Изобретение относится к скользящему затвору шиберного типа с бесцементным швом между затвором и выпускным отверстием металлургического агрегата, такого, например, как кислородный конвертер. Изобретение в особенности предназначено для использования со скользящим затвором шиберного типа, состоящим из по меньшей мере одной неподвижной огнеупорной плиты, отверстие в которой в общем совмещено с выпускным отверстием, по меньшей мере одной подвижной огнеупорной плиты с отверстием, средства, подобного пневмоцилиндру для перемещения подвижной плиты относительно неподвижной плиты с целью регулирования струи жидкого металла путем регулирования взаимного перекрывания отверстий в неподвижных и подвижных плитах, и средства для прижимания подвижной плиты к неподвижной плите для обеспечения как статического, так и динамического уплотнения между плитами.
Скользящие затворы шиберного типа хорошо известны. В большинстве из них неподвижная плита шиберного затвора крепится цементным раствором к концу выпускного отверстия, который располагается снаружи металлургического агрегата. Для этой цели конец выпускного отверстия покрывают цементом, а неподвижную плиту прижимают к этому концу.
В связи с эрозией огнеупорных плит, главным образом в результате движений скользящего затвора, возникает необходимость в периодической замене огнеупорных плит. Такая замена требует разрушения цементного шва, за которым следует очистка наружной поверхности отверстия с целью удаления цемента, служившего для крепления заменяемой использованной плиты. Обычно для такой очистки пользуются молотком и зубилом. В заключение надо получить новый цементный шов для крепления к выпускному отверстию новой плиты.
Этот известный способ осложняется рядом недостатков. В процессе очистки наружной поверхности выпускного отверстия рабочим приходится работать в условиях высоких температур. Обычно нет возможности в достаточной степени охладить металлургический агрегат, поскольку такое охлаждение может потребовать значительного количества времени, которое должно быть отнесено к простоям агрегата. Кроме того, очистка выпуска влечет за собой риск повреждения отверстия, что приведет к сокращению срока его полезной службы. Кроме того, после нанесения цементного раствора для нового шва необходимо, чтобы отверстие в неподвижной плите было быстро и точно поставлено на место с первой попытки, поскольку цементный раствор в условиях высокой температуры выпускного отверстия быстро схватывается. Если плита будет установлена неправильно, придется полностью переделывать весь шов (т.е. взламывать, очищать и вновь наносить раствор).
Эти недостатки усугубляются в случае конвертеров, для которых перерыв в работе влечет за собой потерю производительности. Таким образом, возникает потребность в сведении к минимуму времени, требующегося для очистки. Это еще более ухудшает условия работы, в особенности из-за того, что размеры шиберных затворов на конверторах гораздо больше, чем затворов на других металлургических устройствах (например, ковшах и промежуточных разливочных устройствах), и поскольку конвертеры в отличие от других устройств невозможно убрать с рабочей площадки.
Шиберный затвор описан также в патенте Франции 2436923, в котором предлагают затвор с твердой запорной плитой, имеющей отверстие для пропуска металла. Запорная плита располагается между двумя другими плитами, верхней плитой и нижней опорной плитой, к которой прикреплено выпускное сопло или трубка. В устройстве такого типа верхняя плита является рабочей плитой в том, что при каждом скользящем движении запорной плиты запорная плита трется о нижнюю поверхность верхней плиты. В соответствии с этим нижняя поверхность верхней плиты довольно быстро истирается, что вызывает необходимость замены верхней плиты при каждой смене запорной плиты.
Целью настоящего изобретения является предложение скользящего затвора шиберного типа и способа применения такого затвора, позволяющего разрешить описанные выше проблемы.
Эти цели достигаются согласно настоящему изобретению за счет того, что выпускное отверстие металлургического агрегата имеет соединительную поверхность, соединяемую с неподвижной запорной плитой клапана. Неподвижная плита имеет соединительную поверхность вокруг отверстия, подготовленную к совмещению с соединительной поверхностью выпуска. Предусмотрены прижимающие средства в форме пружин или тому подобного, которые прижимают соединительную поверхность неподвижной плиты к неподвижной поверхности выпуска таким образом, чтобы обеспечить непроницаемость шва между этими двумя поверхностями без использования раствора, соединительного цемента, волокон, адгезива или иных дополнительных уплотняющих средств.
Поскольку непроницаемость достигается просто за счет взаимного прижатия двух соединительных поверхностей, исчезает необходимость цементации шва или в применении других дополнительных уплотнительных средств, таких как волоконная набивка или адгезив, как требуется согласно сложившейся практике. В результате нет необходимости очищать выпуск после удаления старой неподвижной плиты и закреплять раствором новую неподвижную плиту. Это влечет за собой значительную экономию времени и позволяет избежать нахождения рабочих в тяжелых, высокотемпературных рабочих условиях. Кроме того, способ более надежен, поскольку в отличие от сложившейся практики риск переделки дефектного соединительного шва сводится к минимуму или вообще отсутствует.
