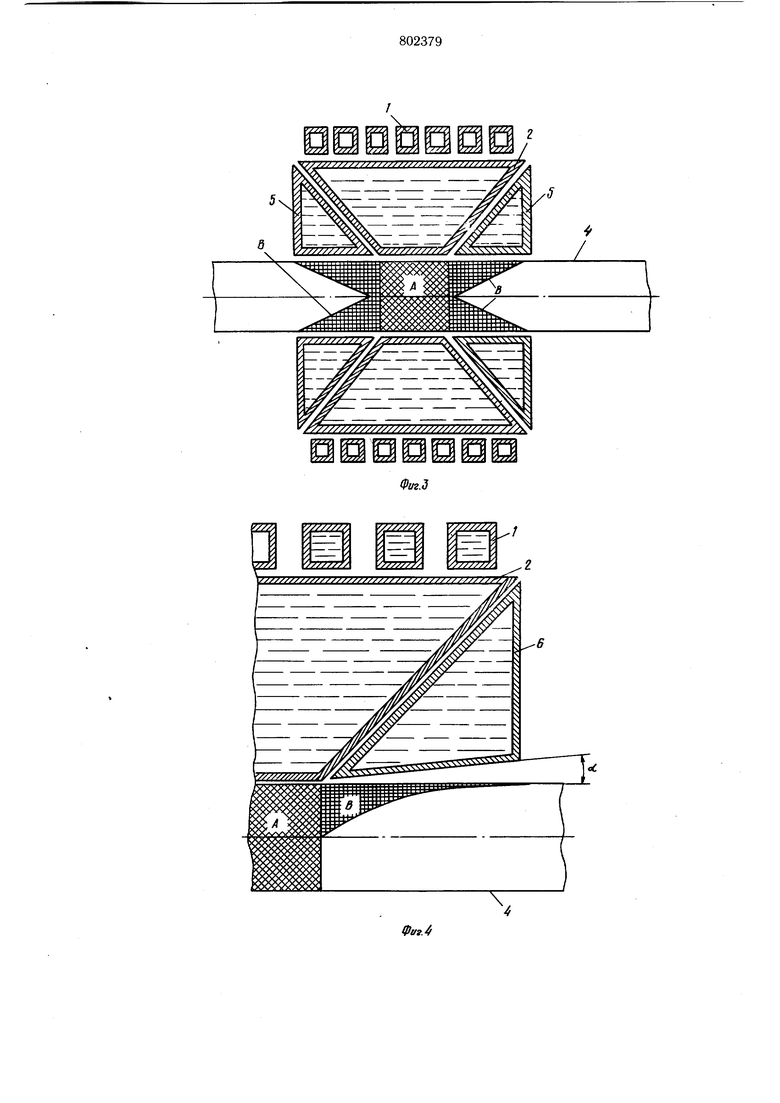
основании в основной части вторичной обмотки; Ц - ток, ответвляющийся в дополнительную часть вторичной обмотки; Is - ток, индуцируемый в изделии от основной части вторичной обмотки; Is - ток, индуцируемый в изделии от дополнительной части вторичной обмотки; в.- точка разветвления тока Ь на токи 1э и Ц; g - точка суммирования токов Ь и на фиг. 3 - конструктивная схема индуктора,у которого витки дополнительной части 5 вторичной обмотки установлены с зазором относительно
основной части вторичной обмотки, сопрягаются с ней по конической поверхности и имеют в сечении форму треугольника; на фиг. 4 - дополнительная часть б вторичной обмотки, у которой внутренняя поверхность
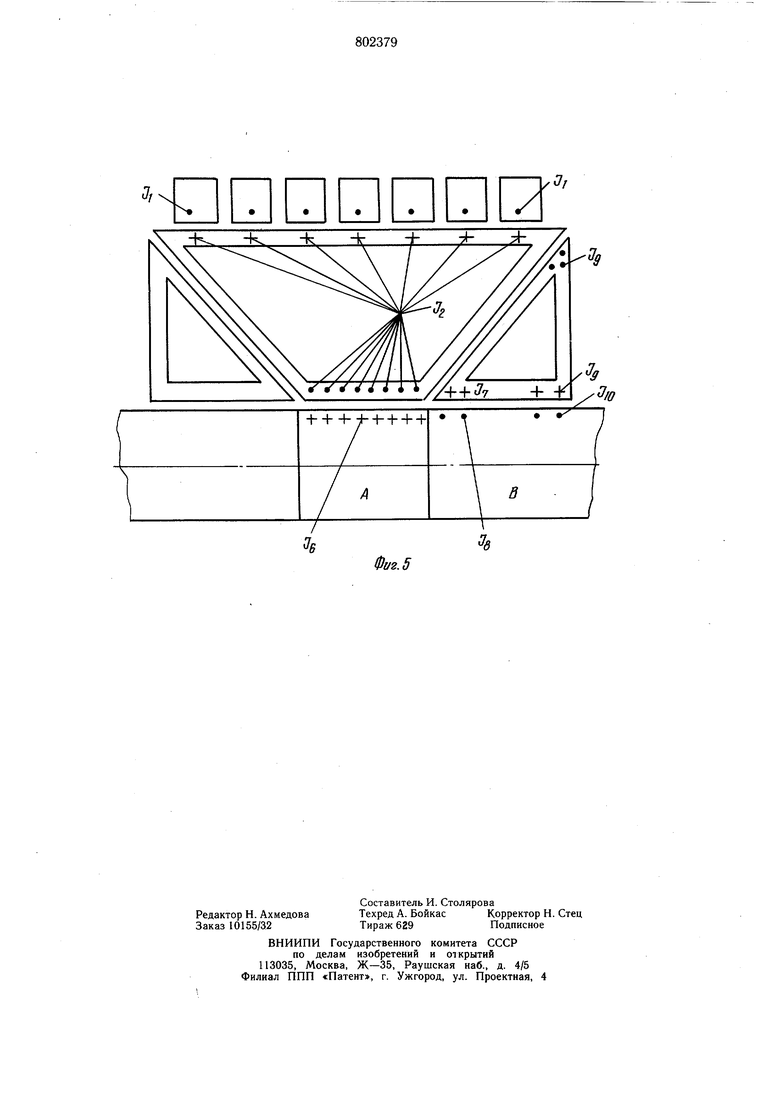
0 выполнена конической Ц - угол наклона внутренней поверхности дополнительной час ти вторичной обмотки к изделию); на фиг. 5 схематично показано распределение токов в обмотках индуктора, показанного на фиг. 3; Jy - ток, индуцированный в дополнительной части вторичной обмотки в месте, непосредственно приближенном к малому основанию трапеции основной части вторич,ной обмотки; IB - ток в изделии, индуцированный от тока I,; Ь - ток, индуцироg ванный в дополнительной части вторичной обмотки в месте, непосредственно примыкающем к большому основанию трапеции основной части вторичной обмотки; Ьо - ток в изделии, индуцированный от тока Ig. Индуктор (фиг. 1) имеет первичную мно5 говитковую обмотку 1. Вторичная обмотка состоит из основной части 2 и дополнительных частей 3.
