(54) СПОСОБ ИЗЮТОВЛЕНИЯ ТОРЦОВОГО КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
Изобретение отнсжится к электротехк нике и может быть использовано в элек тротехнической промышленности для изготовления коллектора стартеров для двигателей внутреннего сгорания.
Известен способ изготовления торцового коллектора электрической маштсы, включающий изготовление заготовки в виде диска сцентральным отверстием и опорными выступами, просечку сквоэных пазов в заготовке осуществляют при помощи пуансона и матрицы, кали&ровкз по наружному диаметру диска перед оцрессовкой, механическую обработку для резделения токоведущих пластин 11
Согласно известному способу после опреции просечки пазов перед опрессовкой его пластмассой, наружный диаметр диска механически обрабатывают, увеличивая его точность и уменьшая допуски, что усложняет технологию изготовления коллекгчэра.
Целью изобретения является упрощение технологии изготовления.
Поставленная цель достигается тем, что согласно способу изготовления торцового коллектора электрической машины, включающему изготовление заготовки в
, виде диска с центральным отверстием и опорными выступами, просечку сквоэных пазов в заг отОвке, осуществляемую при помощи пуансона и матрицы, калибровку по наружному диаметру диска пеIQ ред опрессовкой, опрессовку и механическую обработку для разделения токоведущих пластин, калибровку заготовки по наружному диаметру производят прн просечке сквозных пазов, при этом заt5 .готовку устанавливают в гнезде матрицы, а при просечке деформируют материал заготовки от центра к периферии, увеличивая ее наружный диаметр до размера гнезда матрицы.
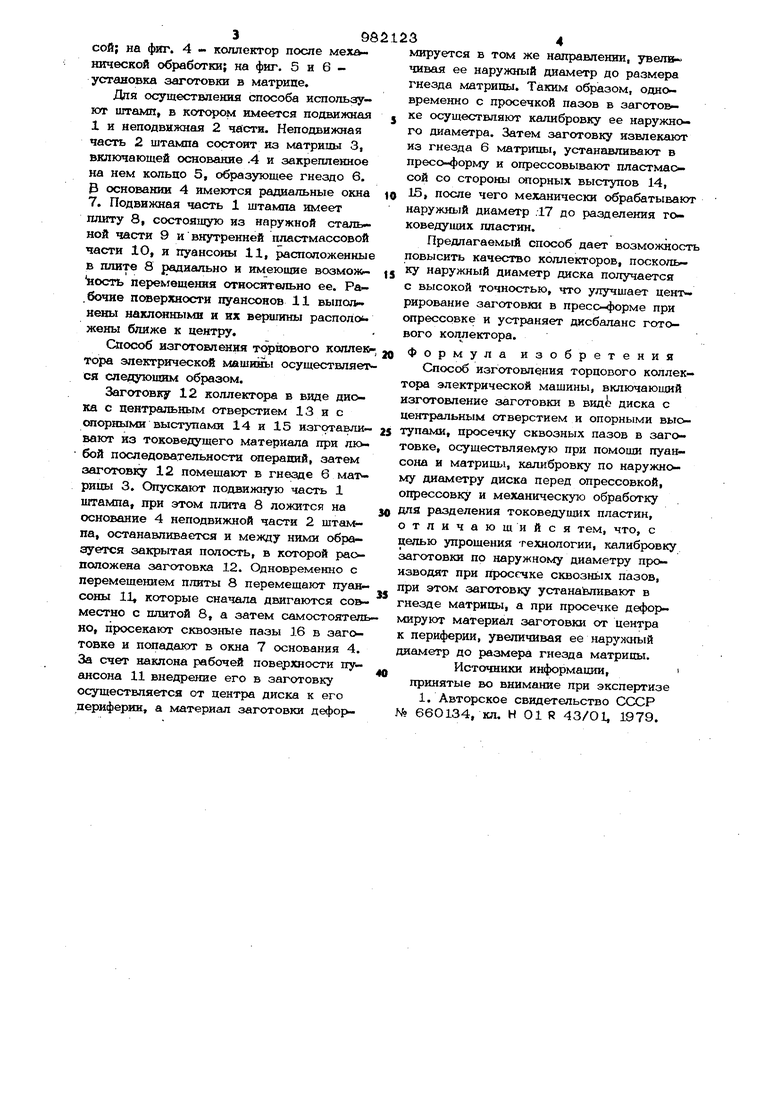
20 На фиг. 1 показана заготовка коллектора с опорными выступами; на фиг. 2 заготовка коллектора с пазами и калиброванным наружным диаметром; на фиг. 3 диск коллектора, опрессованный пластмао. сой; на фиг. 4 - коллектор после механической обработки; на фиг. 5 и 6 установка заготовки в матрице. Для осуществлений способа используют штамп, в котором имеется подвижная 1 и неподвижная 2 части. Неподвижная часть 2 штампа состоит из матрицы 3, включающей основание .4 и закрепленное на нем кольцо 5, образующее гнездо 6. Э основании 4 имеются радиальные окна 7. Подвижная часть 1 штампа имеет шшту 8, состоящую из няружной стальной части 9 и внутренней пластмассовой части 10, и пуансоны 11, расположенные в штате 8 радиально и имеющие возмож1 ность перемещення относительно ее. Ра.