Изобретение относится к промежуточному разливочному ковшу, предназначенному для осуществления непрерывного литья, использующимся на сталеплавильном заводе и снабженным, по меньшей мере, одним устройством для замены труб, при этом подобное устройство содержит установленный на промежуточном разливочном ковше корпус, огнеупорные элементы конструкции, которые образуют литейный канал для прохождения расплавленной стали от промежуточного разливочного ковша к кристаллизатору для непрерывной разливки, причем упомянутые огнеупорные элементы конструкции включают, по меньшей мере, одну закрепленную пластину и трубу с выполненной на ее верхнем конце пластиной, средства для создания давления с целью прижима пластины трубы к закрепленной пластине, в результате чего поверхности этих пластин образуют переходную плоскость, при этом в устройстве предусмотрены положение для установки новой трубы, положение для осуществления разливки и положение для выталкивания изношенной трубы, направляющие средства, позволяющие перемещать новую трубу из положения ее первоначальной установки в положение для осуществления разливки и перемещать изношенную трубу из положения для осуществления разливки в положение для ее удаления, и исполнительные средства для перемещения новой трубы из положения ее первоначальной установки в положение для осуществления разливки и перемещения изношенной трубы из положения для осуществления разливки в положение для ее последующего удаления.
Аналогичное устройство описано также в материалах патентной заявки Франции, зарегистрированной под номером 9505504. Это устройство демонстрирует ряд преимуществ по сравнению с другими известными устройствами подобного типа, например, описанными в документе ЕР 019219. Тем не менее это известное устройство имеет недостаток, состоящий в необходимости выполнения цилиндрических поверхностей скольжения на закрепленной пластине, а также на пластине трубы. Для обеспечения высокой герметичности пластин на практике оказывается необходимым обеспечивать практически идентичные радиусы кривизны цилиндрических поверхностей для закрепленной пластины и пластины трубы, что, естественно, создает заметные трудности при машинной обработке. Более того, эти пластины подвергаются значительным температурным воздействиям в процессе разливки и при этом нет никакой гарантии того, что деформации, возникающие при тепловом расширении, будут иметь один и тот же характер по всей периферийной части пластин, в результате чего может происходить потеря герметичности в местах сопряжения между этими пластинами.
Кроме того, хорошо известно, что литейный канал в подобном устройстве обычно находится под более низким давлением по сравнению с атмосферным. Во избежание засасывания в литейный канал воздуха, что может вызывать химические изменения и деградацию качества стали, обычно предусматривается использование, по меньшей мере, одного желобка, который выполняется вокруг всего литейного канала в одной из подвижной или закрепленной пластин, при этом упомянутый желобок заполняется нейтральным газом под давлением, например аргоном, таким образом, чтобы при возникновении эффектов засасывания происходило засасывание в литейный канал именно нейтрального газа, который не вызывает ухудшения качества стали. Следует отметить, однако, что выполнение подобного желобка на цилиндрических поверхностях пластин посредством машинной обработки является сложным и дорогостоящим.
Изобретение относится к промежуточному разливочному ковшу, снабженному устройством для замены труб, который обладает всеми преимуществами описанного выше устройства, но одновременно не имеет его недостатков.
В соответствии с основным принципом настоящего изобретения переходная плоскость выполняется под углом, отличным от нуля по отношению к горизонтали, при этом новая труба перемещается скользящим образом из положения ее первоначальной установки в положение для осуществления разливки и изношенная труба перемещается скользящим образом из положения для осуществления разливки в положение ее удаления по переходной плоскости вдоль траектории, которая, по крайней мере, частично является непрямолинейной, а совокупность параметров, включающих угол наклона (α) переходной плоскости, размеры элементов конструкции и траектории перемещения, задана таким образом, чтобы трубы в процессе их замены не касались литейной формы.
Использование наклонной переходной плоскости в комбинации с непрямолинейным перемещением труб создает возможность задавать в достаточно широком диапазоне исходное и конечное положения труб, т.е. обеспечивать преимущество, вся важность которого может быть оценена после изучения нижеприведенных данных.
В соответствии с предпочтительным вариантом выполнения изобретения пластины труб снабжаются передней фиксирующей поверхностью и задней фиксирующей поверхностью, причем передние и задние поверхности определяются по отношению к направлению замены труб, при этом передняя фиксирующая поверхность пластины новой трубы приводится в непосредственный контакт с задней фиксирующей поверхностью пластины изношенной трубы с целью проталкивания последней в направлении положения ее удаления и замены ее новой трубой в положении для осуществления разливки.
В соответствии с другим предпочтительным вариантом выполнения изобретения кристаллизатор для непрерывной разливки имеет больший размер, а прямая горизонтальная линия переходной плоскости является параллельной этому большему размеру кристаллизатора. Последнее обеспечивает максимальный диапазон перемещения трубы внутри литейной формы.
В соответствии с еще одним предпочтительным вариантом выполнения изобретения замена труб осуществляется посредством кругового скользящего перемещения относительно центра О в переходной плоскости. Осуществление перемещения посредством поворота обеспечивает определенное преимущество, поскольку подобное перемещение легко организовать механическим путем.
В соответствии с частным вариантом выполнения изобретения центр О кругового перемещения располагается несколько выше уровня, на котором литейный канал проходит через переходную плоскость. Такая конфигурация создает возможность устанавливать новую трубу вне кристаллизатора и только после этого производить ее ввод посредством поворота внутрь литейной формы, причем используемая труба, находящаяся внутри литейной формы, будет извлекаться из нее в результате этого же поворота. Подобная конфигурация оказывается, в частности, довольно удобной для кристаллизаторов, предназначенных для изготовления слябов, имеющих продолговатую форму, что позволяет перемещать трубу в продольном направлении внутри кристаллизатора.
В соответствии с другим частным вариантом выполнения изобретения центр О кругового перемещения располагается ниже уровня, на котором литейный канал проходит через переходную плоскость. Такая конфигурация, в частности, оказывается в наибольшей степени удобной для кристаллизаторов, предназначенных для изготовления крупных заготовок с поперечными сечениями в виде квадрата или близкими к нему по виду. В подобных кристаллизаторах наличие возможности по замене погруженной трубы без подъема самого промежуточного разливочного ковша означает, что новая труба могла бы предварительно устанавливаться непосредственно рядом (например, продольно) с используемой трубой. Учитывая небольшие размеры по ширине самого кристаллизатора, последнее предполагает, что новая труба должна быть наклонена таким образом, чтобы ее конец располагался в центре кристаллизатора в непосредственной близости от конца используемой трубы.