Предпочтительно, чтобы соединительная поверхность выпуска агрегата и соединительная поверхность неподвижной плиты были плоскими. Хотя эта характеристика не является обязательной, плоскостность этих двух поверхностей облегчает установку и удаление неподвижной плиты, допуская взаимное скольжение соединительных поверхностей выпуска и неподвижной плиты в процессе установки или удаления плиты.
В предпочтительном варианте реализации соединительная поверхность выпуска включает круглую огнеупорную плиту. Когда требуется замена этой плиты, ее заменяют между двумя разгрузочными циклами, когда металлургический агрегат пуст и сталь не течет. Таким образом, сталь не может попасть между этой соединительной плитой и неподвижной плитой. Этого нет в случае верхней плиты из патента Франции 2436923. Распыленная сталь может проникнуть между неподвижной верхней плитой и запорной плитой при манипулировании ею в присутствии стали. Предпочтительно применение средств, предназначенных для облегчения установки и/или удаления по меньшей мере неподвижной плиты, путем надвигания соединительной поверхности плиты в совмещенное положение с плоской соединительной поверхностью. Эти средства, облегчающие установку и/или удаление, могут быть представлены по меньшей мере одной боковой направляющей поверхностью, расположенной с той стороны, с которой вставляют неподвижную плиту, причем эта поверхность эффективно продлевает соединительную поверхность выпуска, чтобы предварительно обеспечить направленность неподвижной плиты относительно соединительной поверхности выпуска. В идеале уровень направляющей поверхности в точности совпадает с уровнем соединительной поверхности. Однако из-за наличия допустимых производственных отклонений это невозможно. Таким образом уровень направляющей поверхности не вполне совпадает с соединительной поверхностью выпуска (т.е. отклонение двух поверхностей от точного совмещения находится в пределах производственных допусков) и для облегчения установки неподвижной плиты на соединительную поверхность выпуска предлагается наклонная поверхность.
Предпочтительно, чтобы средства для прижатия неподвижной плиты к соединительной поверхности выпуска с целью обеспечения непроницаемости были сконструированы таким образом, чтобы действовать в процессе надвигания при установке или удалении по меньшей мере неподвижной плиты, чтобы стирать любые неровности, которые могут присутствовать на этих поверхностях. Средства перемещения при установке и/или удалении неподвижной плиты, скользящей по соединительной поверхности выпуска являются предпочтительно теми же, что и средства для перемещения подвижной плиты относительно неподвижной плиты в процессе использования затвора для регулирования струи расплавленного металла.
Предпочтительно устройство, являющееся предметом настоящего изобретения, состоит из кожуха; несущей рамы для неподвижной плиты; несущей рамы для подвижной плиты; средства, подобных пневмоцилиндру для перемещения несущей рамы подвижной плиты, которые являются упомянутыми выше средствами для перемещения подвижной плиты; и средств для соединения вместе несущей рамы неподвижной плиты и/или корпуса или несущей рамы подвижной плиты.
Соединительные средства могут быть представлены установленным на несущей раме неподвижной плиты двухпозиционным замком, причем в первой позиции замок фиксирует несущую раму неподвижной плиты относительно корпуса и во втором положении замок фиксирует указанную раму относительно несущей рамы подвижной плиты. Средства перемещения несущей рамы подвижной плиты имеют диапазон действия, позволяющий перемещать узел, состоящий из двух рам, достаточно далеко, чтобы вывести неподвижную плиту из сферы воздействия нажимных средств, прижимающих неподвижную плиту к соединительной поверхности выпуска.
Устройство, являющееся предметом настоящего изобретения, предпочтительно снабжено выступом, неподвижным относительно корпуса, причем неподвижная плита в конце ее установки упирается в выступ, а замок не допускает люфта, прижимая неподвижную плиту к выступу промежуточной частью несущей рамы неподвижной плиты, так что неподвижная плита и несущая рама неподвижной плиты вместе оказываются неподвижными относительно корпуса.
Средства прижатия неподвижной плиты к соединительной поверхности выпуска с целью обеспечения непроницаемости предпочтительно те же, что и нажимные средства для прижатия подвижной плиты к неподвижной плите.
Соединительная поверхность выпуска может быть образована круглой плитой, окружающей выпускное отверстие и установленной на металлической опоре, позволяющей жестко закрепить эту плиту на металлургическом агрегате. По меньшей мере часть поверхности металлической опоры может находиться в одной плоскости с огнеупорной плитой, обеспечивая эффективное расширение площади поверхности опоры неподвижной пластины, обращенной к соединительной поверхности выпуска.