Основная часть 2 представляет собой полый виток с прорезью и в сечении имеет форму трапеции. Больщое основание трапеции обращено к первичной обмотке и полностью перекрывает ее. Такая конструкция индуктора исключает электромагнитную связь между первичной многовитковой обмоткой 1 и дополнительными частями 3 вторичной обмотки. Дополнительные части 3 вторичной обмотки выполнены из нескольких витков и установлены соосно с основной частью 2. Витки дополнительных частей 3 электрически подсоединены к основной части встречно. Подключение (фиг. 2)
o произведено по обеим сторонам от прорези витка основной части.
Полости первичной и частей БТООИЧНОЙ обмотки заполнены проточной водо: для охлаждения обмоток. Первичная и «торич5 ная обмотки изолированы друг от друга.
В индукторе (фиг. 3) дополнительная часть вторичной обмотки 5 представляет ее
бой два витка с прорезью. Дополнительная часть 5 вторичной обмотки установлена с зазором относительно основной части 2, сопрягается с ней по конической поверхности и имеет в сечении форму треугольника. Здесь, как и в предыдущем случае, исключается электромагнитная связь между первичной обмоткой 1 и дополнительными частями 5 вторичной обмотки. Таким образом в дополнительных частях вторичной обмотки индуцируется ток только от основной части вторичной обмотки. А это приводит к тому, что в изделии ток,индуцируемый от дополнительной части вторичной обмотки, имеет противоположное направление по сравнению с током, индуцированным в изделии от основной части вторичной обмотки.
