Изобретение относится к области машиностроения, преимущественно электротехнического, и может быть использовано при изготовлении торцевых коллекторов на пластмассе электрических машин постоянного тока.
Известен способ изготовления торцевого коллектора выполнением на электропроводном диске кольцевого и радиальных пазов и последующим заполнением пазов пластмассой (см. заявка Франции 2215722, МПК H 01 R 43/08, 1973 г.). Недостатком указанного способа является низкое качество изготовленных коллекторов.
Наиболее близким способом того же назначения к заявляемому изобретению является способ изготовления торцевого коллектора прессованием на внутренней стороне диска-заготовки кольцевой канавки и радиальных пазов, промежутки между которыми образуют элементы крепления пластин к корпусу, заполнением канавок пластмассой, образующей корпус коллектора, и последующим удалением связывающих пластины перемычек (см. а.с. СССР N 400944, МПК H 01 R 39/04, 1971 г.), принято за прототип.
Однако, такой способ не обеспечивает достаточной прочности и качества коллектора. При прессовании радиальных пазов часть токоведущего материала выдавливается в кольцевую прямоугольную канавку и образуется облой (заусенец). В дальнейшем при заполнении канавок пластмассой происходит деформация облоя и на части коллекторов электрическое замыкание токоведущих пластин, что является недопустимым. Величина облоя уменьшается при уменьшении глубины кольцевой канавки. Но уменьшение указанной глубины снижает механическую прочность коллектора. При этом облой также снижает механическую прочность коллектора, так как нарушается монолитность пластмассы в кольцевой канавке и радиальных пазах.
Задача изобретения - создание универсального и малотрудоемкого способа изготовления торцевого коллектора.
Технический результат - повышение механической прочности и качества коллектора.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления торцевого коллектора прессованием на внутренней стороне диска-заготовки кольцевой прямоугольной канавки и радиальных пазов V-образной формы, промежутки между которыми образуют элементы крепления пластин к корпусу, заполнением канавок пластмассой, образующей корпус коллектора, и последующим удалением связывающих пластины перемычек, особенность заключается в том, что кольцевую канавку и радиальные пазы выполняют одновременно ножами клиновидного сечения, имеющими на боковых гранях ступенчатые уступы по профилю кольцевой канавки.
Заявляемый способ позволяет исключить образование облоя в кольцевой канавке. Коллекторы, изготовленные описанным способом, имеют значительно более высокую механическую прочность благодаря возможности изготовления кольцевой канавки необходимой глубины без облоя. При этом из-за отсутствия облоя исключается электрическое замыкание токоведущих пластин.
Сущность изобретения поясняется представленными чертежами.
На фиг. 1 изображен нож и его сечения по А-А, Б-Б, В-В, а также вид С ножа снизу.
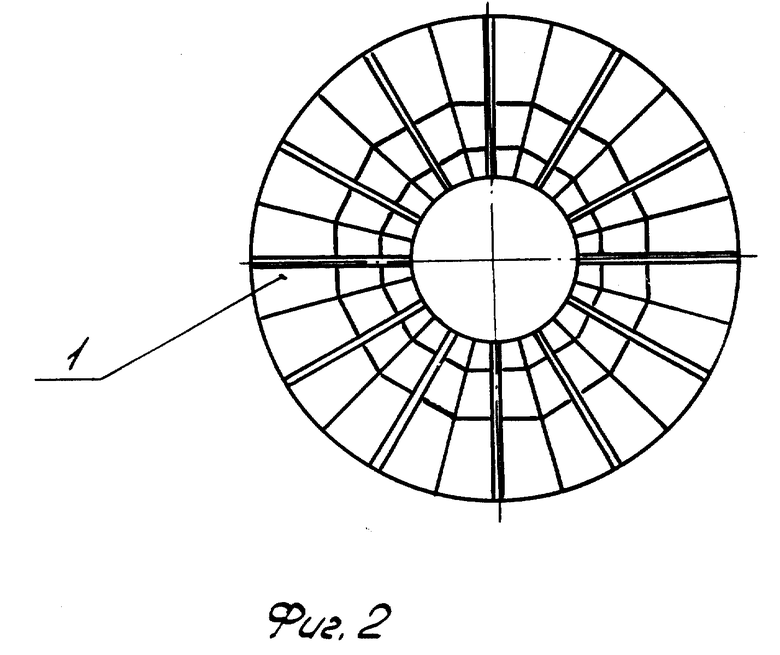
На фиг. 2 показан пуансон, собранный из ножей, изображенный на фиг.1.