Блоки материала, совместимого с огнеупорной плитой с точки зрения выполнения операций механической обработки (например, шлифовки и тому подобного) с помощью одинаковых инструментов, могут быть жестко закреплены в металлической опоре и могут быть подвергнуты механической обработке (например, шлифовке), чтобы оказаться в одной плоскости с огнеупорной пластиной, обеспечивая эффективное расширение площади поверхности опоры неподвижной пластины, обращенной к соединительной поверхности выпуска.
Изобретение включает также способ применения устройства. Этот способ, который касается замены по меньшей мере непроницаемой плиты выбранного затвора, включает операцию по получению бесцементного шва между выпуском металлургического агрегата и неподвижной плитой шиберного затвора путем прижатия соединительной поверхности неподвижной плиты к соединительной поверхности выпуска таким образом, чтобы добиться непроницаемости. Предпочтительно по меньшей мере неподвижную плиту устанавливать и/или убирать сбоку относительно выпуска, передвигая ее под воздействием нажимных средств (т.е. устанавливать туда, где она находится под воздействием нажимных средств), до того как неподвижная плита начинает накрывать или открывать выпуск агрегата.
Другие особенности и преимущества изобретения будут очевидны из следующего описания служащих примерами вариантов реализации со ссылкой на прилагаемые рисунки, причем варианты реализации имеют чисто иллюстративный характер и не ограничивают объема изобретения.
На фиг. 1 приведено общее перспективное изображение, показывающее скользящий затвор шиберного типа с использованием бесцементного шва, являющегося предметом настоящего изобретения;
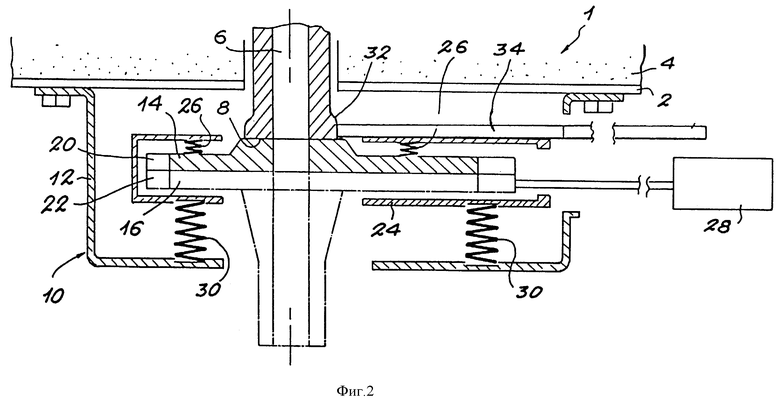
на фиг. 2 приведено схематическое изображение в поперечном разрезе скользящего затвора шиберного типа с фиг. 1, иллюстрирующее соединение и способ, являющееся предметом настоящего изобретения;
