Изобретение относится к области машиностроения и может быть использовано при изготовлении торцовых коллекторов на пластмассе электрических машин постоянного тока.
Известен способ изготовления торцового коллектора, заключающийся в том, что из листа вырубают диск с отверстием в центре. На одной стороне диска под давлением с помощью штампа получают кольцевые впадины. После этого диск делят давлением на сегментообразные пластины радиальными пазами. Затем коллектор заливают пластмассой и механически обрабатывают для разделения токоведущих пластин (см. авторское свидетельство СССР N 560283, H 01 R 39/04, 1972 г. ).
Недостатком данного способа является низкий коэффициент использования материала (КИМ)≈45%, а так как диск-заготовка коллектора изготавливается из чистой меди, то и большая стоимость коллектора.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ изготовления торцового коллектора на пластмассе, при котором вырубают кольцевой диск-заготовку с центральным отверстием и деформируют материал заготовки пуансоном от центра к периферии, калибруя наружный диаметр диска-заготовки (см. авторское свидетельство СССР N 982123, H 01 R 43/06, 1982 г.), принято за прототип.
Однако известный способ характеризуется тем, что диск с отверстием в центре вырубается из полосы. При этом раскрой полосы является неэкономичным, имеется много отходов дорогостоящей меди. Коэффициент использования материала очень низок, и, следовательно, коллектор имеет высокую себестоимость изготовления.
Задача настоящего изобретения заключается в снижении стоимости изготовления коллектора.
Технический результат - повышение коэффициента использования материала при изготовлении кольцевого диска-заготовки коллектора из листа.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления торцового коллектора на пластмассе, при котором вырубают кольцевой диск-заготовку с центральным отверстием и деформируют материал заготовки пуансоном от центра к периферии, калибруя наружный диаметр диска-заготовки, особенность заключается в том, что из листа вырубают кольцевой диск с лысками на наружном диаметре, образующими сегменты, и центральным отверстием, диаметр которого меньше диаметра отверстия коллектора, причем площадь образовавшегося между этими диаметрами кольцевого пояса равна суммарной площади сегментов заготовки, затем коническим пуансоном в цилиндрической матрице деформируют материал заготовки от центра к периферии с получением центрального отверстия нужного диаметра, заполняя материалом заготовки ее сегменты.
Сущность изобретения поясняется представленными чертежами.
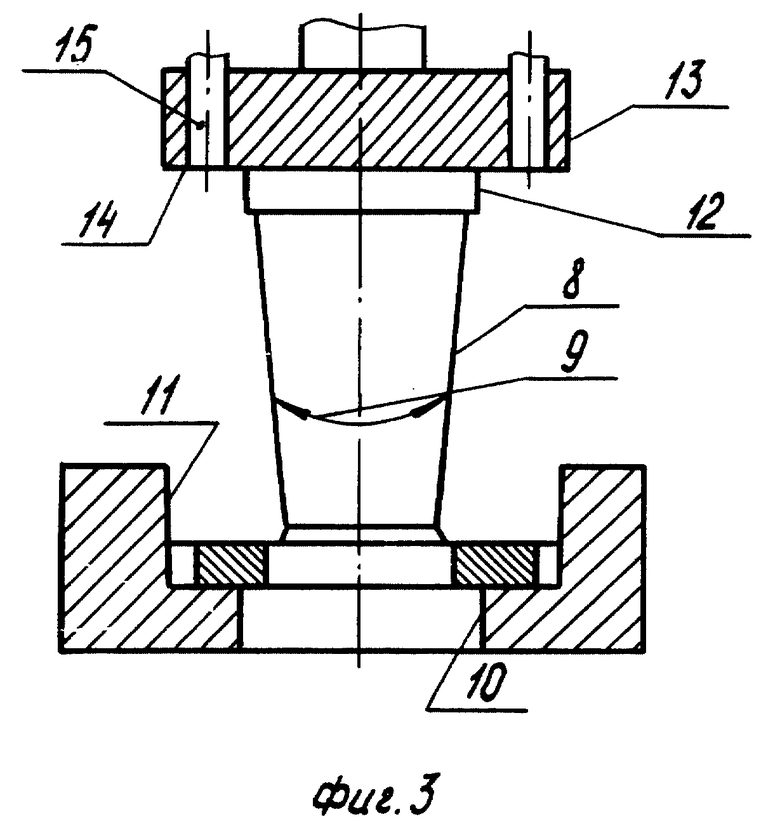
На фиг.1 изображен кольцевой диск-заготовка с лысками и небольшим центральным отверстием; на фиг.2 - сечение А-А фиг.1; на фиг.3 показаны конический пуансон и цилиндрическая матрица. Кольцевой диск 1 (фиг.1, 2) имеет лыски 2, небольшое центральное отверстие 3, внутренний диаметр 4 коллектора, наружный диаметр 5 коллектора, кольцевой пояс 6 между диаметрами 3 и 4, сегменты 7.
