Изобретение относится к металлургии и касается конструкции крышки с футерованной внутри чашей, используемой для заполнения ковша металлом при модифицировании.
Известно применение футерованной крышки, устанавливаемой на ковш при модифицировании чугуна /см. Литейное производство, N 7, 1984 г., с. 8/ /1/.
Известен также способ модифицирования чугуна в ковше с применением крышки-чаши /а.с. SU 1766963 A1, кл C 21 C 1/10 от 17.10.92 г./ /2/.
Крышка для ковша при модифицировании чугуна имеет футерованную обечайку, цапфы и выпускное отверстие в донной части.
Недостатком при использовании крышки /1/, /2/ при модифицировании чугуна является то, что при поступлении расплавленного чугуна в чашу крышки из плавильных печей /дуговых, индукционных/ в результате удара падающей струи в дно чаши, часть металла будет выбрасываться через край за счет отражения от дна чаши. Угол падения струи металла на дно чаши равен углу отражения от дна. Конструкция цилиндрической части крышки с футерованной чашей /2/ не способна отразить металл обратно в чашу, и металл выбрасывается через край. Создаются опасные условия труда, и часть чугуна будет безвозвратно потеряна, имеются большие тепловые потери чугуна. При низкой скорости, медленном подъеме уровня чугуна в ковше модификатор будет всплывать на поверхность поднимающегося чугуна в ковше и сгорать с большим пироэффектом без модифицирующего воздействия на чугун. В данном случае гарантированное получение высокопрочного чугуна исключается. Увеличить высоту крышки, а соответственно и высоту чаши внутри крышки не представляется возможным из-за низкой высоты крановой подвески ковша. Чаша данной конструкции имеет значительные тепловые потери за счет излучения с поверхности металла в чаше.
Технической задачей изобретения является исключение выброса металла из чаши при поступлении его из печи, сокращение потерь тепла и обеспечение быстрого подъема уровня металла в ковше при модифицировании.
Задача решается тем, что в крышке, включающей металлическую футерованную обечайку с цапфами и донной частью, в которой расположено выпускное отверстие, обечайка выполнена конусной или в форме шарового пояса; обечайка в верхней части имеет цилиндрическую горловину, снабженную козырьком; донная часть крышки выполнена выпуклой; крышка снабжена пробкой, закрывающей выпускное отверстие в донной части.
На фиг. 1 показана крышка с чашей, футерованной кирпичом /вид сверху/.
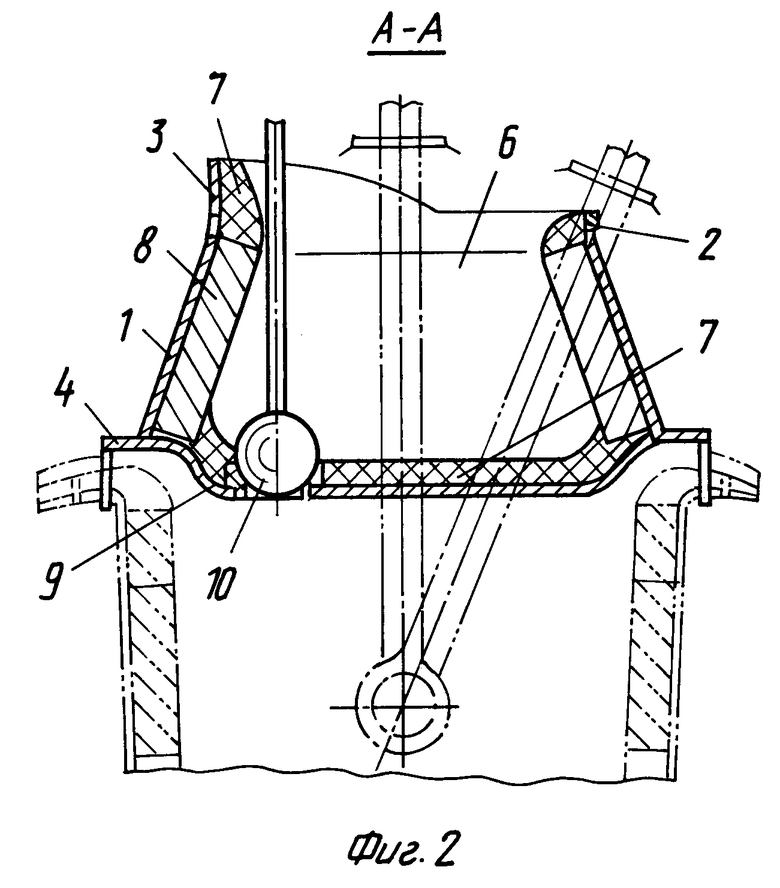
На фиг. 2 - крышка с чашей, футерованной кирпичом с пробкой в дне чаши /вид А-А/.