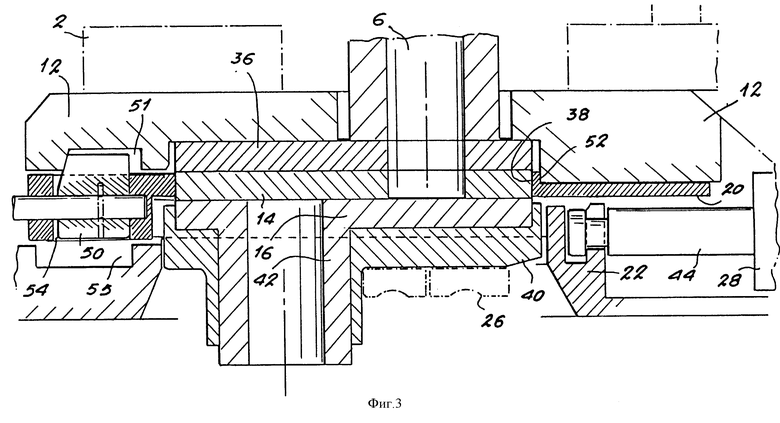
на фиг. 3 приведено изображение в поперечном разрезе предпочтительного варианта реализации соединения, являющегося предметом изобретения;
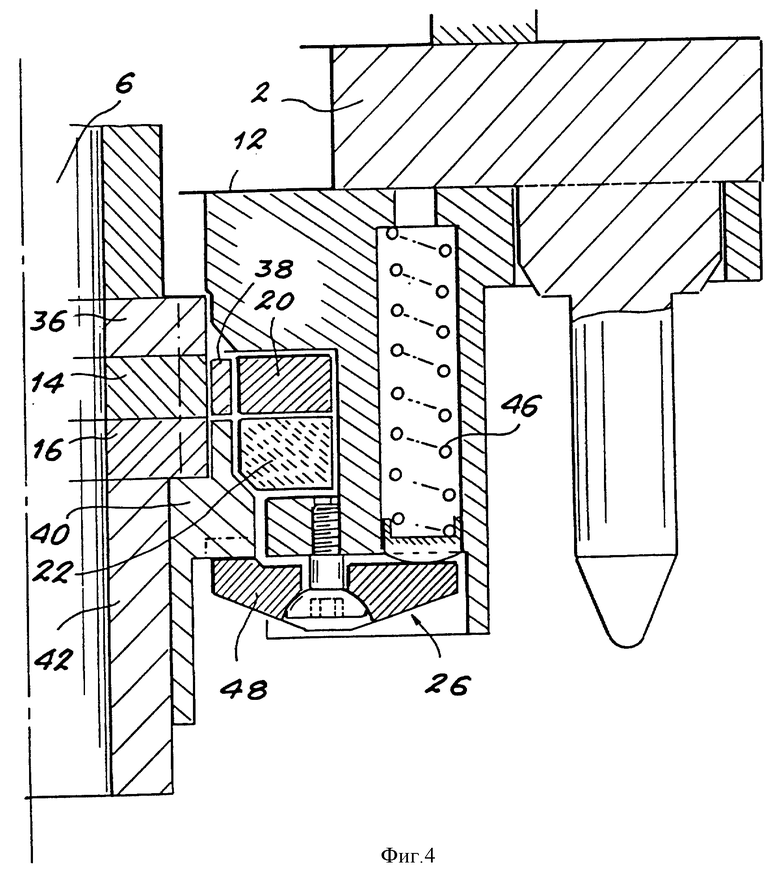
на фиг. 4 приведено изображение в разрезе варианта реализации, показанного на фиг. 3, в плоскости, перпендикулярной к нему, показывающее в особенности применяемые в изобретении нажимные средства;
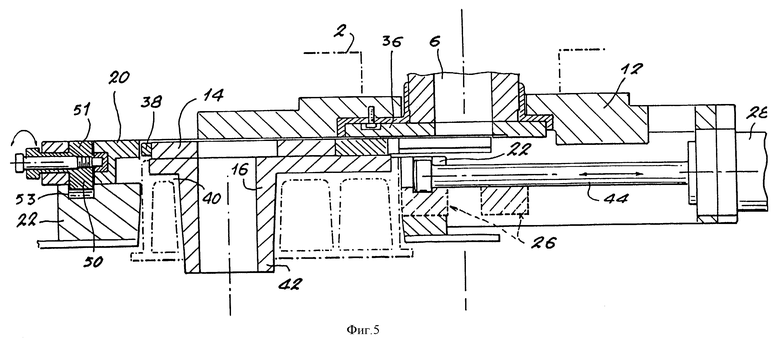
на фиг. 5 приведено изображение в поперечном разрезе варианта реализации с фиг. 3 и 4, показанного в раскрытом положении ( т.е. готового к замене огнеупорных плит затвора);
на фиг. 6 приведено изображение в поперечном разрезе одного из вариантов соединительной поверхности выпускного отверстия и
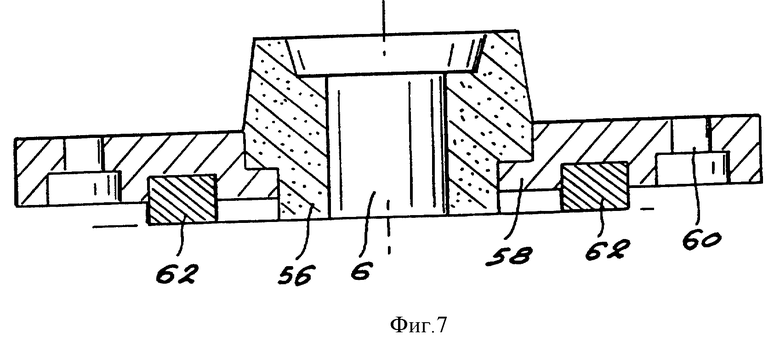
на фиг. 7 приведено изображение в поперечном разрезе другого варианта соединительной поверхности.
На фиг. 1 показан общий вид скользящего затвора шиберного типа 10 с использованием изобретения так, как он выглядит, будучи установленным на металлургическом агрегате. Металлургический агрегат 1 может быть промежуточным разливочным устройством, ковшом или, как в показанном примере, кислородным конвертером. Шиберный затвор 10 прикреплен к нижней части агрегата 1. Расплавленная сталь, находящаяся в конвертере, выпускается в ковш 3.
На фиг. 2 показано схематическое изображение в поперечном разрезе изобретения. Стальная стенка 2 агрегата 1 покрыта защитным слоем 4 огнеупорного материала, например кирпичей. Выпуск 6 позволяет выпускать металл из конвертера. Выпускное отверстие выпуска 6 окружено и ограничено внешней поверхность 8, которая в проиллюстрированном примере является плоской. Эта поверхность 8 образует соединительную поверхность.