Конический пуансон 8 (фиг.3) имеет угол 9, равный ≈ 5...7o. Центральное отверстие 10 цилиндрической матрицы 11 и диаметр поверхности 12 пуансона 8 равны внутреннему диаметру 4 коллектора. Внутренний диаметр 11 матрицы и наружный диаметр 13 пуансона равны наружному диаметру 5 коллектора. Пуансон 8 снабжен плоской поверхностью 14 и выталкивателем 15.
Способ изготовления торцового коллектора заключается в следующем.
Из листа вырубают кольцевой диск 1 с лысками 2 и центральным отверстием 3. Затем указанный диск размещают в матрице 11 и пуансоном 8 раздают внутренний диаметр 3. Материал меди кольцевого пояса 6 деформируют и он перетекает в сегменты 7. Причем площадь кольцевого пояса 6 равна суммарной площади сегментов 7. Пуансон 8 поверхностью с диаметром 12 производит зачистку внутреннего диаметра 4 диска, а поверхностью 14 калибрует толщину диска. Выталкиватели 15 снимают кольцо с пуансона. Затем одним из известных способов производят дальнейшее изготовление торцового коллектора на пластмассе.
Наличие лысок 2 на кольцевом диске позволяет осуществить плотный (экономичный) раскрой исходного листа, повысить КИМ до ≈ 75% и снизить стоимость изготовления коллектора. Небольшие степени деформации позволяют сохранить исходные механические свойства медного листа, обеспечить технологичность дальнейшего изготовления коллектора и его высокое качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2197371C2 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1999 |
|
RU2151051C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1999 |
|
RU2149078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОГО КОЛЛЕКТОРА | 1997 |
|
RU2128388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| СПОСОБ ВЫТЯЖКИ ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2176572C2 |
| Способ изготовления торцевого коллектора электрической машины | 1981 |
|
SU982123A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ | 1997 |
|
RU2118220C1 |