В соответствии с еще одним частным вариантом выполнения изобретения переходная плоскость, образованная между закрепленной пластиной и пластиной трубы, ориентируется вертикальным образом. При этом ее вертикальная плоскость располагается предпочтительным образом параллельно главной оси кристаллизатора. Такая конфигурация, которая обеспечивает перемещения трубы практически вдоль главной оси кристаллизатора, оказывается особенно удобной для кристаллизаторов, предназначенных для изготовления тонких слябов.
В соответствии с другим частным вариантом выполнения изобретения устройство для замены труб устанавливается на боковой части промежуточного разливочного ковша, а не под этим промежуточным разливочным ковшом, как это обычно принято. Подобная конфигурация позволяет уменьшить изгиб литейного канала. Она также позволяет обеспечить свободное пространство над устройством для замены труб для целей выполнения различных механических операций. Следует также отметить, что в условиях непрерывной разливки стали обычно предусматривается использование устройства для регулировки потока расплавленной стали, например, в виде стопорного стержня или золотника. Согласно изобретению создаются новые возможности для объединения конструкций трубы и устройства для перекрывания золотника. В частности, в соответствии с одним из вариантов выполнения изобретения промежуточный разливочный ковш снабжен перемещаемой скользящим образом заслонкой, установленной между этим ковшом и устройством для замены труб.
В соответствии с еще одним частным вариантом выполнения изобретения пластины труб снабжаются прямолинейными фиксирующими поверхностями, причем эти фиксирующие поверхности расположены в секторе с центром О, образующем по отношению к этому центру угол, величина которого соответствует величине угла поворота пластин в процессе замены труб. Такое выполнение позволяет осуществлять эффективное проталкивание двух труб в процессе их замены и исключает возможность возникновения какого-либо зазора между их фиксирующими поверхностями в условиях, когда скользящее перемещение по переходной плоскости обеспечивается поворотом.
Если упомянутое скользящее перемещение не является полностью результатом поворота, фиксирующие поверхности пластин труб выполняются предпочтительным образом в виде вогнутых или выпуклых, в форме дуги окружности поверхностей, при этом передняя фиксирующая поверхность устанавливаемой пластины совмещается с задней фиксирующей поверхностью расположенной перед ней удаляемой пластины, и эти фиксирующие поверхности поддерживаются в непосредственном контакте на протяжении значительного расстояния для практически полного перекрывания литейного отверстия, по крайней мере, в те моменты времени, когда фиксирующие поверхности в процессе замены труб проходят через отверстие закрепленной пластины. Подобная конфигурация позволяет проталкивать две пластины/трубы в процессе их замены с одновременным непрерывным перекрыванием литейного отверстия.
В системе для замены труб литейный канал обычно выполняется перпендикулярным по отношению к переходной плоскости, образуемой между закрепленной пластиной и подвижной пластиной трубы. Если эта переходная плоскость располагается вертикальным образом или в положении, близком к вертикальному, то это означает, что литейный канал в области между верхним контейнером и входной частью закрепленной пластины имеет изогнутую форму. Эта изогнутая форма литейного канала может вызывать появление ряда недостатков. Так, с одной стороны в местах изгибов может увеличиваться износ литейного канала. С другой стороны, наличие изгибов может способствовать образованию отложений, например окислов, и вызывать тем самым засорение литейного канала.
Для хотя бы частичного устранения этих недостатков литейный канал в соответствии с частным вариантом выполнения изобретения выполняется проходящим через переходную плоскость под определенным углом для максимального уменьшения влияния вышеупомянутых эффектов, связанных с изгибом литейного канала.
Действительно, при пересечении литейным каналом переходной плоскости, образованной закрепленной пластиной и подвижной пластиной трубы, под определенным углом оказывается возможным приблизить ось литейного канала еще ближе к вертикальному положению и посредством этого уменьшить влияние вышеупомянутых эффектов, связанных с изгибами литейного канала.
В соответствии с частным вариантом выполнения изобретения литейный канал выполнен пересекающим переходную плоскость под углом наклона, являющимся дополнительным к углу наклона α переходной плоскости относительно горизонтали, благодаря чему литейный канал имеет прямолинейную форму по всей его длине.
В то же самое время изобретение связано с закрепленной пластиной устройства для замены труб, которым оснащается промежуточный разливочный ковш в соответствии с изобретением, а также с узлом пластина/труба устройства для замены труб в соответствии с изобретением.
Изобретение относится также к трубе, предназначенной для использования совместно с устройством для замены труб. Эта труба содержит собственно трубу и пластину, образующую переходную плоскость и адаптированную для целей ее совмещения с закрепленной пластиной устройства для замены труб. При этом в тех случаях, когда труба установлена в положение для осуществления разливки, переходная плоскость оказывается расположенной под углом (α) к горизонтали.
Другие преимущества и признаки изобретения станут более понятными после ознакомления с приводящимся ниже со ссылками на сопутствующие чертежи подробным описанием различных вариантов выполнения, приведенных в качестве иллюстраций.