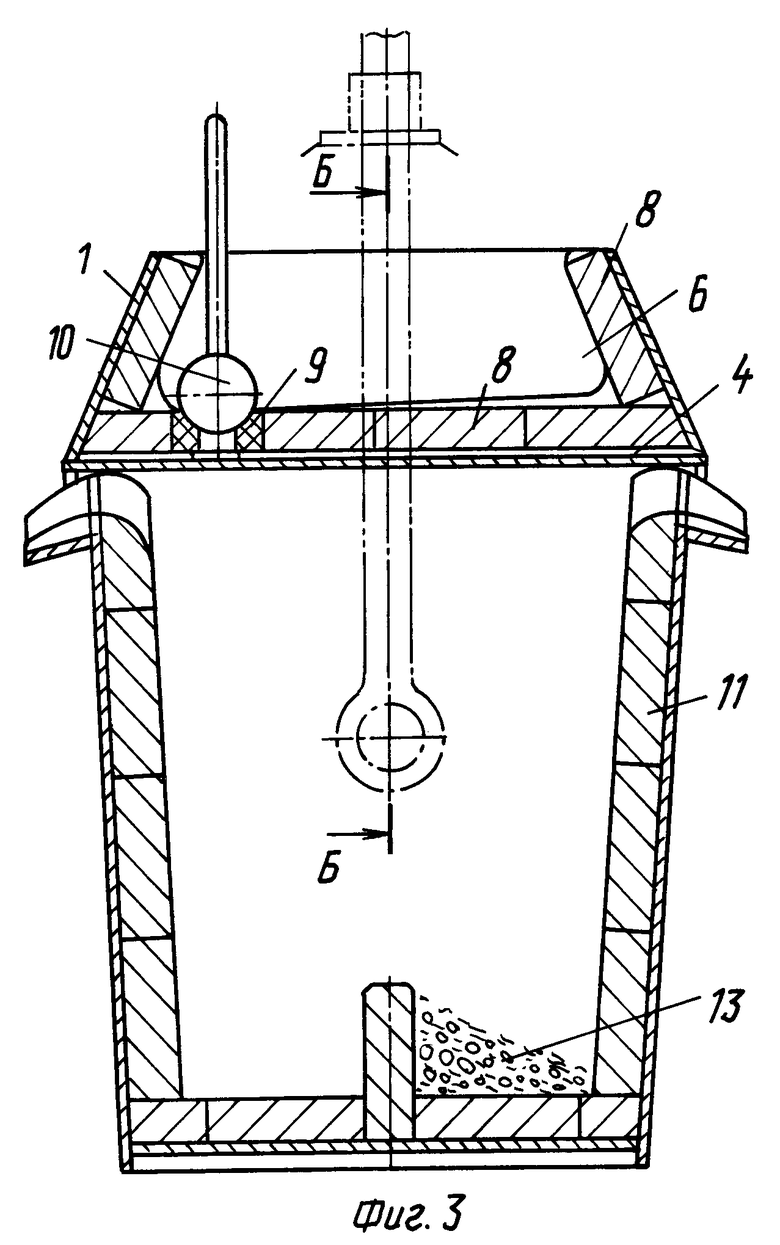
На фиг. 3 - крышка с чашей, футерованной кирпичом, имеющая плоское дно и пробку в дне чаши. Крышка установлена на ковш в рабочее положение перед заливкой металла в чашу.
