Настоящее изобретение относится к устройству для замены трубы, служащей для непрерывного литья, содержащему:
- раму, установленную на распределителе;
- огнеупорные детали, которые определяют границы литейного желоба для прохождения стали из распределителя к литейной форме для непрерывного литья, имеющей больший размер и меньший размер, причем эти огнеупорные детали состоят по меньшей мере из одной неподвижно закрепленной опоры и трубы, имеющей плиту в своей верхней части;
- средства создания давления, предназначенные для подведения плиты трубы к неподвижно закрепленной опоре;
- место введения новой трубы, место литья и место удаления изношенной трубы;
- направляющие средства, которые обеспечивают возможность прохождения новой трубы от места ее подвода к месту литья и прохождения изношенной трубы от места литья к месту удаления;
- приводные средства для осуществления прохождения новой трубы от места подвода к месту литья и прохождения изношенной трубы от места литья к месту удаления.
Оно в целом применимо для литья плоских заготовок, а точнее для литья тонких заготовок.
В установке для непрерывного литья, применяемой на сталеплавильном заводе, разливку стали осуществляют из ковша в распределитель и из распределителя в одну или более литейные формы. Для защиты стали от контакта с воздухом между распределителем и литейной формой сталь изолируют от атмосферы посредством погруженной огнеупорной трубы, жестко закрепленной у донной части распределителя, нижний конец которой опущен в литейную форму.
Эти трубы подвергаются износу и быстро закупориваются, в особенности в их нижней части. Этим ограничивается продолжительность ведения литья. С целью увеличения этого времени возникла идея такого устройства, которое обеспечивает возможность замены изношенной трубы на новую. По экономическим причинам предпочтительно производить замену трубы без прерывания процесса литья, то есть без подъема распределителя.
В этих устройствах, называемых устройствами для замены труб, труба в ее верхней части оснащена плитой; эта плита может быть прикреплена к трубе либо образует с ней единое целое. Такая плита может скользить на нижней стороне неподвижно закрепленной опоры распределителя, но с сохранением при этом плотного соединения. Весь узел, состоящий из трубы и связанной с ней плиты, далее просто называется трубой. Новую трубу вводят в изложницу рядом с изношенной трубой. Имеющиеся средства обеспечивают возможность проталкивания новой трубы к месту литья, в то время как изношенная труба выталкивается к другой стороне литейной формы.
Для обеспечения возможности замены трубы без подъема распределителя нижний конец новой трубы должен быть погружен в сталь, находящуюся в литейной форме, перед тем, как изношенная труба будет вытолкнута к месту ее удаления. Подобным же образом изношенная труба остается погруженной в сталь, когда она находится в месте, предназначенном для ее удаления.
Пример такого устройства известен из документа ЕРО 192019.
Такие хорошо известные устройства имеют ряд недостатков.
Необходимо, чтобы литейная форма была достаточно широкой с тем, чтобы рядом друг с другом могло быть размещено три трубы: в месте для новой трубы, в месте для трубы, которая находится в процессе литья, и в месте, которое изношенная труба займет после замены. В ряде случаев литейная форма не имеет достаточную ширину, поэтому должны использоваться иные, менее благоприятные процессы.
Для того, чтобы произвести замену трубы, обычно используют домкрат, толкающий новую трубу до уровня опирания ее плиты на плиту изношенной трубы. Это усилие непременно должно передаваться через плиты новой трубы и изношенной трубы. Иными словами, необходимо, чтобы эти плиты входили в соприкосновение друг с другом до касания нижних концов труб. В противном случае силы, оказываемые на конец труб, фактически вызывали бы их защемление и разрушение в скользящих поверхностях заменяемых труб. Таким образом, для надлежащего функционирования устройства необходимо, чтобы плиты имели длину, которая больше пространства, требуемого для конца трубы в направлении большого размера литейной формы. Это требование легко выполнимо в случае толстой заготовки. При этом труба фактически имеет приблизительно круглое компактное сечение, и плита легко может иметь длину больше, чем наружный диаметр трубы. С другой стороны, в случае литья тонкой заготовки литейная форма весьма узка. Для того, чтобы сохранить значительное проходное сечение, конец трубы должен быть весьма удлиненным в направлении большего размера литейной формы. Следовательно, плиты, обеспеченные в верхнем конце трубы, сами должны быть весьма удлиненными. Наряду с дополнительными затратами это приводит к увеличению требуемого для них пространства и к затруднениям, связанным с маневрированием трубой в уменьшенном объеме между нижней частью распределителя и литейной формой.