Потокосцепление между дополнительной частью вторичной обмотки и изделием можно постепенно уменьшать 8 направлении от нагреваемой части изделия к ненагреваемой части, если внутреннюю поверхность витков дополнительной части 6 вторичной обмотки выполнить конической (фиг. 4).
Индуктор работает следующим образом, при включении первичной обмотки 1 в высокочастотный контур по ней протекает ток 1|. В большом основании основной части вторичной обмотки, обращенном к первичной обмотке индуцируется в рассматриваемый момент времени ток Ь обратного направления по сравнению с током Ь. Линии тока Ь, дойдя до прорези основной части вторичной обмотки, разделяются в точке а на ток Is, линии которого замыкаются по малому основанию основной части вторичной обмотки, и ток , линии которого замыкаются по виткам дополнительной части 3 вторичной обмотки. Линии токов Is и ц вновь соединяются в точке Ь.
В изделии в зоне А (фиг. 1) от тока Is основной части вторичной обмотки индуцируется ток Is (фиг. 2), вызывающий нагрев изделия.
При сквозном прогреве объема металла в зоне А (фиг. 1) в силу изменения свойств стали изделия линии тока ly переконцентрируются и больше тяготеют к холодному металлу в зоне В, вызывая его активный разогрев. Однако, в зонах В изделия от токов 1ц В дополнительных частях вторичной обмотки индуцируется ток 1, линии которого направлены встречно линиям тока Is. Таким образом результирующий наведенный ток в зонах В изделия значительно уменьшается или равен 0.
Чем в большей степени прогревается зона А изделия, тем в большей степени линии тока Is стремятся переместиться в более холодную зону В, но тем в большей степени его компенсирует ток U, индуцированный от витков 3.
Это объясняется тем, что при прогреве зоны А ток 12 в точке а в силу эффекта близости разделяется на ток Ь и 1+ в других пропорциях, чем в том случае, когда зона
А оставалась еще холодной, т. е. ток 14 ко личественно увеличивается за счет уменьшения тока ЬВлияние противовключенных витков 3 на ограничение зоны А нагрева и стабилизацию переходной зоны можно регулировать различными методами: сопротивлением витков 3, их диаметром и количеством, выбором точек подключения.
Если точки подключения витков 3 .находятся в непосредственной близости от прорези основной части вторичной об.моткч, то происходит самый большой отбор моигмосги на витки 3, что не всегда удовлетворяет требованиям нагрева. При удалении точек подключения от прорези отбор мощности в них уменьшается.
Индуктор (фиг. 3), в котором витки дополнительной части установлены с зазором относительно основной части, сопрягаются с ней по конической поверхности и имеют в сечении форму треугольника, работает слеQ дуюшим образом: при включении в контур первичной обмотки 1 (фиг. 3) по кей также протекает ток 1.
На фиг. 5 точками показано направление этого тока в рассматриваемый момент времени.
S В большем основании основной части вторичной обмотки 2 (фиг. 3) индуцируется ток It (фиг. 5), который имеет обратное направление по сравнению с током Ь (обозначен крестиками). Линии тока Ij вследj ствие непрерывности, дойдя до прорези основной части вторичной обмотки, замыкают-ся, по малому основанию трапеции, которое примыкает к изделию, получив при этом (в плоскости чертежа) обратное направление. При этом плотность тока Ii в малом осноS вании трапеции, обрашенном к нагреваемому изделию, будет больше, чем в большем основании трапеции, обращенном к первичной обмотке 1, в силу неравного сечения этих оснований. В изделии в зоне А (фиг. 3) от тока la индуцируется ток 1у (фиг. 5),
вызывающий нагрев изделия. Направление тока U обратное направлению тока Ij.
В дополнительной части 5 вторичной обмотки в месте, непосредственно приближенном к току 1а основной части вторичной обмотки, индуцируется ток I по направлению, обратному току Ij. Ток 1у в свою очередь вызывает в зоне В (фиг. 5) изделия ток Ij, обратный по направлению току Ij в зоне А изделия.