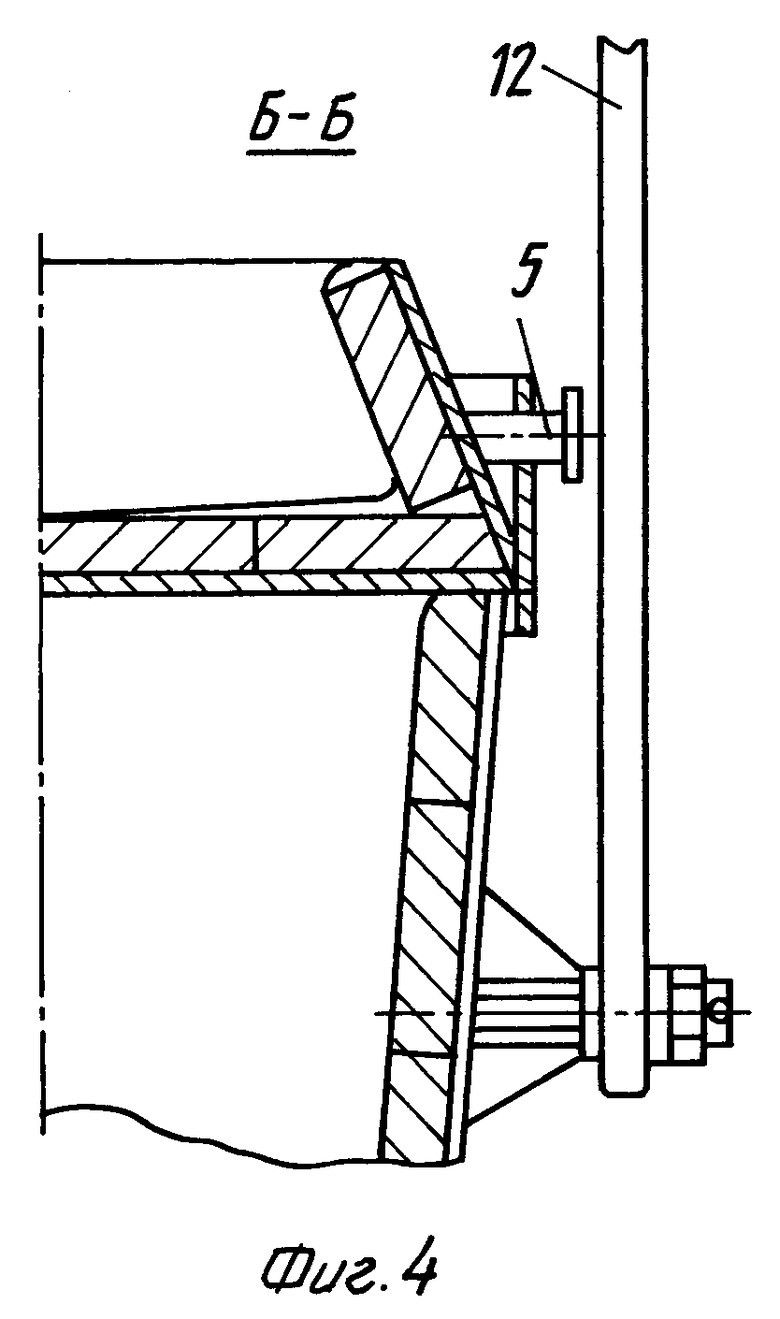
На фиг. 4 показана крышка с чашей /вид. Б-Б/.
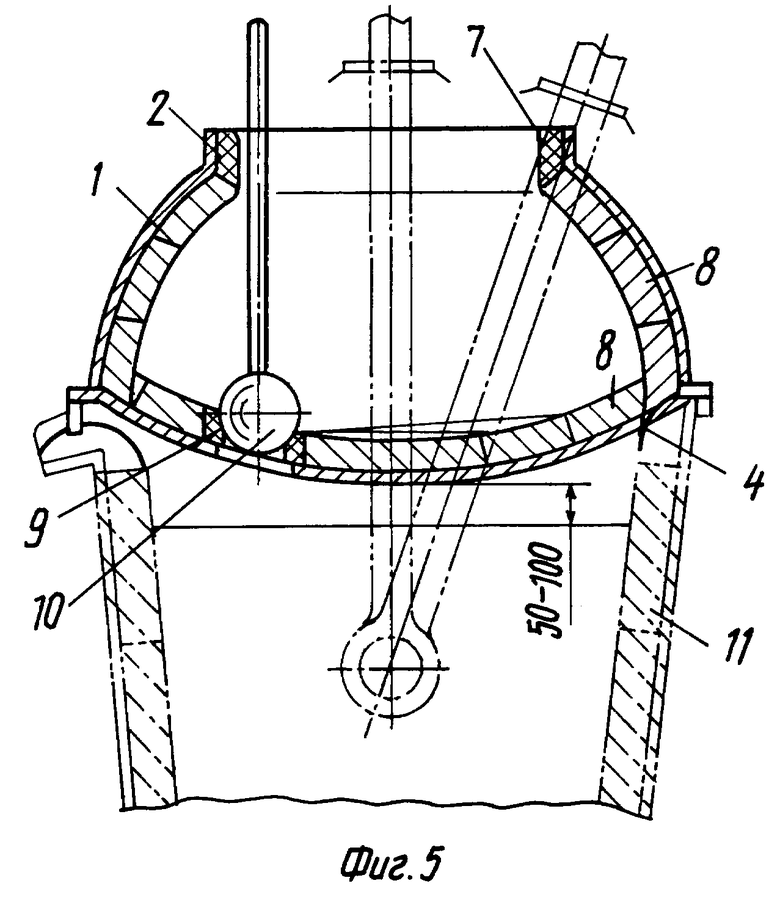
На фиг. 5 показана крышка с чашей, футерованной кирпичом, обечайка которой выполнена в форме шарового пояса.