Шиберный затвор 10, закрепленный под агрегатом, состоит из корпуса или рамы 12, установленной на наружной стенке 2 металлургического агрегата. Внутри корпуса 12 располагается узел из двух плит, а именно неподвижной плиты 14 и подвижной плиты 16. Каждая из этих плит имеет одно или несколько отверстий для пропуска расплавленного металла и охвачена соответственно рамами 20 и 22. Две плиты 14, 16 заключены в корпус 24. Нажимные средства, схематически представленные пружинами 26, прижимают неподвижную плиту 14 к подвижной плите 16, образуя статическое и динамическое уплотнение между двумя плитами. Подвижная плита может быть перевернута относительно неподвижной плиты средством перемещения, например гидравлическим цилиндром 28 со штоком 44. Шток 44 цилиндра 28 соединен с рамой 22 подвижной плиты 16. Такое относительное перемещение позволяет известным способом изменять степень взаимного перекрытия отверстий для струи в двух плитах, так чтобы уменьшить или полностью прервать струю металла. В показанном примере затвор состоит кроме соединительной плиты только из двух рабочих плит 14, 16; однако он может состоять из большего количества рабочих плит, например трех и более.
Сам корпус 24 прижимается нажимными средствами 30 к поверхности 8 выпуска так, что обратная сторона неподвижной плиты 14, образующая соединительную поверхность 32, сочетающуюся с поверхностью 8, прижата к поверхности 8 с достаточно большим усилием для обеспечения непроницаемости для жидкого металла. Допуски и форма соприкасающихся поверхностей обладают достаточно высоким качеством, чтобы гарантировать непроницаемостью. Соединительные поверхности должны быть достаточно большими, чтобы нажимные средства не развивали нагрузки со значительным боковым смещением. Учитывая, что нажимные средства 26, предназначенные для прижима друг к другу неподвижной плиты 14 и подвижной плиты 15 с целью создания скользящего уплотнения, отличаются в этом варианте реализации от нажимных средств 30, предназначенных для прижима соединительной поверхности 14 к соединительной поверхности 8 выпуска 6, существует возможность независимо друг от друга варьировать величину нажимного усилия в расчете на единицу поверхности.
Благодаря отсутствию перемещения неподвижной плиты относительно соединительной поверхности и тому, что нажимные средства 30 сосредоточены вокруг выпуска 6, нет необходимости в том, чтобы любая часть опорной поверхности неподвижной плиты 14 относительно соединительной поверхности 8 располагалась вне зоны, подвергающейся воздействию нажимных средств 30. Следовательно, соединительная поверхность 8 меньше общей поверхности неподвижной плиты 14 в поперечном направлении, и по этой причине удобнее применить средства для облегчения установки и/или удаления по меньшей мере неподвижной плиты 14, означающие применение бокового движения по плоской соединительной поверхности. Такие средства включают направляющую плиту 34, расположенную сбоку от выпуска 6, с той стороны, с которой вводится неподвижная плита 14, и находящуюся в общем в плоскости соединительной поверхности. Однако, с учетом допустимых погрешностей при изготовлении невозможно идеально совместить две плоскости. В соответствии с этим направляющая плоскость 34 может слегка отклоняться от плоскости соединительной поверхности, как показано на фиг. 2. Кроме того, на неподвижной плите 14 или соединительной поверхности предусматривается наклон с целью облегчения установки неподвижной плиты 14 путем облегчения ступенчатого перехода.
В проиллюстрированном примере при замене не только неподвижной плиты 14, но и всего корпуса 24, вмещающего две плиты 14, 16, сама процедура замены выполняется следующим образом.
Во-первых, кожух 24, вмещающий использованную неподвижную плиту 14 и подвижную плиту 16, удаляют путем скольжения по соединительной поверхности 8 и затем по направляющей плите 34 с помощью пневмоцилиндра 28 или аналогичного устройства (далее "пневмоцилиндр") до тех пор, пока не прекратиться воздействие нажимных средств 30. Результатом этого действия является срезание отходов, которые могут находиться на соединительной поверхности. В частности, если на стыке между соединительной поверхностью 8 выпуска 6 и соединительной поверхностью 32 неподвижной плиты 14 образуется кольцо стали, это кольцо будет срезано и его обломки удалены через отверстие неподвижной плиты 14. После этого корпус 24 отсоединяют от штока 44 пневмоцилиндра 28 и удаляют.