На фиг. 1 показано поперечное сечение устройства согласно предпочтительному варианту выполнения изобретения;
на фиг.2 - устройство для замены труб, согласно фиг.1 в аксонометрии;
на фиг.3 и 4 - виды спереди устройства для замены труб, показанные также на фиг.1 и 2;
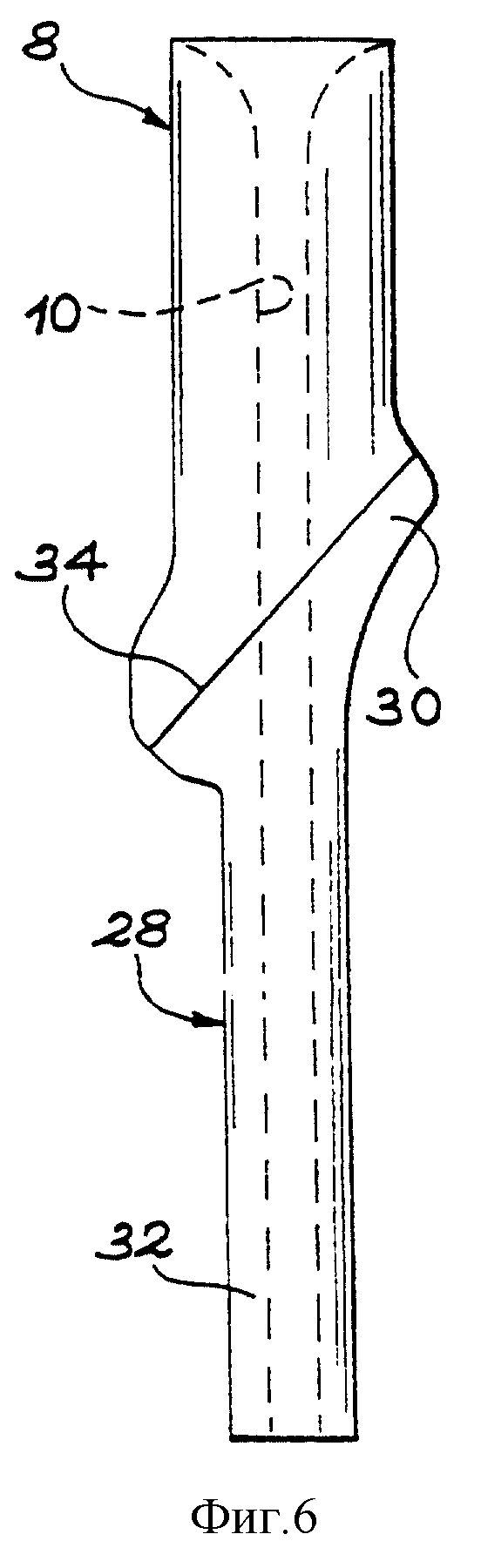
на фиг. 5 и 6 соответственно приведены вид спереди и вид сбоку на устройство согласно другому варианту выполнения изобретения, в котором центр поворота расположен ниже уровня прохождения литейным каналом переходной плоскости;
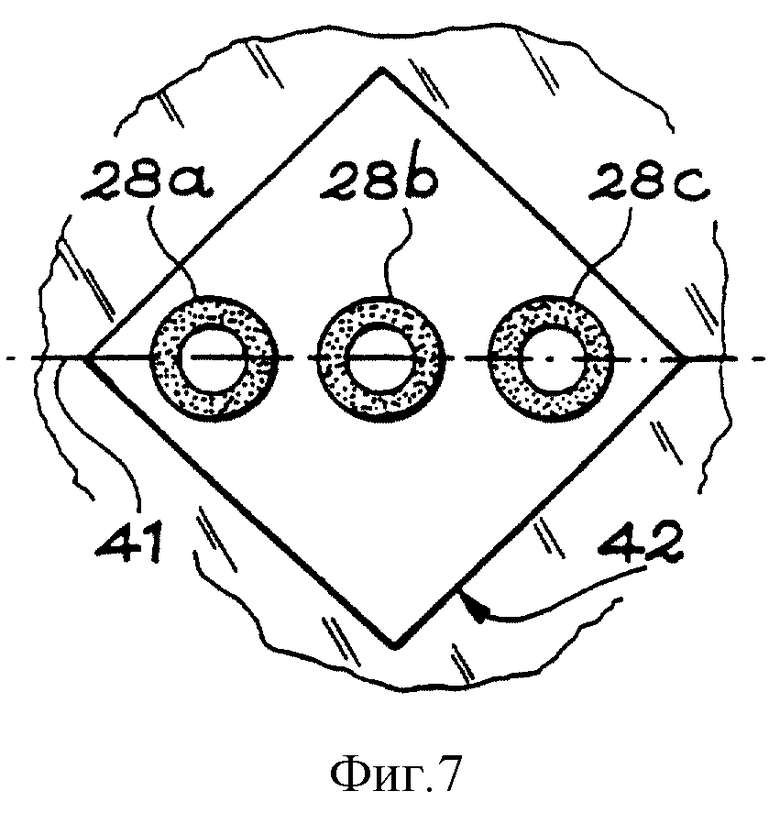
на фиг.7 - вид сверху на литейную форму, предназначенную для изготовления больших заготовок;
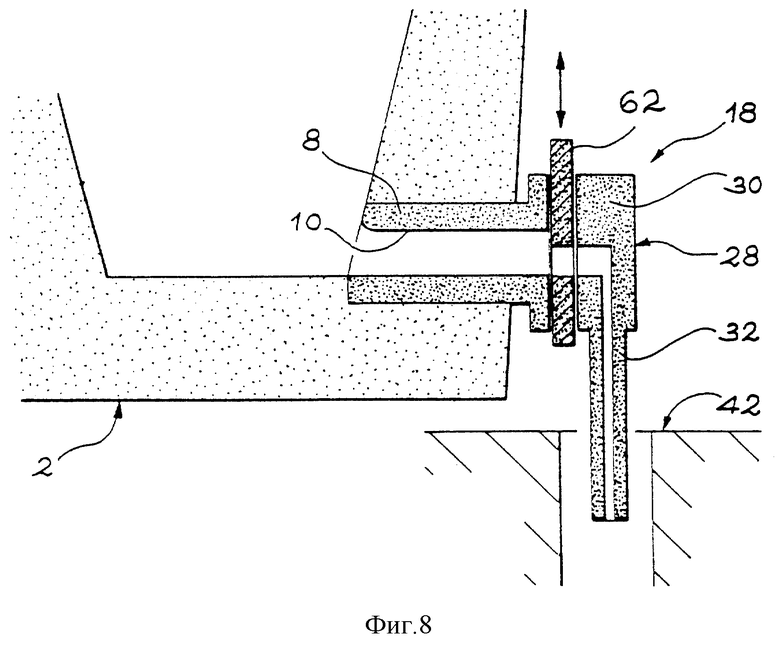
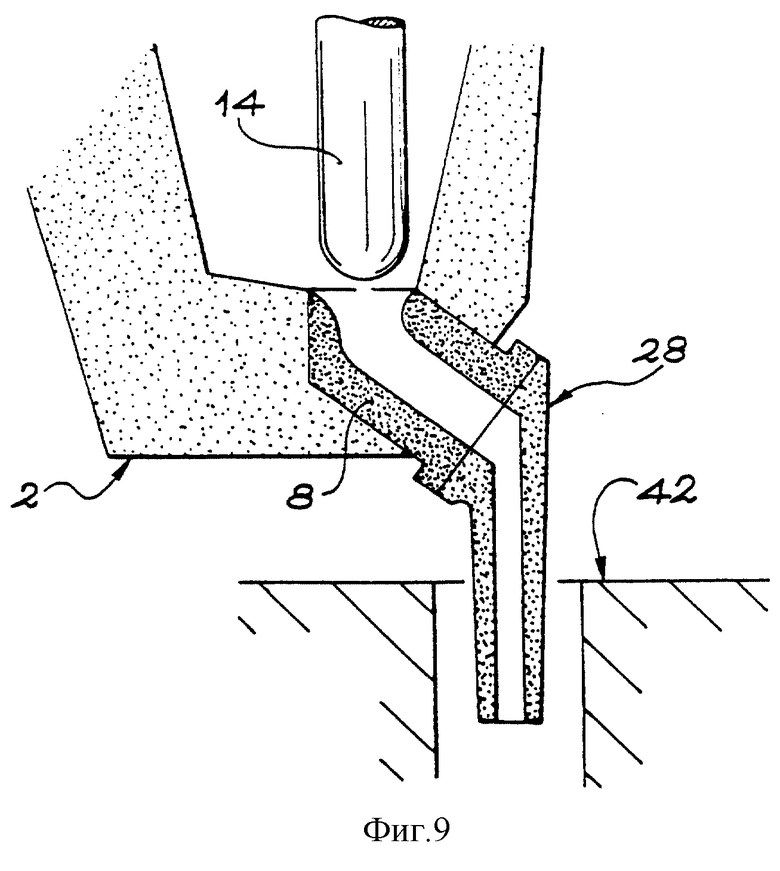
на фиг.8 и 9 - два варианта выполнения изобретения, когда устройство для замены труб устанавливается на боковой части промежуточного разливочного ковша;
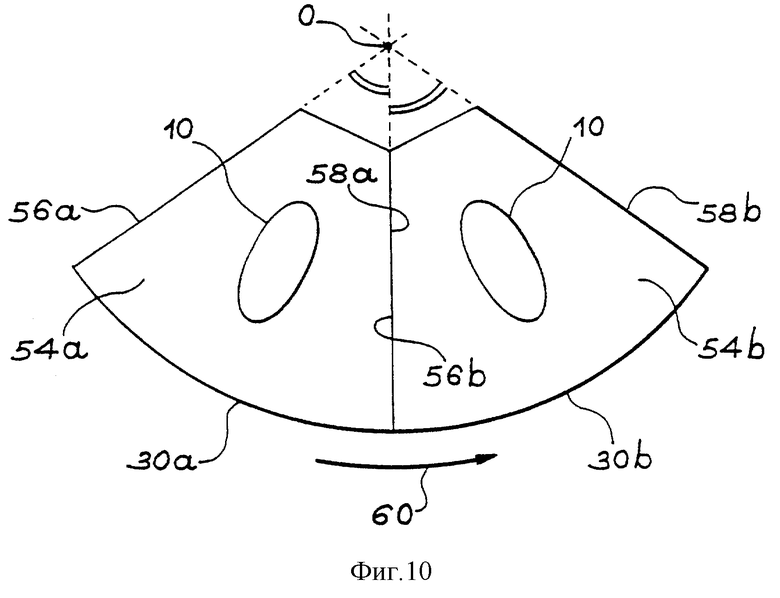
на фиг.10 - вид, показывающий форму пластин в случае, когда круговое перемещение является результатом поворота относительно центра О;