Для устранения этих недостатков возникла идея ввести промежуточную плиту между плитами труб. Такое устройство описано, например, в патенте WО 95/03906. Эта промежуточная плита эффективно обеспечивает уменьшение размера плит, однако она приводит к необходимости дополнительных манипуляций, к появлению опасности забывания про эту промежуточную плиту, а также к проблеме центровки.
Наконец, в процессе установки трубы ее конец должен быть введен в литейную форму, а затем погружен в сталь. Подобным же образом во время извлечения изношенной трубы ее нижний конец должен быть извлечен из стали, а затем из литейной формы.
В известных технических решениях эти процедуры обычно осуществляются вручную оператором, который удерживает и направляет трубу посредством клещей, возможно взаимосвязанных с опорами, выполненными для облегчения проведения операций. В случае толстых заготовок эти ручные операции выполняются относительно легко, поскольку имеется зазор в несколько сантиметров между трубой и краями литейной формы и поскольку корка отвержденной стали на стенке литейной формы является толстой и прочной и легко может выдержать удары трубой при проводимых вручную манипуляциях. В случае тонких заготовок проблема манипулирования становится критичной, поскольку зазор между трубой и стенками литейной формы уменьшается до нескольких миллиметров, а корка, отверждаемая в тонкой заготовке этого типа, весьма тонка и хрупка. Контакт трубы с этой коркой предполагает значительную опасность ее разрушения, что может привести к разрушению изложницы и прекращению процесса литья. Поэтому манипуляции должны быть весьма точными, если желательно не нанести удар трубой.
Итак, ручные манипуляции нереальны. Соответственно, необходимо использовать один или несколько весьма точных манипуляторов как для введения, так и для удаления трубы. Такие манипуляторы, помимо того, что они будут весьма дорогостоящими, также трудно будет разместить в рабочей зоне, которая мала и должна оставаться доступной для операторов. Настоящее изобретение относится именно к такому устройству для замены труб, которое позволяет устранить эти недостатки.
Согласно основному отличительному признаку изобретения место ввода, место литья и место удаления располагаются вокруг выпуклой цилиндрической поверхности, ось которой перпендикулярна большему размеру литейной формы, причем эта цилиндрическая поверхность образует периферию неподвижно закрепленной опоры.
Плита трубы имеет вогнутую цилиндрическую форму, которая согласуется с выпуклой цилиндрической поверхностью неподвижно закрепленной опоры с тем, чтобы сохранить плотное соединение между этими поверхностями в течение прохождения новой трубы от места введения к месту литья и прохождения изношенной трубы от места литья к месту удаления посредством вращательного движения вокруг оси цилиндрической плиты.
Неподвижно закрепленная плита преимущественно располагается по возможности ниже над литейной формой, так что круг, описываемый трубами в течение их вращения, по возможности мал. Благодаря этому отличительному признаку устройство может быть использовано даже тогда, когда ширина литейной формы в три раза меньше длины конца трубы. Фактически, поскольку введение новой трубы и удаление изношенной трубы осуществляют посредством вращательного движения, достаточно того, чтобы круговая траектория, описываемая концом трубы, не задевала край литейной формы. Замена трубы может быть осуществлена даже в узкой литейной форме без необходимости подъема распределителя. Может оказаться так, что, когда ширина литейной формы уменьшена, появляется возможность незначительного подъема распределителя, так что круговая траектория движения трубы не задевает кромок литейной формы при удерживании трубы в погруженном состоянии в месте ведения литья.