бочие поверхности пуансонов 11 выполнены наклонными и их вершины располо жены ближе к центру. Способ изготовления тфцового колле тора электрической машишз осуществляет ся следующим образом. Заготовку 12 коллектора в виде диока с центральным отверстием 13 и с опорными выступами 14 и 15 нзготавливают из токоведушего материала при последовательности операций, затем заготовку 12 помещают в гнезде 6 матрицы 3. Опускают подвижную часть 1 штампа, при этом плита 8 ложится на основание 4 неподвижной части 2 штампа, останавливается и между ними образуется закрытая полость, в которой раоположена заготовка 12. Одновременно с перемещением плиты 8 перемещают пуак соны 11, которые сначала двигаются со& местно с плитой 8, а затем самостоятел но, просекают сквозные пазы 16 в заготовке и попадают в окна 7 основания 4. За счет наклона рабочей поверхности пуансона 11 внедрение его в заготовку осуществляется от центра днска к его периферия, а материал заготовки дефо1 мируется в том же направлении, увели чивая ее наружный диаметр до размера гнезда матрицы. Таким образом, одновременно с просечкой пазов в заготовке осуществляют калибровку ее наружного диаметра. Затем заготовку извлекают из гнезда 6 матрицы, устанавливают в пресо-форму и опрессовывают пластмассой со стороны сяторных выступов 14, 15, после чего механически обрабатывают наружный диаметр .17 до разделения гоковедущих пластнн. Предлагаемый способ дает возможность повысить качество коллекторов, поскольку наружный диаметр диска получается с высокой точностью, что улучшает центрирование заготовки в пресс-форме при опрессовке и устраняет дисбаланс готового коллектора. формула изобретения Способ изготовления торцового коллектора электрической машины, включающий изготовление заготовки в вид диска с центральным отверстием и опорными выступами, просечку сквозных пазов в заготовке, осуществляе 1ую при помощи пуансона и матрицы, калибровку по наружному диаметру диска перед опрессовкой, опрессовку и механическую обработку для разделения токоведущих пластин, отличающийся тем, что, с целью упрощения технологии, калибровку заготовки по наружному диаметру производят при просечке сквознь1Х пазов, при этом заготовку устанаЬливают в гнезде матрицы, а при просечке деформируют материал заготовки от центра к периферии, увеличивая ее наруясный диаметр до размера гнезда матрицы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 660134, кл. Н 01 R 43/О1, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцевого коллектора | 1976 |
|
SU660134A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВОГО КОЛЛЕКТОРА | 1999 |
|
RU2153213C1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления торцевых коллекторов электрических машин | 1981 |
|
SU957326A1 |
| Способ изготовления коллектора электрической машины | 1975 |
|
SU557450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |