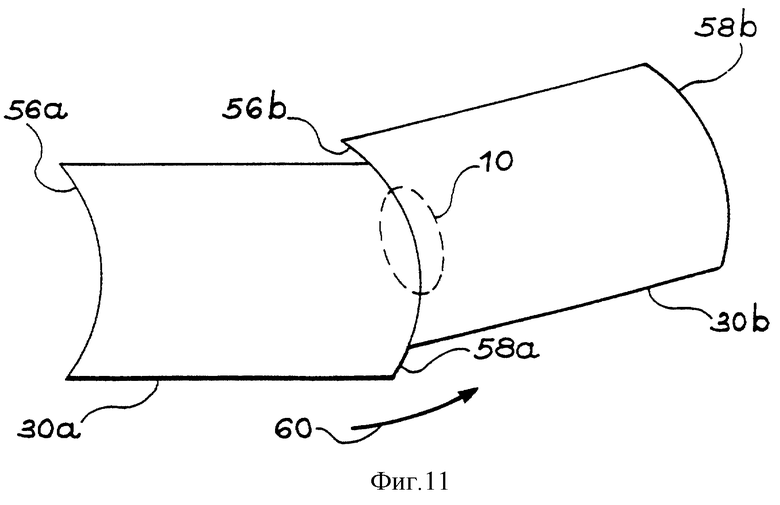
на фиг. 11 - вид (в переходной плоскости), показывающий форму пластин в случае, когда перемещение не является результатом одного лишь кругового поворота.
На фиг. 1 показан промежуточный разливочный ковш, обозначенный в общем случае цифрой 2 и содержащий толстую нижнюю стальную стенку 4, покрытую слоем огнеупорного материала 6. Элемент конструкции 8, выполненный из огнеупорного материала и называемый в рамках данной заявки закрепленной пластиной, проходит перпендикулярно через нижнюю стенку 4 и слой огнеупорного материала 6. Закрепленная пластина 8 образует выполненный в ее центральной части литейный канал 10. На ее верхней части предусмотрено посадочное место для установки стопорного стержня 14, который обеспечивает возможность регулирования потока расплавленной стали, проходящего из промежуточного разливочного ковша 2 в литейный канал 10. Под нижней стенкой промежуточного разливочного ковша установлена нижняя пластина 16. Устройство для замены труб, конструкция которого обозначена в целом цифрой 18, установлено под нижней пластиной 16.