Плита трубы легко может быть выполнена значительно меньшей, чем конец трубы. Фактически радиус цилиндрической поверхности значительно меньше радиуса круга, описываемого концом трубы. Следовательно, достаточно, чтобы отношение длины плиты к длине конца трубы было таким же, как и отношение радиуса цилиндрической поверхности к кругу, проходящему концом трубы.
Наконец, преимущество заключается в том, что новая труба целиком находится вне стали и даже в целом вне литейной формы, когда занимает место для ввода, а изношенная труба целиком находится вне стали и даже в целом вне литейной формы, когда она занимает место для ее удаления.
Благодаря этому предпочтительному отличительному признаку во время ввода новой трубы и удаления изношенной трубы труба направляется самим устройством для замены труб. Такое придание направления осуществляется посредством вращения, создаваемого цилиндрической поверхностью неподвижно закрепленной опоры, на которой скользит вогнутая поверхность плиты трубы.
Устройство также обеспечивает возможность придания трубе бокового направления в литейной форме. Эти два направления придаются легко и весьма точно. Таким образом исключается весьма важная проблема манипулирования, а также отпадает необходимость использования дорогостоящего манипулятора, работа с которым затруднительна.
Изобретение касается способа замены трубы в распределителе для непрерывного литья на сталеплавильном заводе с тем, чтобы заменить изношенную трубу на новую, при этом новую трубу размещают в устройстве для замены трубы, затем подводят к месту литья, когда в то же самое время изношенную трубу выталкивают с места литья к месту ее удаления.
Способ отличается тем, что новую трубу размещают в устройстве для замены трубы, находящемся снаружи литейной формы, при этом новую трубу подводят к месту ведения литья посредством вращения вокруг горизонтальной оси, перпендикулярной большему размеру литейной формы, что позволяет осуществлять вращение изношенной трубы вокруг этой же самой оси, приводя изношенную трубу к месту ее удаления снаружи соответствующей литейной формы, причем центр вращения находится как можно ниже.
При затруднительных обстоятельствах, когда ширина литейной формы особенно мала, распределитель поднимают на достаточную высоту так, что круг, который может быть описан концом новой трубы в течение ее вращения, не задевает край литейной формы, причем без прекращения погружения в жидкую сталь литейной формы той трубы, которая находится в процессе литья;
- новую трубу размещают в устройстве для замены трубы;
- новую трубу подводят к месту литья посредством вращения, которое вызывает вращение изношенной трубы вокруг той же самой оси;
- изношенную трубу извлекают из устройства для замены труб;
- распределитель опускают в его нормальное положение ведения литья.
Этот способ обеспечивает возможность замены трубы в случае уменьшенной ширины литейной формы, причем без необходимости прерывания процесса литья.
Согласно предпочтительному варианту способа согласно изобретению новую трубу размещают в устройстве для замены трубы главным образом в горизонтальном положении, новую трубу подводят к ее положению ведения литья посредством поворота по существу на 90 градусов вокруг горизонтальной оси, что вызывает поворот изношенной трубы по существу на 90 градусов вокруг той же самой оси, а использованную или изношенную трубу извлекают из устройства для замены трубы фактически в горизонтальном положении.
Приводные средства предпочтительно состоят из ротора, установленного с возможностью вращения вокруг горизонтальной поверхности; этот ротор состоит из пальца, который толкает новую трубу под средства приложения давления.
Палец предпочтительно совершает возвратно-поступательное перемещение при подаче новой трубы.
Устройство предпочтительно имеет первые удерживающие средства, которые обеспечивают возможность удерживания новой трубы в месте ее введения, и вторые удерживающие средства, которые обеспечивают возможность удерживания изношенной трубы в месте ее удаления.
Направляющие и удерживающие средства предпочтительно конструируют так, чтобы обеспечить ввод новой трубы и удаление изношенной трубы в направлении, перпендикулярном большему размеру литейной формы.
Средства для приложения давления к плите предпочтительно передают радиальные силы к задней части плиты.
Края плит предпочтительно конструируют таким образом, чтобы обеспечить контакт прилегания, с тем чтобы не оставлять промежуток между двумя последовательными плитами в течение прохождения соединения противоположно литейному отверстию.
