Изобретение относится к метатглур гни и литей11г:1му производству, в частности к оборудованию для внепечиой обработки ра:и1ичных расплавов присадками .
Цель изобретения - упрощение обслуживания и повышение стабильности процесса обработки расплава.
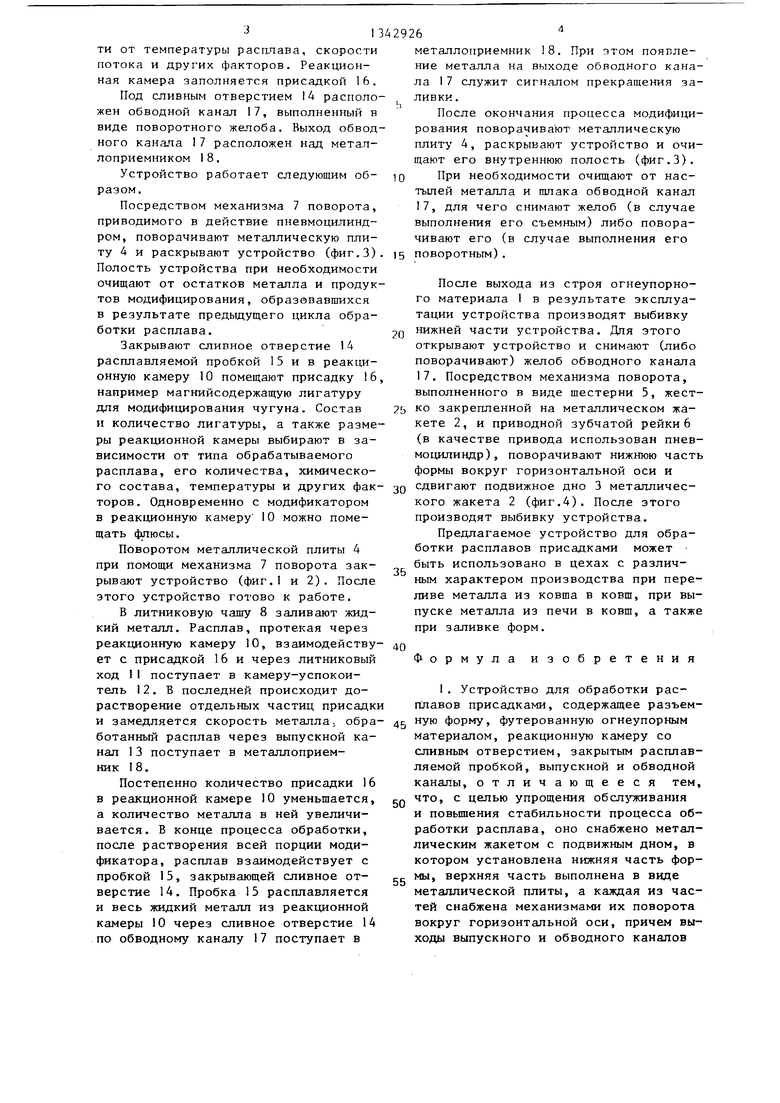
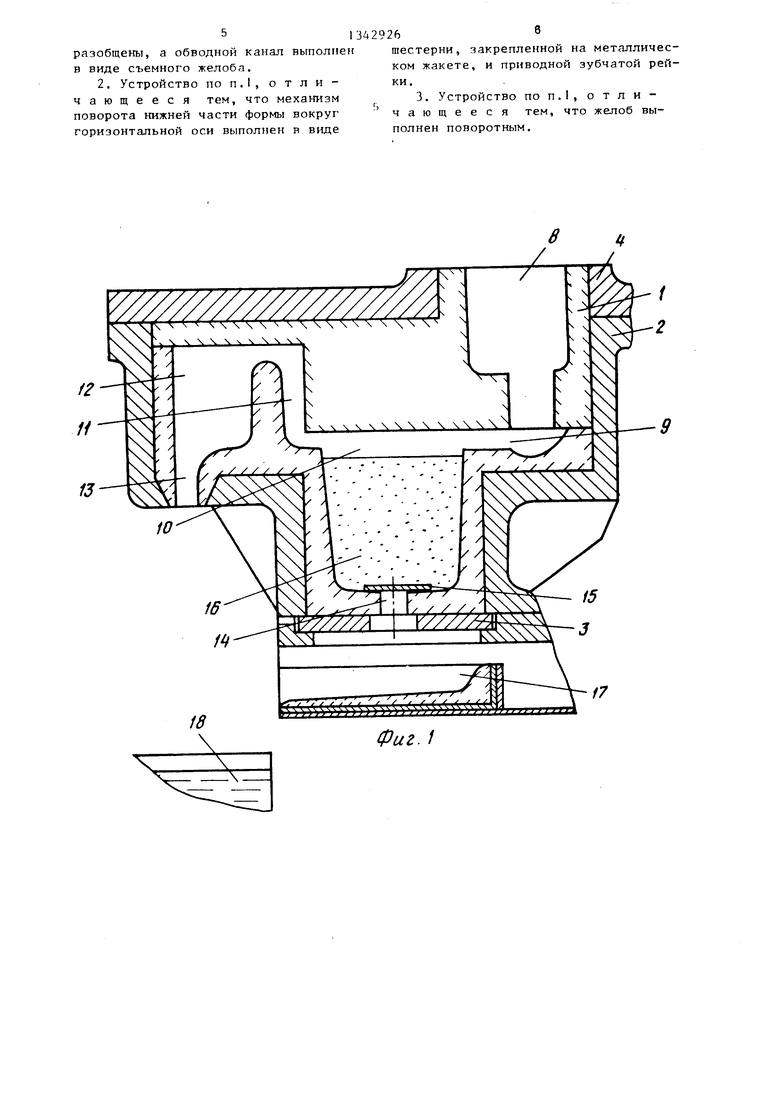
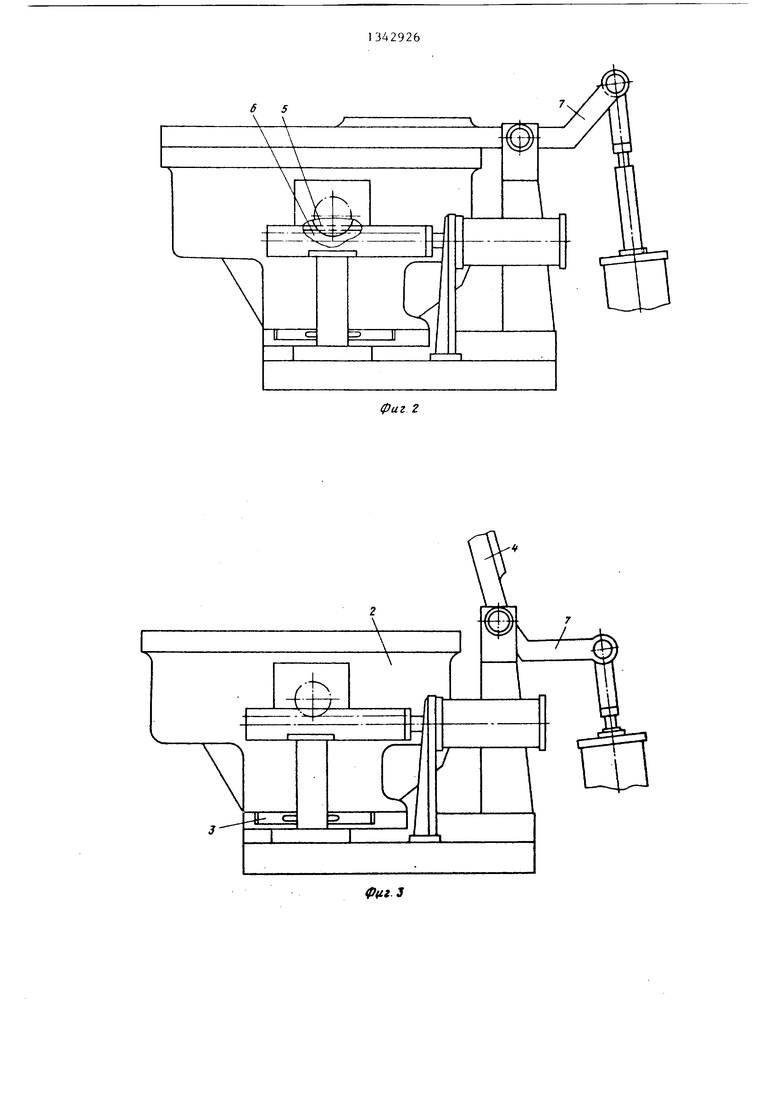
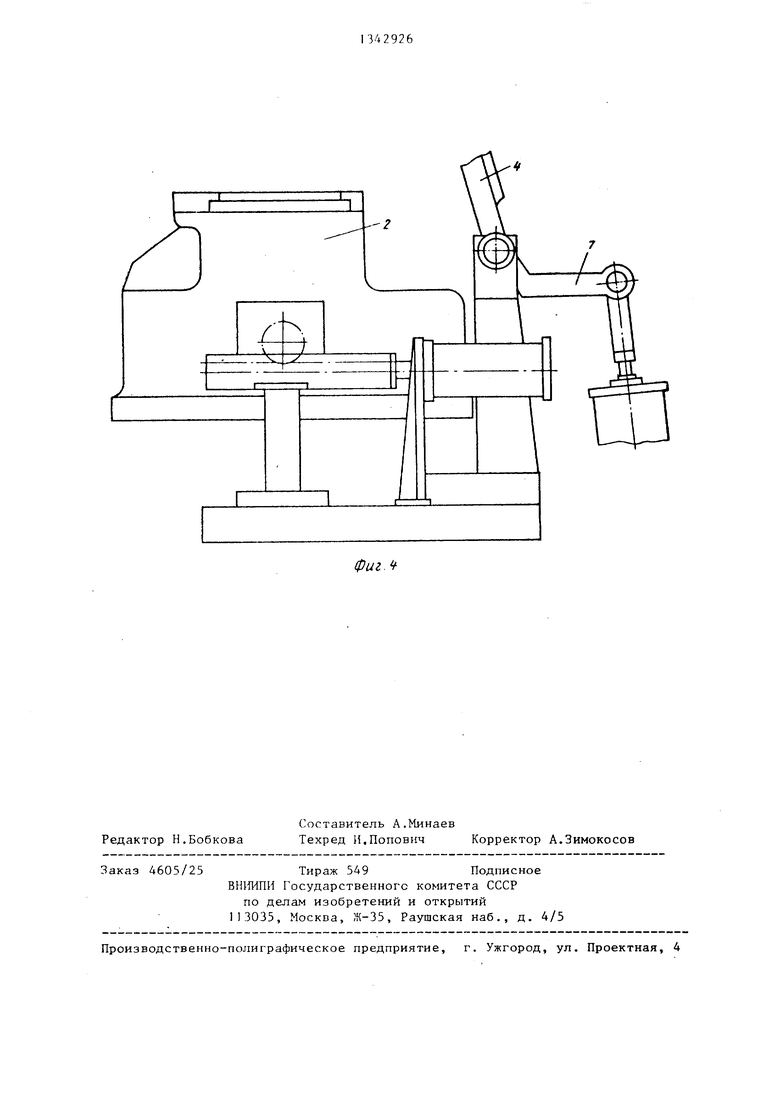
На фиг.1 изображено устройство, продолыты1 разрез; на фиг. 2 - то же, обший виц (устройство закрыто) ; на фиг.З - устройство с открытой крьпп- кой; на фиг. - устройство с открытой крьшткой и повернутой на 180° нижней частью формы (дно металлического жакета сдвинуто).
Установка нижней части формы в ме- тлллическиГ жакет, В)1полнение верхней
форм, п виде метапл1 ческой пли- 20 венно производить выбивку в случае
1Ъ1 и снабжение ттпх элементов меха- пи-.r-nNfH поворота вокруг горизонт,аль- Hoii поперечной OCTI дают возможность раскрывать устройство, производить его очистку от остатков металла и продуктов модифицирования, закладывать новую порцию модификатора и футеровать устройство. Поворот нижней половины формы покру .горизонтальной поперечной оси, а также на- И(.е подвижного дна металлического ат:ета дает возможность легко осуществлять Hbi6viBKy ггли рлзрушении ог- нех гюрного СЛС5Я в резу.иьтате зксплуата1г1 и устройства. Указанные конструк- металлической плиты 4. Обе части форTHRHbie особенпогти позволяют упростить обспужияаг.ие у г/гройства , дают тиозможностт .-И|ЗОпатт:. устройство кн лгократно.