Устройство для замены труб 18 содержит корпус 20, неподвижно установленный под нижней пластиной 16. В этом корпусе располагается закрепленная в разливочном ковше пластина 8. Для этих целей эта пластина снабжена плоской поверхностью 22, с помощью которой она фиксируется в корпусе 20. Ротор 24 установлен в корпусе 20 с возможностью поворота в подшипниках 26. Этот ротор 24 обеспечивает фиксацию узла пластина/труба 28, состоящего из пластины 30 и трубы 32. Закрепленная пластина 8 и пластина 30 узла пластина/труба 28, каждая, снабжены рабочей поверхностью. Эти рабочие поверхности находятся в непосредственном контакте друг с другом и образуют переходную плоскость 34. Пластина 30 прижимается к закрепленной пластине 8 за счет приложения к ней давления, создаваемого средствами 36. В показанном на фиг.1 примере выполнения эти средства для создания давления состоят из шести элементов со сферической головкой 38, прижимающихся к пластине 30 пружинами 40. Литейный канал 10 проходит через узел пластина/труба для обеспечения возможности передачи расплавленной стали из промежуточного разливочного ковша 2 в кристаллизатор 42, в который введена труба 32.
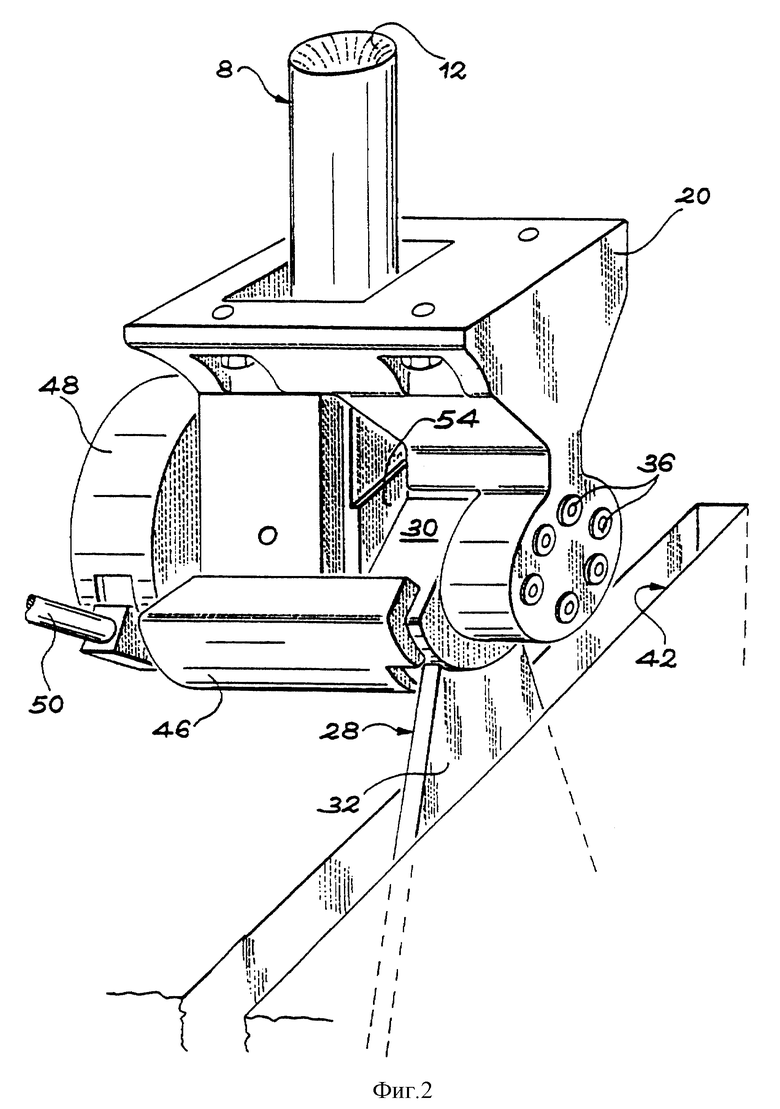
На фиг.2 показано устройство для замены труб, в аксонометрии, показанное также на фиг.1. При этом промежуточный разливочный ковш 2 и нижняя пластина 4 на фиг.2 не показаны.
Из фиг.2 хорошо видно, что пластина 30 практически имеет форму сектора с углом приблизительно 90o по отношению к центру. В показанном на фиг.2 примере выполнения труба 32 имеет вытянутую форму, поскольку она используется с кристаллизатором 42, предназначенным для изготовления тонких слябов с узким сечением.
На фиг. 2 показана также работа исполнительных средств, которые обеспечивают перемещение новой трубы из положения ее первоначальной установки (см. также фиг. 3) в положение для осуществления разливки, показанное на фиг.1 и 2, а также перемещение изношенной трубы из положения для осуществления разливки в положение ее последующего удаления (см. также фиг.4). Эти исполнительные средства состоят из выталкивателя 46, имеющего поперечное сечение угловой формы, соответствующее величине угла пластины 30. Выталкиватель 46 выполняется в виде неразъемного компонента конструкции совместно с шарнирным рычагом 48, который закрепляется на роторе 24. Шарнирный рычаг 48 механически связан с обеспечивающим его поворот домкратом 50. Цилиндр домкрата 50 закреплен на нижней пластине 16, а его шток соединен с шарнирным рычагом 48.
Направляющие средства, позволяющие выполнять перемещение новой трубы из положения ее первоначальной установки в положение для осуществления разливки и изношенной трубы из положения для осуществления разливки в положение ее удаления с одной стороны, снабжены рабочей поверхностью, которая представлена переходной плоскостью закрепленной пластины 8, а с другой стороны, снабжены элементами со сферическими головками 38 средств для приложения давления 36. Благодаря наличию этих средств, рабочая поверхность пластины 30 может скользящим образом перемещаться по поверхности переходной плоскости, оставаясь в то же время надежно прижатой к этой поверхности за счет создания достаточного для этих целей усилия, что позволяет обеспечивать необходимую герметичность при прохождении расплавленной стали.