Цилиндрическая плита предпочтительно имеет средства блокировки вращения относительно рамы.
Другие отличительные признаки и преимущества настоящего изобретения будут очевидны из нижеследующего описания примера его осуществления со ссылками на прилагаемые чертежи.
На фиг. 1 представлено устройство для замены трубы согласно изобретению в продольном разрезе;
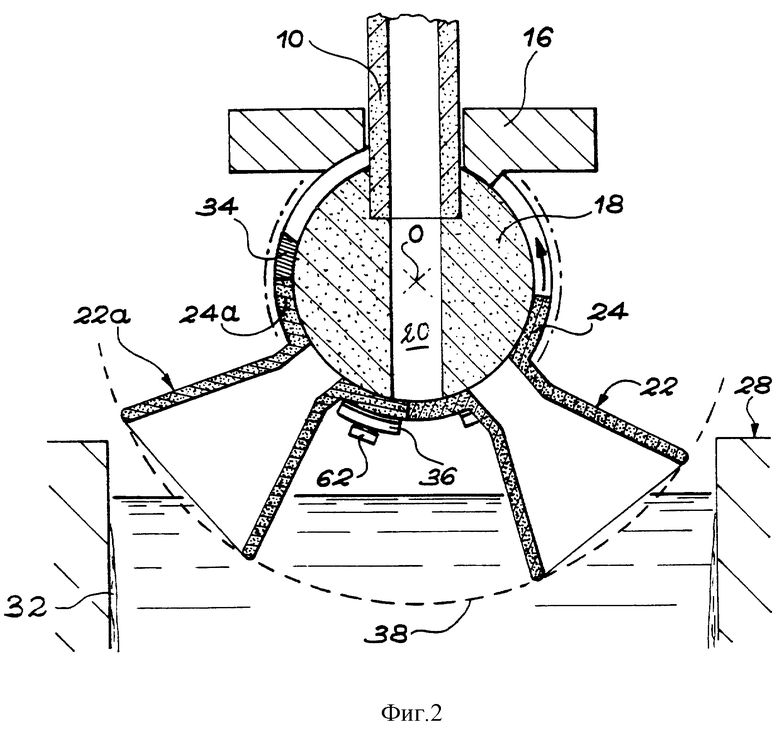
фиг. 2 - устройство во время замены трубы в продольном разрезе;
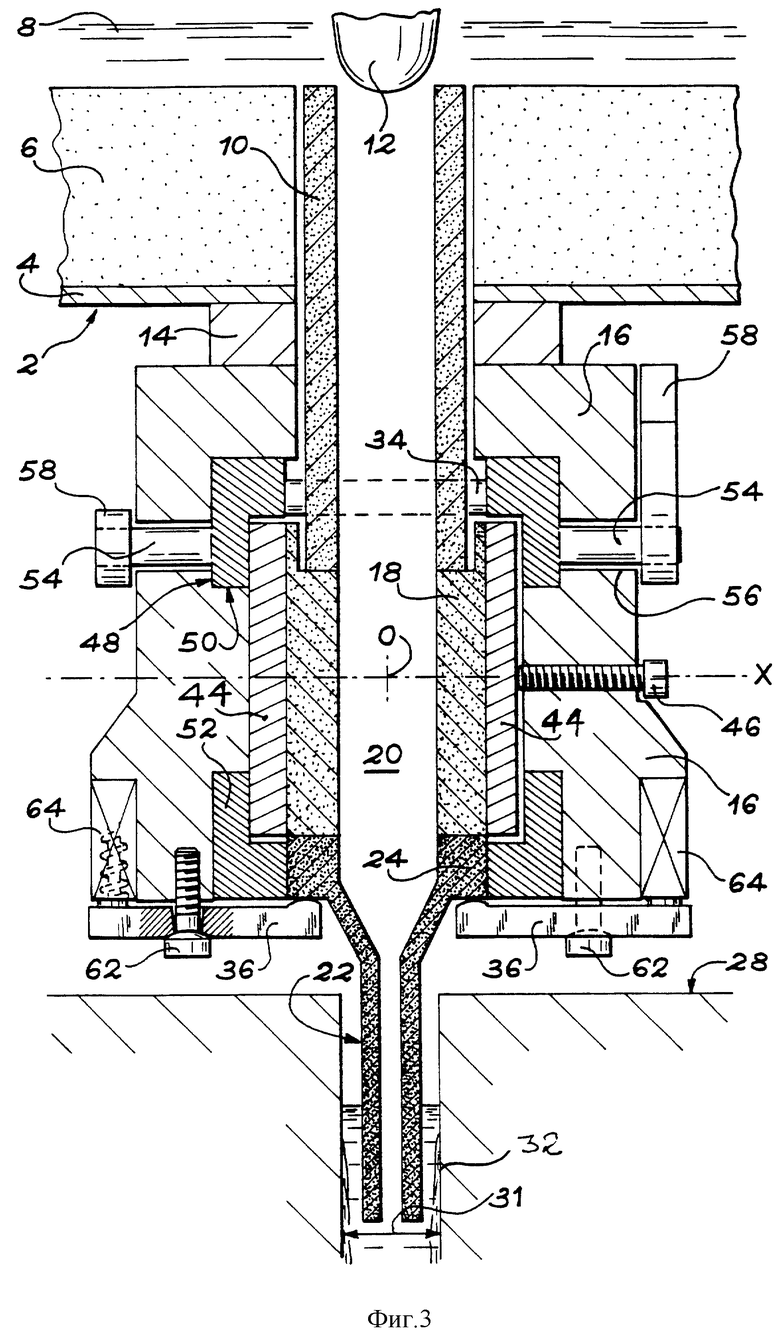
фиг. 3 - устройство согласно изобретению в разрезе.
Распределитель, в целом обозначенный позицией 2, показан лишь частично. Он состоит из нижней стенки 4, выполненной из стали, покрытой слоем огнеупорного материала 6. В распределителе находится расплавленная сталь 8. Через донную часть распределителя 2 проходит внутреннее сопло 10, которое обеспечивает возможность прохождения расплавленной стали 8. Управление потоком стали, проходящим через внутреннее сопло 10, может осуществляться стопорным штоком 12 или скользящим устройством, установленным между нижней частью распределителя и трубой, подлежащей замене (устройство не показано).