На опорную плиту 34 устанавливают новый корпус 24, вмещающий новые плиты, к нему подсоединяют шток 44 пневмоцилиндра 24, после чего установка нового корпуса завершается путем надвигания его на направляющую плиту 34. Новый корпус 24 вводят под нажимные средства 30 до того, как соединительную поверхность 32 неподвижной плиты 14 надвинут на соединительную поверхность 8 выпуска 6. В ходе надвигания действие нажимных средств 26 ведет к очистке посредством стирания соединительной поверхности (т. е. противоположных поверхностей 8 и 32 выпуска 6 и неподвижной плиты 14).
На фиг. 3 и 4 представлен другой вариант реализации шиберного затвора в соответствии с настоящим изобретением. В данном случае устройство имеет массивный корпус или раму 12, прикрепленную к наружной стенке 2 металлургического агрегата 1. Соединительная плита 36 установлена в выемке корпуса 12 и установлена и зацементирована на конце выпуска 6. Наружная поверхность этой плиты 36 образует соединительную поверхность 8. Неподвижная плита в этом варианте реализации состоит из собственно огнеупорной плиты и оболочки 38. Подвздошная плита состоит из собственно огнеупорной плиты 16, опоры 40 и разливочного стакана 42, причем стакан может быть отдельной деталью, а может быть частью огнеупорной плиты 16. Нажимные средства будут более подробно описаны ниже со ссылкой на фиг. 4. Отметим просто, что в этом варианте реализации средства для прижатия неподвижной плиты к соединительной поверхности выпуска 6 с целью обеспечения статического уплотнения являются теми же, что и средства прижатия неподвижной плиты 14 к подвижной плите 16 с целью обеспечения динамического скользящего уплотнения. Таким образом одни и те же средства 26 выполняют две различные функции.
Неподвижную плиту 14 помещают в несущую раму 20, предназначенную для неподвижной плиты, а подвижную плиту 16 помещают в несущую раму 22 для подвижной плиты. Шток 44 пневмоцилиндра 28 помещают в выемке в несущей раме 22 подвижной плиты 16. Пневмоцилиндр 28 обеспечивает перемещение подвижной плиты 16 по неподвижной плите 14 с целью регулирования известным способом выпуска расплавленного металла из металлургического агрегата 1.
На фиг. 4 показан поперечный разрез варианта реализации с фиг. 3 в перпендикулярной плоскости (т. е. поперек направления движения штока 44). На этом рисунке показаны, в частности, детали нажимного средства, обозначенного общей позицией 26. Указанное средство 26 образуется цилиндрической пружиной 46, один конец которого упирается в корпус 12, и другой - в коромысло 48, передающее усилие пружины (в противоположном направлении) на подвижную плиту 16 и затем на неподвижную плиту 14, а далее на соединительную плиту 36.
Вернувшись к фиг. 3, опишем средства для прочного удерживания несущей рамы 20 неподвижной плиты 14 на корпусе 12 и на несущей раме 22 подвижной плиты. Эти средства представлены двухпозиционным замком 50, поворотно установленным на несущей раме 20 неподвижной плиты 14. В первом положении, показанном на фиг. 3, фиксатор замка входит в выемку 51 на корпусе 12. В его втором положении (показанном на фиг. 5) он входит в выемку 53, выполненную в несущей раме 22 подвижной плиты 16. В первом положении он делает неподвижной несущую раму неподвижной плиты относительно корпуса 12, а во втором положении он делает неподвижной раму 20 относительно несущей рамы 22 подвижной плиты 16. Диапазон перемещения штока 44 пневмоцилиндра достаточен для того, чтобы освободить узел, состоящий из двух плит 14 и 16 от действия нажимных устройств 26, которые прижимают неподвижную плиту 14 к соединительной поверхности выпускного отверстия.
В результате использования двухпозиционного замка 50 одно и то же приспособление, а именно пневмоцилиндр 28, может последовательно выполнять две различные задачи. Во-первых, с замком 50 в первом положении пневмоцилиндр 28 смещает подвижную плиту обычным образом. Во-вторых, с замком 50 во втором положении пневмоцилиндр 28 позволяет удалить детали, предназначенные для замены, и установить новую неподвижную плиту 14. В связи с этим пневмоцилиндр 28 позволяет перемещать неподвижную и подвижную плиты 14, 16 как единый блок, причем эти плиты остаются скрепленными друг с другом замком 50.
На корпусе 12 выполнен постоянный уступ 52. Неподвижная плита 14 упирается в этот уступ 52 своей кромкой. Поверхность 54 замка 50 ограничивает люфт таким образом, что прижимает неподвижную плиту 14 к уступу 52 промежуточной частью несущей рамы 20 неподвижной плиты 14. Поверхность 54 является, например, поверхностью, включающей винтовой кулачок для недопущения люфта неподвижной плиты 14 и несущей рамы 20 неподвижной плиты 22 относительно корпуса 12. Цель такой конструкции заключается в недопущении движения неподвижной плиты 14 относительно соединительной поверхности. Подвижная плита 16 передает на неподвижную плиту 14 значительное сдвигающее усилие, которое стремится переместить неподвижную плиту 14. При отсутствии приспособления для удержания неподвижной плиты 14 на месте она будет смещена в боковом направлении относительно соединительной поверхности отверстия канала, вызывая нежелательный износ контактных поверхностей неподвижной плиты 14 и соединительной поверхности.