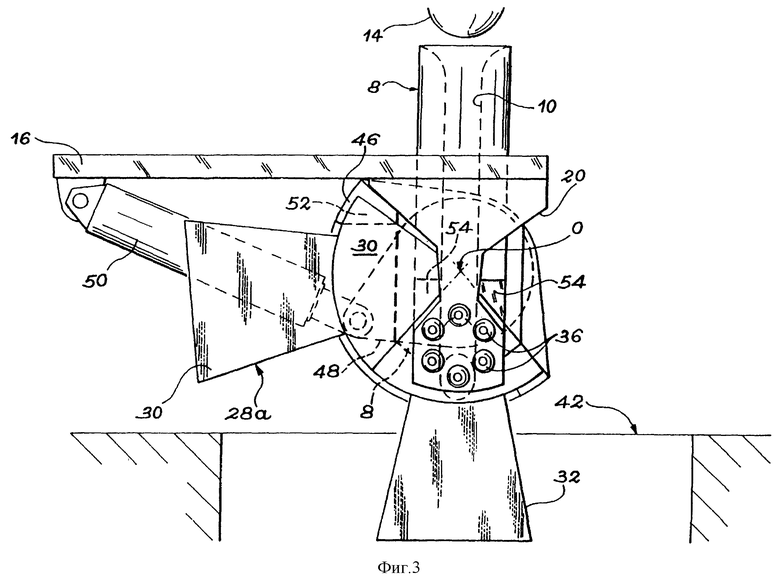
На фиг. 3 и 4 приведены виды спереди на устройство для замены труб, показанное также на фиг.1 и 2. На фиг.3 новый узел пластина/труба 28а показан в положении его первоначальной установки (в левой части фиг.3). Первоначально он устанавливается в ротор вдоль направления, перпендикулярного переходной плоскости. Выталкиватель 46 снабжен поверхностью предварительной установки 52, на которой первоначально устанавливается пластина 30 узла 28а. В то же самое время рабочая поверхность закрепленной пластины 8, вид спереди на которую приведен на фиг. 3 и 4, не полностью перекрывается пластиной 30 узла пластина/труба, когда последняя устанавливается в положение для осуществления разливки. При этом перекрытие не обеспечивается для двух зон, обозначенных на фиг.3 цифрами 54. Зона 54, расположенная в левой части рабочей поверхности закрепленной пластины 8 (в соответствии с ситуацией, представленной на фиг. 3), образует направляющую поверхность, которая обеспечивает возможность эффективного выравнивания рабочей поверхности пластины 30 новой трубы по отношению к переходной плоскости. Зона 54, расположенная в правой части рабочей поверхности закрепленной пластины, задает направление для изношенной трубы при ее удалении из системы.
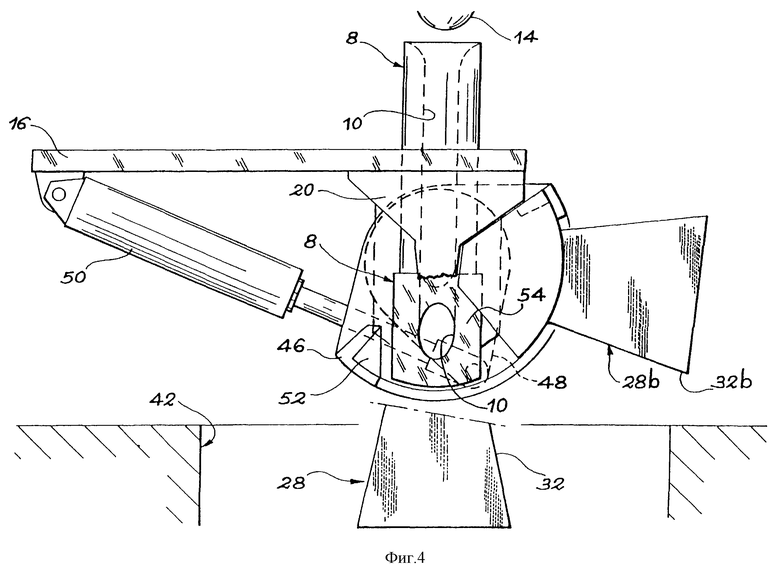
Фиг. 4 практически является аналогичной фиг.3, за тем лишь исключением, что новая труба на ней показана уже установленной в рабочем положении, а изношенная труба показана в положении ее удаления 28b. Для перехода от положений труб, показанных на фиг.3, к положениям труб, показанным на фиг.4, шарнирный рычаг 48 повернут на угол, по величине соответствующий углу замены труб или, другими словами, по величине, соответствующей углу, образуемому сектором, в котором расположена пластина 30. Когда новая труба переходит из положения ее первоначальной установки в положение для осуществления разливки, она не касается края кристаллизатора 28. Это же утверждение справедливо и для случая, когда труба переходит из положения для осуществления разливки в положение ее удаления.
В соответствии с основным принципом изобретения переходная плоскость 34 выполняется под углом α к горизонтали. В примере реализации, показанном на фиг.1-4, величина угла наклона α составляет 90o. Другими словами, переходная плоскость 34 в этом случае располагается вертикально. В то же самое время новая труба перемещается из положения ее первоначальной установки в положение для осуществления разливки, а изношенная труба перемещается из положения для осуществления разливки в положение ее удаления в результате скользящего перемещения по переходной плоскости вдоль траектории, которая, по крайней мере, частично является непрямолинейной. В примерах исполнения, показанных на фиг. 1-4, эта траектория носит круговой характер с центром в точке О. Точка О является центром поворота, относительно которого происходит поворот ротора 24. Одновременно она является той точкой, где обеспечивается пересечение продолжений фиксирующих поверхностей пластин 30. Подобный вариант выполнения имеет преимущество, заключающееся в том, что он может быть просто реализован механическим путем. Подобный подход оказывается очень удобным, в частности, для изготовления литых тонких слябов, поскольку он обеспечивает точное задание направления для трубы внутри кристаллизатора. Он также позволяет вставлять новую трубу в ротор, минуя поток расплавленной стали, и, также минуя поток расплавленной стали, производить окончательное извлечение из системы изношенной трубы. В рамках этого примера исполнения переходная плоскость 34 выполняется параллельной большему размеру литейной формы.
На фиг.10 показаны рабочие поверхности 54а и 54b для двух пластин 30а и 30b (для целей большей наглядности на этих чертежах трубы не показаны). Каждая из пластин 30а и 30b соответственно снабжена задней фиксирующей поверхностью 56а, 56b и передней фиксирующей поверхностью 58а, 58b. Передние 58 и задние 56 фиксирующие поверхности определяются относительно направления 60 замены пластин. При этом является очевидным тот факт, что передняя фиксирующая поверхность 58а пластины 30а пребывает в непосредственном контакте с задней фиксирующей поверхностью 56b пластины 30b. Эти поверхности полностью сопряжены друг с другом. Они совмещаются друг с другом без образования какого-либо зазора, в который в процессе замены пластин мог бы вытекать расплавленный металл. Фиксирующие поверхности 56 и 58 пересекаются в центре О кругового перемещения, реализуемого при замене пластин. Удлиненная эллиптическая форма сечения литейного канала 10 на уровне, где он пересекается с переходной плоскостью 34, также показана на фиг.10. Эта удлиненная форма сечения является результатом задания определенного угла наклона (соответствующего 45o в примере, показанном на фиг.1-4), под которым литейный канал пересекает переходную плоскость. Следует также отметить, что центр О кругового перемещения располагается в данном случае выше того уровня, на котором литейный канал 10 пересекает переходную плоскость.