Фиксирующая или базовая плита 14 жестко закреплена под нижней плитой 4 распределителя. Нижняя рама 16 устройства для замены трубы согласно изобретению закреплена под базовой плитой 14. Неподвижно закрепленная опора 18 установлена в раме 16. Эта неподвижно закрепленная опора представляет собой цилиндр из огнеупорного материала, имеющий в своей верхней части гнездовое соединение 19, которое обеспечивает возможность ввода нижнего конца внутреннего сопла 10. В неподвижно закрепленной опоре выполнено отверстие 20, являющееся продолжением канала внутреннего сопла 10. Центр неподвижно закрепленной опоры 18 обозначен буквой О. Труба, обозначенная позицией 22, установлена в нижней части неподвижно закрепленной опоры 18. Труба 22 в своей верхней части имеет вогнутую плиту 24, которая плотно прилегает к неподвижно закрепленной опоре 18. Обеспечены средства приложения давления, например, домкрат 36, предназначенные для подведения плиты 24 трубы 22 к неподвижно закрепленной опоре 18.
Длина нижнего конца трубы обозначена позицией 26.
Литейная форма 28 расположена под устройством для замены трубы; ее больший размер обозначен позицией 30 и обычно называется шириной. Литейная форма содержит расплавленную сталь 8, все еще находящуюся в жидком состоянии и затвердевающую только при контакте со стенками литейной формы, которые охлаждаются водой с тем, чтобы образовать корку 32.