Крышка (фиг. 1, фиг. 2) состоит из конусной обечайки 1, цилиндрической горловины 2 с козырьком 3, дна 4. Крышка снабжена цапфами 5 /фиг.1/. Внутренняя поверхность крышки - чаша 6 футерована огнеупорной набивкой 7 и огнеупорным кирпичом 8. В дне крышки имеется выпускное отверстие 9, которое закрывается пробкой 10.
На фиг. 3 показан упрощенный вариант крышки, установленной на ковш 11. В крышке отсутствует цилиндрическая горловина 2 и козырек 3, а дно 4 чаши выполнено плоским. Высота крышки выбирается в зависимости от высоты подвески /коромысла/ 12 /фиг. 4/ и должна быть в пределах 50 - 100 мм до ее верхней части. Этим обеспечивается свободное вращение коромысла 12 над крышкой вокруг оси редуктора поворота ковша. Объем металла в чаше 6 крышки должен быть максимально возможным. Для увеличения объема металла в чаше 6, сокращения тепловых потерь, дно 4 крышки выполняется выпуклым во внутрь ковша /фиг. 2, фиг. 5/. Конусность обечайки 1 крышки выбирается в зависимости от высоты крышки и диаметра Д горловины 2. Диаметр Д горловины принимается равным диаметру горловины барабанных ковшей (см. таблицу).
В соответствии с правилами техники безопасности литейные ковши независимо от их емкости должны выполняться металлом не более чем на 7/8 их внутренней высоты /см. Справочник по охране труда, том 3, издательство Судостроение, Л. , 1974 г., с. 69, пункт 273/ /3/. Следовательно, выпуклая форма дна крышки чаши обеспечивает содержание более значительного объема чугуна.
Уменьшение расстояния между дном чаши и поверхностью жидкого чугуна в ковше до 50-100 мм приводит к сокращению потерь тепла как в ковше, так и в чаше.
Процесс модифицирования чугуна в ковше с крышкой осуществляется следующим образом:
В предварительно подогретый до температуры 500 - 600oC ковш 11 на дно за перегородку вводят 0,1 - 0,2% от жидкого металла в ковше плавикового шпата. Плавиковый шпат должен равномерно покрывать дно ковша. Затем с помощью воронки засыпают модифицирующую смесь 13. Модифицирующая смесь должна быть засыпана таким образом, чтобы максимальная ее высота была в центре, а минимальная под углом естественного скоса уменьшалась к стенкам ковша.
Модифицирующая смесь сверху покрывается чугунной стружкой в количестве до 1%. Модифицирующая смесь вводится в количестве 3,0% от веса чугуна. Состав модификатора, мас.%: 58% Ск10Мг92Р /9% Mg/, 2% - графит, 20% - плавиковый шпат, ферросилиций ФС75 - остальное. Компоненты модифицирующей смеси должны быть предварительно раздроблены до размеров не более 7 мм. Пылевидная фракция размером до 0,5 мм отсеяна. Графит добавляется в смесь и тщательно перемешивается. На ковш 11 с помощью крана устанавливается предварительно подогретая до температуры 500 - 600oC крышка с чашей 6. Крышка устанавливается таким образом, чтобы выпускное отверстие 9 с пробкой 10 было установлено по другую сторону перегородки с модифицирующей смесью 13 таким образом, чтобы после заполнения чаши 6 и удаления пробки 10 металл не падал на модифицирующую смесь 13. Затем ковш вместе с крышкой с помощью крана устанавливается под желоб плавильной печи. Чугун при температуре 1450 - 1470oC первоначально заполняет чашу 6, а затем после удаления из чаши пробки 10 металл через выпускное отверстие 9 поступает в ковш 11. Первоначально чугун поступает за перегородку с модифицирующей смесью, а затем вдоль стенки поступает на модификатор. Уровень металла быстро повышается, так как заливка из плавильной печи через чашу не прерывается до заполнения ковша заданной массой.