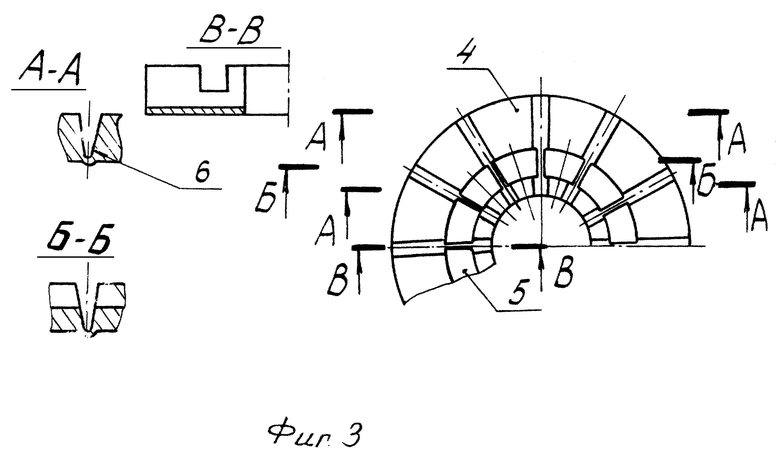
На фиг.3 - часть коллектора и его сечения по А-А, Б-Б, В-В.
Нож 1 (фиг.1) клиновидного сечения 2 имеет на боковых гранях ступенчатые уступы 3, имеющие профиль кольцевой канавки. Селения А-А, Б-Б, В-В показывают форму боковых граней ножа, а вид С - нож снизу.
Пуансон (фиг.2) собран из ножей 1.
Коллектор (фиг. 3) содержит токопроводящие пластины 4, запрессованные в пластмассу и имеющие кольцевую канавку 5 прямоугольного сечения (сечение В-В) и радиальные пазы 6. Боковые грани радиальных пазов 6 выполнены наклонными, т.е. радиальные пазы 6 имеют форму клина (сечения А-А, Б-Б).
Способ изготовления торцевого коллектора осуществляют следующим образом.
Пуансоном (фиг. 2), собранным из ножей 1, на внутренней стороне диска-заготовки из токопроводящего материала, одновременно прессуют радиальные пазы 6 V-образного сечения и прямоугольную кольцевую канавку 5.
Благодаря тому, что нож 1 имеет клиновидное сечение и на боковых гранях ступенчатые уступы по профилю кольцевой канавки, создается возможность за один ход пресса получить сразу кольцевую канавку и радиальные пазы.