На фиг. 1 вторая труба, обозначенная позицией 22a, размещена на цилиндрической поверхности опоры 18. Труба 22a представляет собой новую трубу, предназначенную для замены трубы 22. С этой целью в изобретении созданы средства приведения в движение, предназначенные для перемещения новой трубы 22a от места введения, показанного на фиг. 1, к месту литья, которое представляет собой место трубы 22, и для одновременного перемещения трубы 22 от места литья к месту 22b ее удаления. В представленном варианте осуществления изобретения средства приведения в движение состоят из поперечного бруса 34, воздействующего на верхний край плиты 24a новой трубы. Брус 34 подсоединен к ротору 48, который имеет возможность поворота на той же самой оси, которая является осью неподвижно закрепленной опоры. В средства приведения в движение также входит домкрат 37, установленный под базовой плитой 14, которая обеспечивает возможность приведения в действие бруса 34.
На фиг. 2 показаны новая труба 22a и изношенная труба 22 во время замены. Можно видеть, что только нижний конец новой трубы 22a, который целиком находился вне расплавленной стали 8 в литейной форме и даже вне литейной формы 28 в положении ввода, которое показано на фиг. 1, не погружен в сталь, когда труба располагается в положении литья. В место 22a подвода и в место 22b удаления труба подводится без прижима к цилиндрической поверхности опоры 18. Давление постепенно прилагается тогда, когда труба проходит от места 22a введения к месту литья. Давление постепенно сбрасывается, когда труба проходит от места литья к месту 22b удаления. Плита 24a новой трубы проникает под устройства, один конец которых приводится в действие упругими средствами, например пружинами, а другой конец, который виден на фиг. 2, подводится к обратной стороне плит 24, 24a труб. Конец устройства для приложения давления оказывает радиальное воздействие на плиты 24, 24a и 24b труб, иными словами, действие предпочтительно направлено к центру О неподвижно закрепленной опоры 18. Таким образом, очевидно, что устройство для замены трубы, выполненное согласно изобретению, как и устройство согласно известному уровню техники обеспечивает три положения, то есть положение для ввода новой трубы, положение для литья и положение для удаления изношенной трубы. Однако в противоположность известному уровню техники, когда трубы располагаются в соответствующем положении, они не параллельны друг другу, а расположены радиально от неподвижно закрепленной опоры 18. Как можно видеть на фиг. 2, изношенная труба 22 уже частично покинула литейную форму, когда в эту форму поступает новая труба 22a. Для облегчения работы устройства достаточно, чтобы круг 38, описываемый точкой труб 22, 22a и 22b, наиболее удаленной от центра О неподвижно закрепленной опоры 18, не задевал угол 40 литейной формы 28. В том случае, если круг 38 задевает угол 40, имеется возможность несколько приподнять распределитель на расстояние 42 (см. фиг. 1), при этом труба 22 должна оставаться еще погруженной в расплавленную сталь 8 литейной формы. Посредством подъема распределителя центр О неподвижно закрепленной опоры 18 поднимается, а следовательно, поднимается расположение круга 38 для исключения столкновения. На фиг. 3 показано устройство для замены трубы в поперечном разрезе, выполненное согласно изобретению. Цилиндрическая опора 18 удерживается между двумя плитами из изолировочного огнеупорного материала 44, который может составлять единое целое с опорой 18. Плиты 44 на их наружной поверхности, а возможно, и на обеих поверхностях могут иметь металлическую оболочку. Винт 46 или какие-либо другие блокировочные средства обеспечивают возможность удержания двух плит 44 и цилиндрической опоры 18 с прилеганием к раме 16. Ротор 48 с возможностью вращения установлен на цилиндрических несущих поверхностях 50 рамы 16. Ротор 48 состоит из двух боковых плит 52, соединенных друг с другом посредством поперечного бруса 34, образующего толкающий палец, который приводит в движение новую трубу в течение ее размещения. В выполнении, представленном в качестве примера, каждое положение плит 52 обеспечивается штоком 54, который проходит через отверстие 56 в раме 16. Два пальца 34 подсоединены к несущей вилке 58, которая сама по себе неразрывно связана со штоком домкрата 37. Домкрат 37 представляет собой домкрат двойного действия. Он тянет и толкает вилку 58 с тем, чтобы сообщить пальцу 34 поворотное движение в одном и другом направлении. Во время этого движения две оси 54 описывают дугу окружности, составляющую приблизительно 90o, вокруг оси X-X цилиндрической опоры 18. Для этого домкрат 37 шарнирно закреплен относительно базовой плиты на оси 60 с тем, чтобы обеспечить ее угловой зазор. Можно заметить, что отверстие 20, выполненное в цилиндрической опоре 18, может быть цилиндрическим, как показано в примере осуществления конструкции, однако оно также может быть конусным. В этом случае литейный желоб на входе в трубы 22 имеет соответствующую расходящуюся форму с тем, чтобы сохранить непрерывность сечения литейного желоба.