Изобретение относится к области машиностроения и может быть использовано при изготовлении торцовых коллекторов на пластмассе электрических машин постоянного тока. В способе изготовления торцового коллектора на пластмассе, при котором вырубают кольцевой диск-заготовку с центральным отверстием и деформируют материал заготовки пуансоном от центра к периферии, калибруя наружный диаметр диска-заготовки, особенность заключается в том, что из листа вырубают кольцевой диск-заготовку с лысками на наружном диаметре, образующими сегменты, и центральным отверстием, диаметр которого меньше диаметра отверстия коллектора, причем площадь образовавшегося между этими диаметрами кольцевого пояса равна суммарной площади сегментов диска-заготовки, затем коническим пуансоном в цилиндрической матрице деформируют материал заготовки от центра к периферии с получением центрального отверстия нужного диаметра, заполняя материалом диска-заготовки ее сегменты. Техническим результатом является повышение коэффициента использования материала при изготовлении кольцевого диска-заготовки коллектора из листа. 3 ил.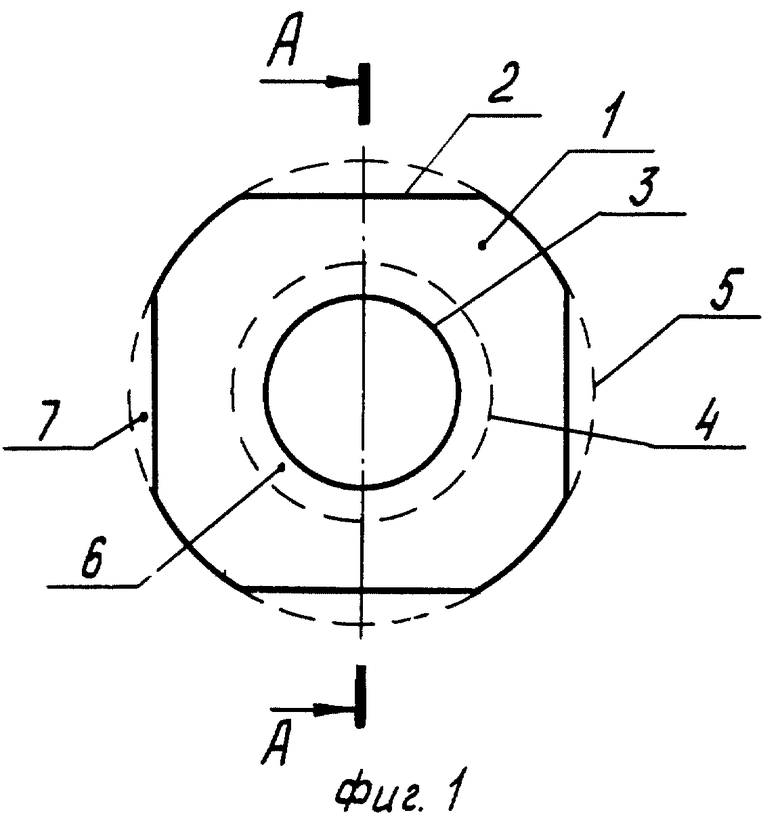
Способ изготовления торцового коллектора на пластмассе, при котором вырубают кольцевой диск-заготовку с центральным отверстием и деформируют материал диска-заготовки пуансоном от центра к периферии, калибруя наружный диаметр диска-заготовки, отличающийся тем, что из листа вырубают кольцевой диск-заготовку с лысками на наружном диаметре, образующими сегменты, и центральным отверстием, диаметр которого меньше диаметра отверстия коллектора, причем площадь образовавшегося между этими диаметрами кольцевого пояса равна суммарной площади сегментов диска-заготовки, затем коническим пуансоном в цилиндрической матрице деформируют материал диска-заготовки от центра к периферии с получением центрального отверстия нужного диаметра, заполняя материалом диска-заготовки ее сегменты.
| Способ изготовления торцевого коллектора электрической машины | 1981 |
|
SU982123A1 |
| Способ изготовления торцевого коллектора | 1974 |
|
SU560283A1 |
| US 3958326 А, 25.05.1976 | |||
| US 4523374 А, 18.06.1985 | |||
| СПОСОБ ИЗМЕРЕНИЯ ОБЪЕКТОВ МАЛЫХ РАЗМЕРОВ С НЕРОВНЫМИ КРАЯМИ И ИНТЕРФЕРОГРАММ НА БАЗЕ ФОТОЭЛЕКТРИЧЕСКИХ ПРИЕМНИКОВ ИЗЛУЧЕНИЯ | 2009 |
|
RU2505783C2 |
| DE 19514795 С1, 05.06.1996 | |||
| Рабочий орган к пневматическим разбрасывателям сыпучих удобрений | 1975 |
|
SU546317A1 |