Таким образом, когда в процессе сквозного нагрева объема А изделия, охватываемого малым основанием основной части вторичной обмотки 2, свойства стали изделия меняются и электромагнитное поле перераспределяется, стремясь замкнуться на более
холодной части В изделия (вне зоны А), то наведенный при этом ток U в зоне А изделия складывается с обратным по направлению током Ij в изделии, наведенным дополнительной частью вторичной обмотки 5. Результирующий ток в зоне В при этом становится меньшей величины, что значительно снижает активный нагрев зоны В, чем если бы это было при отсутствии дополнительной части вторичной обмотки 5.
Таким образом, в зоне В (переходной зоне) изделия индуцируются токи двух направлений: от основной части вторичной обмотки 2 индуцируется ток Is за счет перераспределения электромагнитного поля при глубинном прогреве зоны А изделия, и от дополнительной части вторичной обмотки 5 индуцируется ток Ig. Токи Ь и Ig по величине в конечном итоге зависят от первичного тока 1| и повторяют все его возможные колебания. При отсутствии дополнительной части вторичной обмотки 5 отсутствовал бы и ток IB и в этом случае стабильность переходной зоны В в значительной степени зависела бы от стабильности тока 1| в первичной обмотке. При наличии дополнительной части вторичной обмотки 5 .стабильность переходной зоны В значительно увеличивается, поскольку колебания тока 1| в первичной обмотке вызывают аналогичные колебания разнозначных токов 1 и Ij в изделии, а результирующая этих токов в зоне В остается постоянной.
В дополнительной части вторичной обмотки 5, в месте, непосредственно примыкающем к больщому основанию трапеции, индуцируется также ток Is, обратный по направлению току Ij в большом основании трапеции. Этот ток в силу непрерывности, дойдя до прорези, замыкается, благодаря эффекту близости, через основание дополнительной части вторичной обмотки 5, которое непосредственно примыкает к изделию. В изделии возникает ток 1|о, который может вызвать нежелательный нагрев этой части изделия. Для устранения этого эффекта внутренняя поверхность дополнительных витков вторичной обмотки 6 (фиг. 4) выполняется конической, т. е. с переменным зазором (угол oi) с изделием в сторону увеличения зазора по мере удаления от нагреваемой части изделия. Предложенный .индуктор был испытан в лабораторных условиях.
Пруток вставляли в индуктор (частота 8000 Гц) и нагревали в течение 4 с до температуры 1200°С, после чего замачивали в воде. Замер твердости прилежащих к зоне нагрева А участков показал, что отпускная зона (переходная зона) составляла во всех случаях 25-28 мм. При аналогичных режимах нагрева в этом же индукторе, но без дополнительных частей вторичной обмотки, отпускная зона составляла 75-90мм, т.е. превосходила по величине допустимые требования на изделия и не отличалась стабильностью.
Создание стабильной переходной зоны между нагреваемой и ненагреваемой частями изделия позволяет использовать предлагаемый индуктор в автоматических линиях, например линии производства пальцев гусениц.
Формула изобретения
1.Индуктор для нагрева цилиндрических изделий, содержащий многовитковую первичную обмотку и вторичную обмотку, состоящую из соосно установленных основной и дополнительной частей, при этом основная часть в сечении имеет форму трапеции, обращенной больщим основанием к первичной обмотке, отличающийся тем, что, с целью улучшения качества термообработки за счет получения стабильной переходной зоны между нагреваемой и ненагреваемой частями, большее основание трапеции полностью пе рекрывает первичную обмотку, а дополнительная часть выполнена многовитковой, витки которой установлены с обеих сторон основной части.
2.Индуктор по п. 1, отличающийся тем, 0 что витки дополнительной части вторичной
обмотки установлены с зазором относительно основной части, сопряжены с ней по конической поверхности и имеют в сечении форму треугольника.
3.Индуктор по пп. 1 и 2 отличающийся 5 тем, что внутренняя поверхность витков дополнительной части вторичной обйотки выполнена конической.
4.Индуктор по п. 1, отличающийся тем, что витки дополнительной части соединены с основной частью вторичной обмотки и подключены к ней встречно.
Источники информации, принятые во внимание при экспертизе
1.Слухоцкий А. Е. и Рыскин С. Е. Индукторы для индукционного нагрева. «ЭнерS гия. Ленинградское отделение, 1974, рис. 10-14.