С другой стороны, имеются средства для обеспечения неподвижности цилиндрической опоры 18 в смысле ее поворота относительно рамы 16. Фактически она подвергаются сравнительно значительным силам поворота, оказываемым фрикционными силами плит 24 труб в течение их вращения.
На фиг. 3 показан пример выполнения средств приложения давления к плите 24 и трубе, например, обозначенной позицией 22. Эти средства состоят из устройств 36, шарнирно закрепленных в их центральной части на винтах 62 со сферической головкой, и крепятся к раме 16. На наружный конец устройства 36 действуют пружины 64. На нижний конец, который может иметь вогнутую форму, то есть согласуется с наружной поверхностью плит 24, устройства 36 оказывают радиальное воздействие, направленное к оси X-X цилиндрической опоры 18. Создана по меньшей мере одна пара устройств приложения давления, предпочтительно несколько пар, с тем чтобы обеспечить приложение силы, распределенной по плите 24.
Боковые плиты 52 ротора 48 преимущественно имеют диаметр, который больше диаметра неподвижно закрепленной опоры 18, с тем, чтобы служить в качестве боковой направляющей для трубы. Одна из боковых плит 52 ротора 48 имеет два углубления, то есть углубление для введения новой трубы и углубление для удаления изношенной трубы. Эти углубления сконструированы таким образом, чтобы обеспечить ввод новой трубы и извлечение изношенной трубы через поверхность литейной формы, иными словами, чтобы обеспечить подвод этой трубы к месту ввода и извлечения трубы с места удаления посредством смещения в направлении, перпендикулярном большему размеру 30 литейной формы (см. фиг. 1) (параллельно оси цилиндра).
Созданы удерживающие средства, предназначенные для удерживания новой трубы 22a в месте ее ввода. Эти средства состоят из тарельчатой плиты 66, расположенной с одной стороны рамы. С другой стороны рамы образован лишь один выступ или захват, расположенный у нижнего положения трубы для обеспечения ее ввода. Идентичные задерживающие средства образованы в зоне удаления для удерживания изношенной трубы в месте ее извлечения.
Это устройство действует следующим образом. Когда необходимо заменить трубу, то есть труба, которая находится в месте введения литья, изношена или закупорена, процесс начинается с подвода новой трубы 22a к месту ее ввода, показанному на фиг. 1.
В этот момент приводной палец 34 располагается в верхней части неподвижно закрепленной плиты 18 в непосредственной близости от внутреннего сопла 10. Ввод новой трубы 22a может быть выполнен так, как показано в описанном примере выполнения конструкции, вдоль передней поверхности литейной формы, что обеспечивает легкое манипулирование трубой. Но в варианте выполнения конструкции также возможен ввод новой трубы по другому направлению, то есть радиально относительно неподвижно закрепленной плиты. При этом необходимо обеспечить задерживающие средства, предназначенные для этого нового направления. В том случае, когда новая труба 22a находится в надлежащем месте в задерживающих средствах, приводится в действие домкрат 37, который начинает оказывать тянущее усилие на вилку 58, 54 справа налево согласно фиг. 1 для того, чтобы ротор 48 совершал вращение в направлении против часовой стрелки. Следует заметить, что вилка 58 распределяет усилие от домкрата по двум осям 54 так, что силы действуют симметрично. Приводной палец 34 толкает плиту 24a новой трубы 22a. Упомянутая плита 24a предпочтительно плотно соприкасается с плитой изношенной трубы 22 так, что между ними нет промежутка, который делал бы возможным прохождение расплавленной стали. Можно заблаговременно перекрыть литейный желоб посредством стопорного штока 12. Принимая во внимание отсутствие промежутка между плитами, можно также осуществить замену труб без перекрытия литейного желоба.