На фиг. 5 показан вариант реализации затвора с фиг. 3 в открытом (т.е. готовом к замене) положении. Детали одинакового типа обозначены одинаковыми числовыми позициями. На фиг. 5 замок 50 находится во втором положении, в котором он удерживает вместе несущую раму 20 неподвижной плиты 12 и несущую раму 22 подвижной плиты 16. Пневмоцилиндр 28, шток которого соединен с несущей рамой 22 подвижной плиты, используется для проталкивания влево узла, состоящего из двух рам 20, 22 вместе с плитами 14, 16, расположенными в выемках этих рам. Величина такого перемещения достаточная для того, чтобы полностью удалить неподвижную плиту 14 и подвижную плиту 16 из сферы действия нажимных средств 26. В соответствии с этим можно легко удалить плиты 14, 16, не открывая дверцы или тому подобного, что требуется обычно в применяемых до сих пор решениях.
Новые плиты 14, 16 устанавливают в том же порядке. Сначала в выемку несущей рамы 20 неподвижной рамы вставляют новую неподвижную раму 14 против опорной поверхности корпуса 12, совмещенной (в пределах производственных допусков) с воображаемым продолжением соединительной поверхности. Затем на неподвижную плиту 14 в выемку рамы 22 подвижной плиты 16 устанавливают подвижную плиту 16. Необязательно выполнять какие-либо операции по соединению или отсоединению, поскольку в течение этой процедуры удаления или установки шток 44 пневмоцилиндра 28 остается закрепленным на несущей раме 22 подвижной плите 16.
После этого пневмоцилиндр 28 приводится в действие для перемещения узла из двух плит сбоку в направлении выпуска, под воздействием замка 50, которой делает две плиты 14, 16 неподвижными относительно друг друга без каких-либо дополнительных операций. Неподвижную плиту 14 направляют и/или слегка отводят и продвигают под нажимные средства 26 до того, как неподвижная плита 14 не перекроет выпуск 6 металлургического агрегата.
На фиг. 6 и 7 показаны два варианта реализации соединительной плиты. На фиг. 6 соединительная плита выпуска 6 состоит из круглой огнеупорной плиты или кольца 56, окружающего выпускное отверстие, причем плита 56 прочно прикреплена к металлической основе 58, позволяющей жестко закрепить ее на металлургическом агрегате 1 посредством, например, винтов, болтов, резьбовых шпилек или тому подобного, размещенных в отверстиях 60. Плоскость поверхности металлической основы 58 совпадает, по крайней мере частично, с соединительной поверхностью 8. Такое совпадение плоскостей может быть достигнуто за счет точного шлифования этих плоскостей после крепления круглой огнеупорной плиты 56 на металлической основе 58. Поверхность металлической основы 58 позволяет эффективно расширить площадь, на которую опирается неподвижная плита 14 на соединительной поверхности 8 и избежать поперечных напряжений в неподвижной плите 14.
Не так легко одновременно шлифовать такие различные материалы как сталь и огнеупорный материал. Шлифовальные инструменты, которые подходят для стали, не подходят для огнеупорного материала и наоборот. Вариант реализации, показанный на фиг. 7, позволяет решить эту проблему. Блоки 62 жестко закрепляют в металлической основе 58 и шлифуют до тех пор, пока ее плоскость не совпадет с плоскостью круглой огнеупорной плиты 56, так что эффективно расширяется площадь, на которую опирается неподвижная плита 14 на соединительной поверхности 8. Блоки 62 выполнены из материала, совместимого с точки зрения технологии шлифования с материалом огнеупорной плиты 56; т.е. материал может быть тем же самым огнеупорным материалом, что и в плите 56. В этом случае блоки 62 и плиту 56 можно без затруднений шлифовать одновременно.