Наличие в чаше конусной части выпуклого дна, а при необходимости цилиндрической горловины с козырьком, исключает выплескивание металла, снижает тепловые потери, обеспечивает минимальный расход модификатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для модифицирующей обработки жидкого чугуна | 1987 |
|
SU1608227A1 |
| Ковш для модифицирования и разливки чугуна | 1987 |
|
SU1532199A1 |
| Устройство для ковшевого модифицирования чугуна | 1990 |
|
SU1786086A1 |
| Устройство для внепечной обработки жидкого металла | 1981 |
|
SU965116A1 |
| Устройство для обработки расплавов присадками | 1986 |
|
SU1342926A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2016 |
|
RU2637459C2 |
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 2000 |
|
RU2164535C1 |
| КОВШ ДЛЯ ОБРАБОТКИ ЧУГУНА МАГНИЕМПодписная группа № 7 | 1964 |
|
SU159553A1 |

Изобретение может быть использовано в металлургии. Крышка для заливки чугуна в ковш при модифицировании содержит металлическую футерованную обечайку с цапфами и донной частью, в которой расположено выпускное отверстие, закрывающееся пробкой. Обечайка крышки выполнена конусной или в форме шарового пояса и в верхней части имеет цилиндрическую горловину. Горловина крышки снабжена козырьком. Донная часть крышки выполнена выпуклой. При использовании изобретения исключаются выбросы металла из чаши крышки, сокращаются потери тепла, обеспечивается минимальный объем модификатора. 4 з.п.ф-лы, 5 ил. , 1 табл.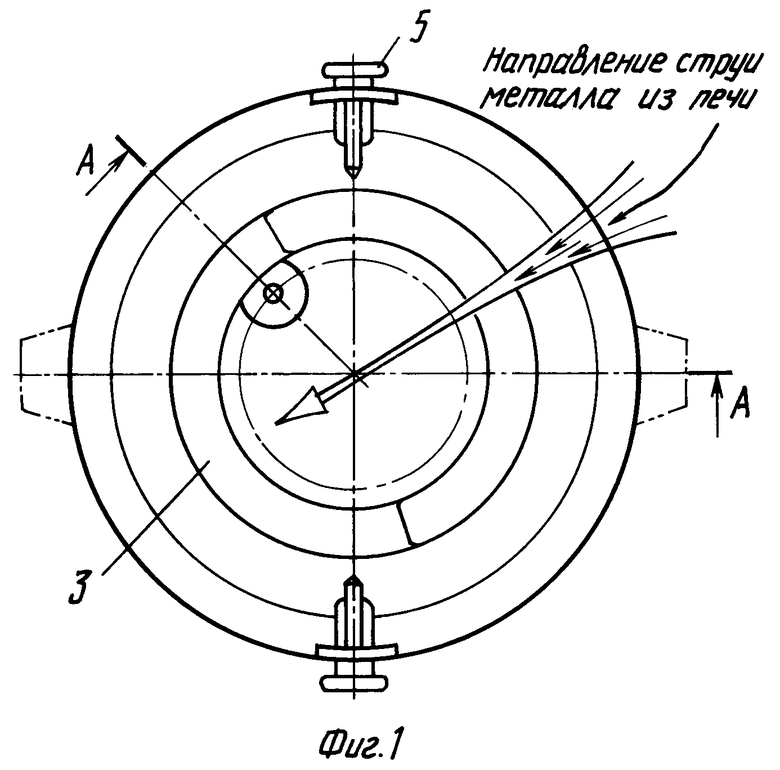
| Способ обработки чугуна магнийсодержащими лигатурами | 1990 |
|
SU1766963A1 |
| JP 6238409, 18.08.1987 | |||
| 0 |
|
SU354038A1 | |
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| Литниковая чаша | 1988 |
|
SU1650325A1 |