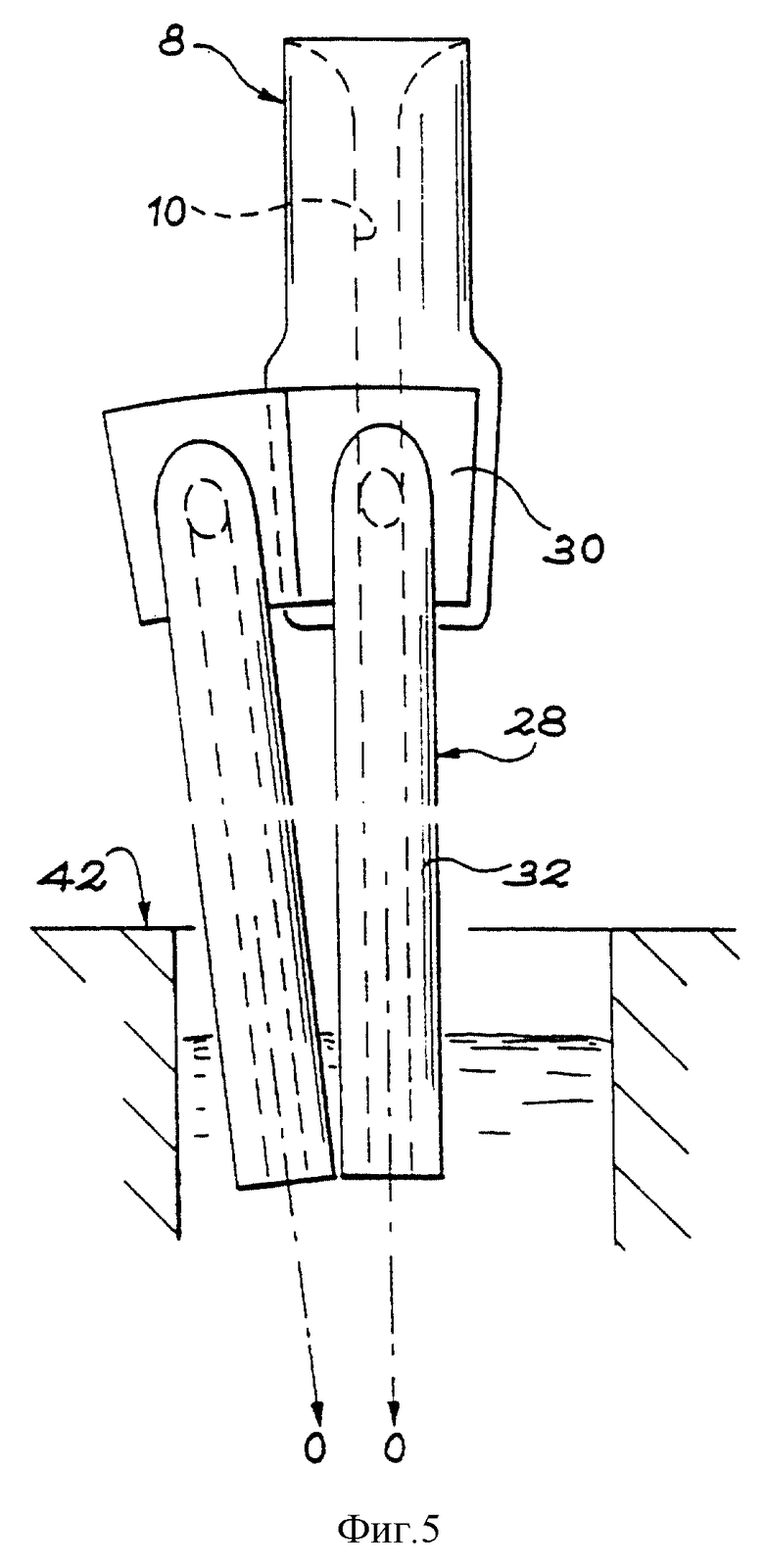
На фиг.5 и 6 показан еще один вариант выполнения изобретения. Переходная плоскость 34 выполнена наклонно по отношению к горизонтали, под углом α, преимущественно равным 45o. Этот угол является дополнительным к углу, под которым литейный канал 10 пересекает переходную плоскость. В результате этого обеспечивается прямолинейная форма литейного канала 10 по всей его длине. В противоположность варианту выполнения, показанному на фиг.1-4, центр поворота О в данном случае располагается ниже уровня, на котором литейный канал проходит через переходную плоскость 34. Поскольку угол замены пластин является сравнительно небольшим, точка О на фиг.5 не показана. Этот вариант выполнения оказывается удобным для кристаллизаторов с квадратным поперечным сечением (имеются в виду кристаллизаторы для изготовления крупных литых заготовок), как это показано на фиг.7. Горизонтальная прямая линия переходной плоскости 34 в этом случае является параллельной большему размеру кристаллизатора 28, который на фиг.7 представлен ее диагональю. В результате этого новая труба 28а и труба, находящаяся в положении разливки, 28b располагаются внутри кристаллизатора в одно и то же время. При этом замена трубы может осуществляться без подъема распределительного устройства, последнее посредством перемещения трубы 28а в положение для осуществления разливки, а трубы 28b в положение ее удаления 28с.
На фиг. 8 показан вариант выполнения, в котором устройство для замены труб 18 установлено на боковой части распределительного устройства 2, а не под ним, как это обычно принято. Подобная конструкция позволяет уменьшить изгиб литейного канала 10. Она также обеспечивает наличие большего свободного пространства для установки механизма устройства для замены труб. И, наконец, между рабочей поверхностью закрепленной пластины 8 и рабочей поверхностью закрепленной пластины 30 узла пластина/труба 28 может быть установлена перемещаемая скользящим образом пластина 62. Эта перемещаемая скользящим образом пластина 62 регулирует поток расплавленного металла и не требует традиционно используемого для этих целей стопорного стержня.