После заливки пластмассой и механической обработки коллектора пластины 4 становятся изолированными друг от друга пластмассой, заполнившей радиальные пазы 6 коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВОГО КОЛЛЕКТОРА | 1999 |
|
RU2153213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| РАБОЧЕЕ КОЛЕСО ПЕРВОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603382C1 |
| Способ изготовления торцового коллектора электрической машины | 1981 |
|
SU955305A1 |
| КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1997 |
|
RU2132430C1 |
| ДИСК ПЕРВОЙ СТУПЕНИ ВАЛА РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603217C1 |
| Торцовый коллектор электрической машины | 1980 |
|
SU930452A1 |
| РОТОР ВЫСОКООБОРОТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2273940C1 |
| ГЕНЕРАТОР ПЕРЕМЕННОГО ТОКА | 1994 |
|
RU2121208C1 |
Изобретение относится к области машиностроения, преимущественно электротехнического, и может быть использовано при изготовлении торцевых коллекторов электрических машин постоянного тока. Известные способы изготовления торцевого коллектора не обеспечивают достаточной прочности и качества коллектора. Прессование радиальных пазов сопровождается образованием облоя и электрического замыкания токоведущих пластин. Этих недостатков лишен заявляемый способ. В известном способе изготовления торцевого коллектора прессованием на внутренней стороне диска-заготовки кольцевой прямоугольной канавки и радиальных пазов V-образной формы, промежутки между которыми образуют элементы крепления пластин к корпусу, заполнением канавок пластмассой, образующей корпус коллектора, и последующим удалением связывающих пластин перемычек, особенность заключается в том, что кольцевую канавку и радиальные пазы выполняют одновременно ножами клиновидного сечения, имеющими на боковых гранях ступенчатые уступы по профилю кольцевой канавки. Способ позволяет исключить образование облоя в кольцевой канавке. Коллекторы, изготовленные описанным способом, имеют более высокую механическую прочность благодаря возможности изготовления кольцевой канавки необходимой глубины без облоя. При этом исключается электрическое замыкание токоведущих пластин. 3 ил.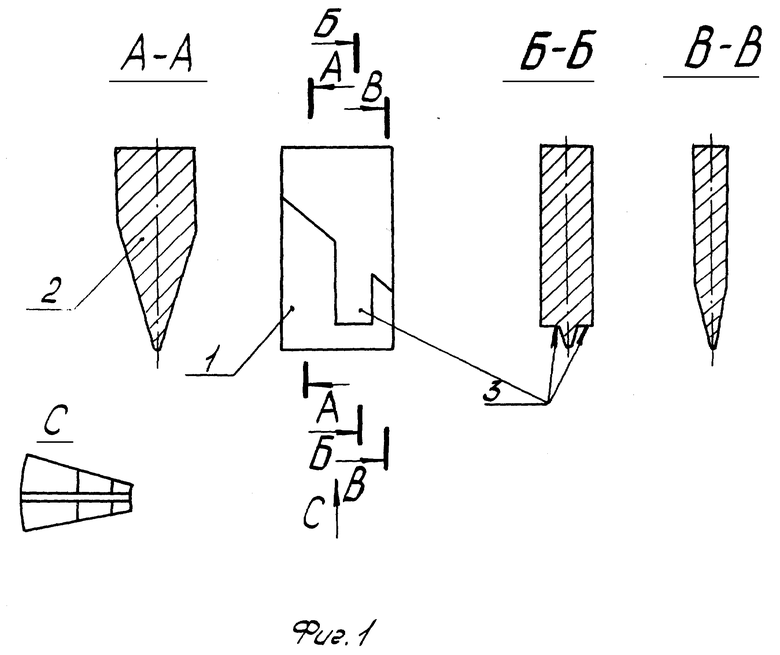
Способ изготовления торцевого коллектора прессованием на внутренней стороне диска - заготовки кольцевой канавки и радиальных пазов, промежутки между которыми образуют элементы крепления пластин к корпусу, заполнением канавок пластмассой, образующей корпус коллектора, и последующим удалением связывающих пластины перемычек, отличающийся тем, что кольцевую канавку и радиальные пазы выполняют одновременно ножами клиновидного сечения, имеющими на боковых гранях ступенчатые уступы по профилю кольцевой канавки.
| 0 |
|
SU400944A1 | |
| ВКЛАДНОЙ ЗАРЯД МЕДЛЕННОГОРЯЩЕГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2215722C2 |
| DE 4140475 A1, 16.06.93 | |||
| DE 4210717 A1, 30.09.93 | |||
| US 4920633 A, 01.05.90. | |||