2.Авторское свидетельство СССР
№ 484259, кл. С 21 D 1/12; Н 05 В 5/18, 1973.
:ч
$1/2.2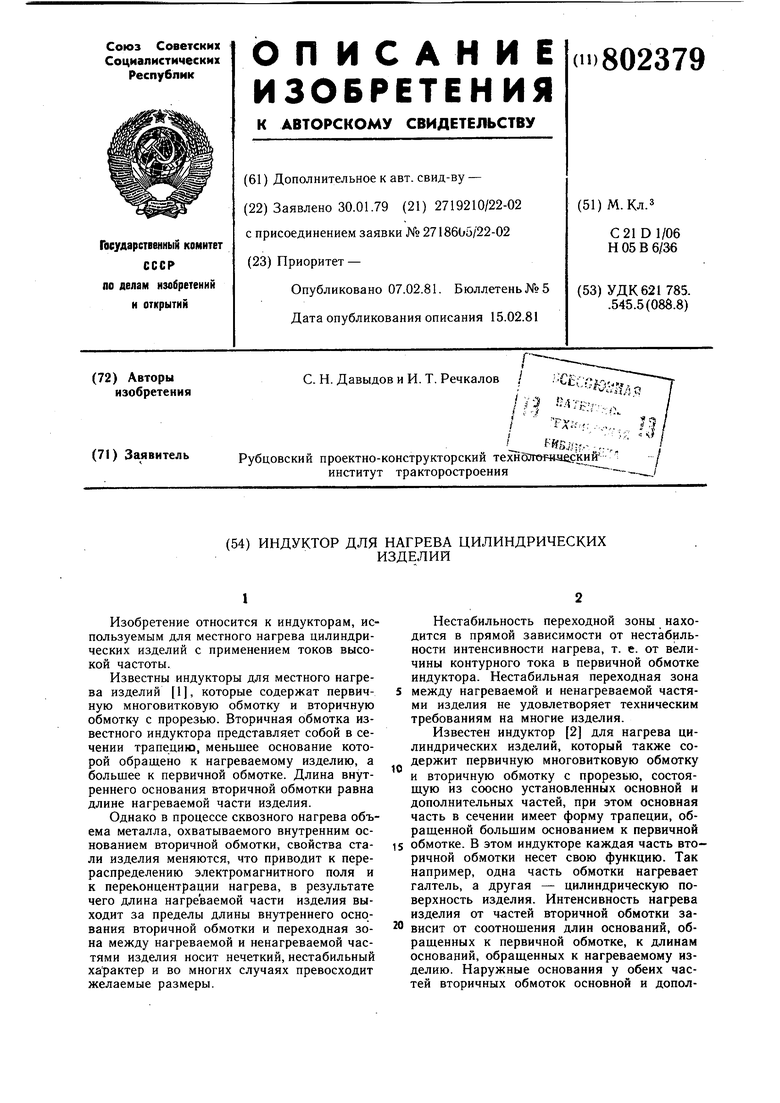

| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева цилиндрических деталей с галтелью | 1973 |
|
SU484259A1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| Устройство для индукционного нагрева зубчатых венцов | 1982 |
|
SU1070186A1 |
| УСТРОЙСТВО ВЫСОКОЧАСТОТНОГО НАГРЕВА, НАПРИМЕР, ПОЯСКА КОРПУСА СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2108691C1 |
| Устройство высокочастотного нагрева транспортируемых изделий преимущественно плоской формы | 1983 |
|
SU1077064A1 |
| Индуктор для нагрева поверхностей | 1980 |
|
SU936469A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, ОБЕСПЕЧИВАЮЩЕЕ ЗАДАННЫЙ ТЕМПЕРАТУРНЫЙ ПРОФИЛЬ | 2001 |
|
RU2214072C2 |
| Трансформатор высокой частоты | 1979 |
|
SU855749A1 |
| Установка для локального высокочастотногоНАгРЕВА дЕТАлЕй из пРОВОдящиХ МАТЕРиАлОВ | 1979 |
|
SU836822A1 |
| Устройство высокочастотного нагреваТРАНСпОРТиРуЕМыХ издЕлий, пРЕиМущЕСТВЕННОплОСКОй фОРМы | 1979 |
|
SU836823A1 |
/////// tLLllv .,1
6
8
Фиг. 5