Другой вариант выполнения изобретения показан на фиг.9. В этом случае устройство для замены труб также установлено на боковой части распределительного устройства. Литейный канал 10 выполняется наклонным относительно горизонтали, что создает возможность уменьшить угол изгиба этого литейного канала в области узла пластина/труба 28. В рамках этого примера выполнения для целей регулирования потока расплавленного металла, поступающего в кристаллизатор 42, использован стопорный стержень 14.
Как и в случае на фиг.10, на фиг.11 показаны рабочие поверхности двух пластин 30а и 30b в том виде, в котором они видны в переходной плоскости 34. Пластины 30а и 30b снабжены фиксирующими поверхностями в форме дуг окружности. Задние фиксирующие поверхности 56а и 56b имеют форму вогнутой дуги окружности. Передние фиксирующие поверхности обозначены цифрами 58а и 58b. Передняя фиксирующая поверхность 58а пластины 30а совмещается с задней фиксирующей поверхностью 56b пластины 30b. Профили этих поверхностей являются совершенно одинаковыми, без образования зазора, таким образом, чтобы расплавленный металл не мог вытекать наружу при замене пластин. Таким образом, пластины 30а и 30b совмещаются между собой и могут смещаться относительно друг друга для того, чтобы отследить любой профиль, задаваемый адаптируемыми направляющими. Этот профиль может включать прямолинейные элементы, круговые элементы или элементы кривых различного типа. Передняя фиксирующая поверхность 58а пластины 30а остается в непосредственном контакте с задней фиксирующей поверхностью 56b пластины 30b на протяжении значительного расстояния для полного перекрывания литейного отверстия 10, по крайней мере, в те моменты времени, когда фиксирующие поверхности 58а и 56b в процессе замены труб проходят это литейное отверстие 10.
Изобретение относится к металлургии и предназначено для непрерывной разливки металла. Устройство для замены труб содержит корпус, установленный под промежуточным разливочным ковшом, по меньшей мере, одну закрепленную пластину и трубу, снабженную выполненной на ее верхнем конце пластиной, средства, предназначенные для прижима трубы к закрепленной пластине, при этом в результате непосредственного контакта их поверхностей образуется переходная поверхность, которая наклонена на угол α по отношению к горизонтали. Новая труба перемещается из положения ее предварительной установки в положение для осуществления разливки, а изношенная труба перемещается из положения для осуществления разливки в положение ее удаления посредством скользящего перемещения по переходной поверхности вдоль траектории, которая, по крайней мере, частично является непрямолинейной. Использование изобретения обеспечивает упрощение устройства, повышение его надежности и герметичности. 4 с. и 10 з.п. ф-лы, 11 ил.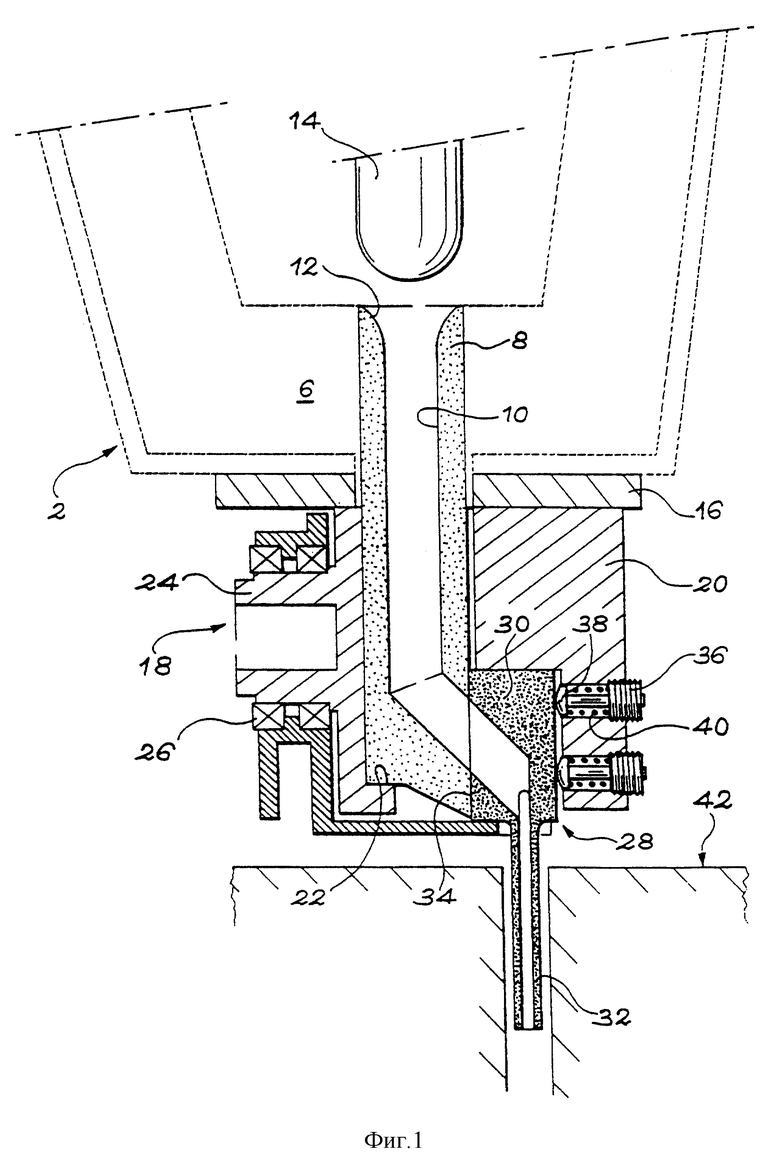
| СПОСОБ СЕНСИБИЛИЗАЦИИ ГАЛОГЕНОСЕРЕБРЯНЫХ ФОТОГРАФИЧЕСКИХ ЭМУЛЬСИЙ | 0 |
|
SU192019A1 |
| Способ обработки древесины хвойных пород | 1972 |
|
SU442515A1 |
| FR 2064123, 20.08.1971 | |||
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ДАТЧИК ДАВЛЕНИЯ | 1993 |
|
RU2065592C1 |
| WO 9503906 A, 09.02.1995 | |||
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
RU2016699C1 |