Изобретение относится к области металлургии, конкретнее к конструкции скользящего затвора шиберного типа с бесцементным швом между затвором и выпускным отверстием металлургического агрегата, например кислородного конвертера, в котором находится расплавленный металл. Технический результат - облегчение замены изношенных огнеупорных деталей затвора, экономия времени ремонта, повышение надежности в работе. Скользящий затвор шиберного типа состоит из по меньшей мере одной неподвижной огнеупорной плиты (НОП), отверстие в которой совмещено с выпускным отверстием, одной подвижной огнеупорной плиты (ПОП) с отверстием; средства, подобного пневмоцилиндру, для перемещения ПОП относительно НОП для регулирования струи жидкого металла путем регулирования взаимного перекрывания отверстий, в плитах, пружинного средства для прижатия ПОП к НОП для обеспечения как статического, так и динамического уплотнения между плитами. Нажимные средства (НС) для прижатия совместимых соединительных поверхностей вокруг выпускного отверстия агрегата и вокруг отверстия для струи расплавленного металла в НОП выполнены с возможностью взаимного соединения указанных поверхностей под давлением и образованием не проницаемого для металла шва между выпуском и НОП без использования адгезивов. НС могут быть пружинной конструкцией, обеспечивающей плотное сжатие взаимно совместимых соединительных поверхностей. В способе, являющемся предметом изобретения, нажимные средства соединения предпочтительно воздействуют на неподвижную плиту при ее выдвижении в сторону от выпускного отверстия в процессе операции замены, чтобы очистить соединительную поверхность выпуска металлургического агрегата. 2 с. и 14 з.п. ф-лы, 7 ил.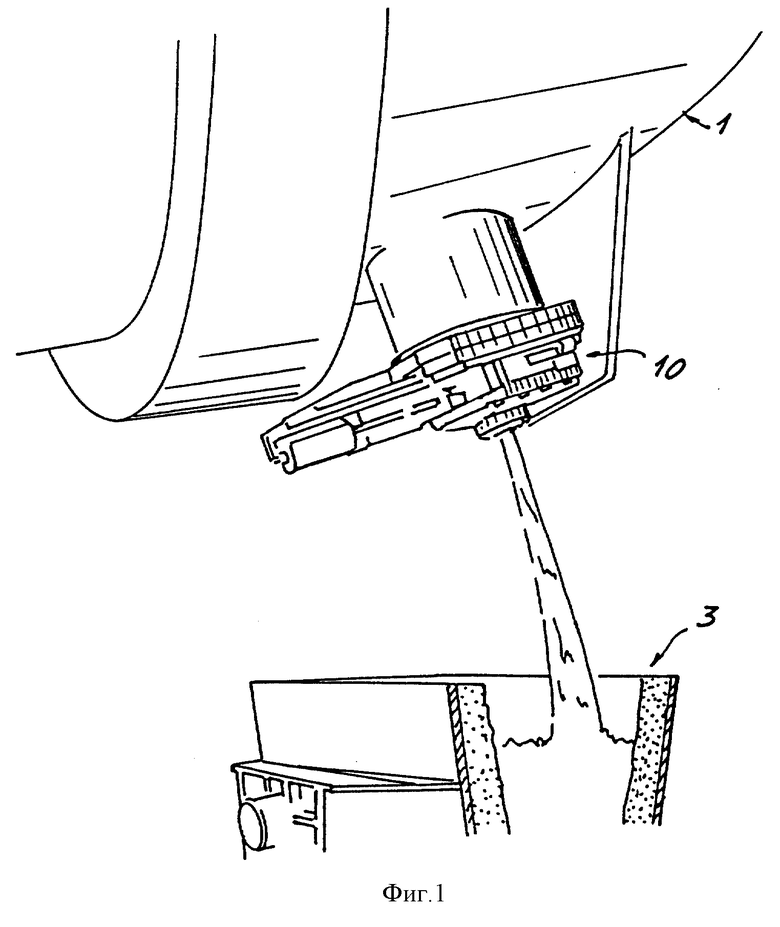
| DE 3512798 C1, 06.02.86 | |||
| DE 4006064 A1, 29.08.91 | |||
| Шиберный затвор металлоразливочной емкости | 1972 |
|
SU535029A3 |
| Шиберный затвор металлоразливочной емкости | 1973 |
|
SU661996A3 |
| Затвор для разливочных емкостей | 1978 |
|
SU778931A1 |
| СЛЕДЯЩИЙ ЗОЛОТНИК ДЛЯ ГИДРАВЛИЧЕСКИХ СИСТЕМ К КОПИРОВАЛЬНЫМ СТАНКАМ | 0 |
|
SU204080A1 |
| БУРОВОЙ СТАНОК | 2010 |
|
RU2436923C1 |
| DE 2924118 A, 18.12.80 | |||
| СИДЕНЬЕ ТРАНСПОРТНОГО СРЕДСТВА | 1992 |
|
RU2043217C1 |
| 0 |
|
SU217381A1 | |
| ПИТАТЕЛЬ К ВИНОГРАДНЫМ ПРЕССАМ | 0 |
|
SU271474A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| DE 3522135 A1, 02.01.86 | |||
| US 4026443 A, 31.05.77 | |||
| СПОСОБ ВЫДЕЛЕНИЯ ТРЕТЬЕЙ ГАРМОНИЧЕСКОЙ Э.Д. С. ГЕНЕРАТОРА | 0 |
|
SU307346A1 |