Когда изношенная труба 22 достигает положения 22b ее удаления, она заменяется новой трубой 22a, и разливка металла может продолжаться обычным образом. Время, которое необходимо, это время, идущее на удаление изношенной трубы 22b, удерживаемой удерживающими средствами, которые были описаны ранее. После этого устройство 37, в частности домкрат, приводится в действие в другом направлении для возвращения пальца 34 в его начальное положение. После этого цикл можно начинать снова, чтобы вновь произвести замену на новую трубу.
Изобретение относится к металлургии и касается непрерывной разливки стали в кристаллизатор через трубу. Устройство для замены трубы, установленное на распределителе непрерывного литья, содержит огнеупорные детали, ограничивающие разливочный канал, по меньшей мере одну неподвижно закрепленную опору и трубу. Приводные средства перемещают новую трубу из позиции ввода в позицию литья, а изношенную трубу из позиции литья в позицию удаления. Неподвижно закрепленная опора имеет цилиндрическую выпуклую поверхность с осью, перпендикулярной большему размеру кристаллизатора. Труба в своей верхней части снабжена вогнутой плитой. Упомянутая плита имеет цилиндрическую вогнутую форму, которая соответствует цилиндрической выпуклой поверхности неподвижно закрепленной опоры. Средства создания механического давления прижимают плиту трубы к неподвижно закрепленной опоре так, что плита скользит под давлением с сохранением герметичности контакта между выпуклой и вогнутой поверхностями. Изобретение упрощает процесс замены трубы, не требует дорогостоящих манипуляторов. 3 с. и 8 з.п.ф-лы, 3 ил.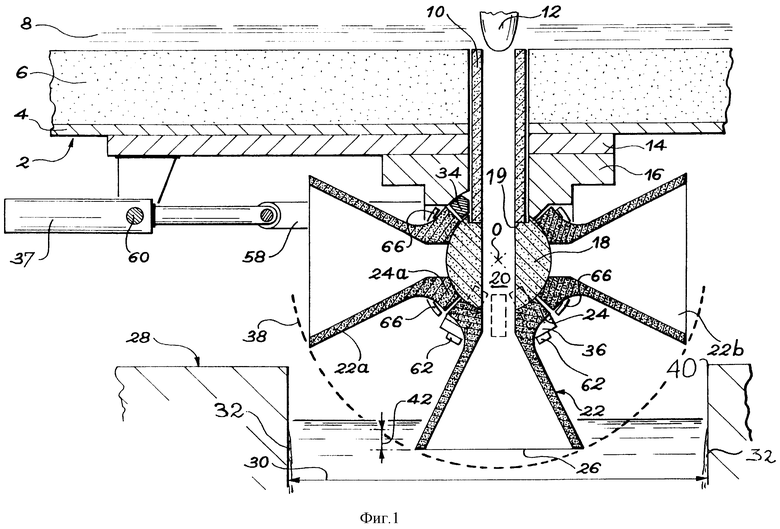
| СПОСОБ СЕНСИБИЛИЗАЦИИ ГАЛОГЕНОСЕРЕБРЯНЫХ ФОТОГРАФИЧЕСКИХ ЭМУЛЬСИЙ | 0 |
|
SU192019A1 |
| Способ обработки древесины хвойных пород | 1972 |
|
SU442515A1 |
| WO 9503906 A, 27.08.1986 | |||
| СПОСОБ РАБОТЫ ЭНЕРГОУСТАНОВКИ И ЭНЕРГОУСТАНОВКА | 1989 |
|
RU2027881C1 |
| Patent Abstracts of Japan, vol 16, N 208, (M-1249) JP 04-33771 A, 05.02.1992 | |||
| Устройство для защиты струи металлаиз КОВшА пРи НЕпРЕРыВНОй РАзлиВКЕМЕТАллОВ | 1979 |
|
SU846077A1 |