Механизм части пс- лу(}|орм151 вокоуг гпризоктальной оси может Оьт. В,1пол tiei-i, например, в виде шестерни, жестко закрепленной на металлическом жакете, и приводной зубчатой pef iKH.
Отлпчитель}1ой особенностью устройства является также разобщение выходов выпускного и обводного каналов. Такое решение позволяет избежать обрлзолания в обводном канале пробки затвердевшего расплава, что характерно для известного ycTpofi- ства. Это дает возможность использовать устройство многократно, унрос- тить его обслуживание.
Поскольку появление расплава на выходе обводного канала служит указателем необходимости прекращения подачи расплава в устройство, стабильность процесса моди ицирования существенно повьаиается. Происходит это потому, что через устройство приливают металл в количестве, строго необходимом лишь для растворения присадки.
Таким образом, разобщение выходов вынускного и обводного каналов позволяет не только упростить обслуживание устройства и использовать его многократно, но и повысить стабильность процесса обработки расплава. Особенностью предлагаемого устройства является также выполнение обводного канала в виде съемного либо поворотного желоба. Такое решение позволяет легко очищать желоб от остатков металла, а также беспрепятстразрушения огнеупорного слоя в процессе эксплуатации устройства, для чего желоб необходимо предварительно снять либо отвернуть в сторону. В целом это позволяет упростить обслуживание устройства и использовать его многократно.
Устройство для обработки расплавов присадками выполнено в виде разъемной формы, внутренние полости которой оформлены огнеупорным материалом
1,состоящей из двух частей; нижней, установленной в металлический жакет
2,с подвижным дном 3 и верхней ны С1 абжены механизмами поворота вокруг горизонтальной оси. Механизм поворота нижней части формы вокруг п о- перечной оси выполнен в виде шестер1 и 5, жестко закрепленной на металлическом жакете 2, и приводной зубчатой рейки 6. Верхняя часть фор- м) также снабжена механизмом 7 цово- рота вокруг горизонтальной поперечной оси.
Устройство содержит литниковую чашу 8, соединенную питателем 9 с реакционной камерой 10. Литниковый ход 11 соединяет реакционную камеру 10 с
камерой-успокоителем 12,соединенную с выпускным каналом 13.
В донной части реакционной камеры 10 выполнено сливное отверстие 14, закрытое расплавляемой пробкой 15,
которая в зависимости от типа обрабатываемого расплава может быть изготовлена из алюминия, чугуна или другого материала. Размеры расплавляв- мой пробки 15 выбираются в зависимое
ти от температуры расплава, скорости потока и других факторов. Реакционная камера заполняется присадкой 16.
Под сливным отверстием 14 расположен обводной канал 17, выполненный в виде поворотного желоба. Выход обводного канала 17 расположен над метал- лоприемником 18.
Устройство работает следующим образом.
Посредством механизма 7 поворота, приводимого в действие пневмоцилинд- ром, поворачивают металлическую плиту 4 и раскрывают устройство (фиг.З) Полость устройства при необходимости очищают от остатков металла и продуктов модифицирования, образовавшихся в результате предьщущего цикла обработки расплава.
Закрывают сливное отверстие 14 расплавляемой пробкой 15 и в реакционную камеру 10 помещают присадку 16 например магнийсодержащую лигатуру для модифицирования чугуна. Состав и количество лигатуры, а также размеры реакционной камеры выбирают в зависимости от типа обрабатываемого расплава, его количества, химического состава, температуры и других факторов. Одновременно с модификатором в реакционную камеру 10 можно помещать флюсы.
Поворотом металлической плиты 4 при помощи механизма 7 поворота закрывают устройство (фиг.1 и 2). После этого устройство готово к работе.
В литниковую чашу 8 заливают жидкий металл. Расплав, протекая через реакционную камеру 10, взаимодейству ет с присадкой 16 и через литниковый ход 1 Г поступает в камеру-успокоитель 12. В последней происходит до- растворение отдельных частиц присадк
50
и замедляется скорость металла, обра- 45 ФормУ футерованную огнеупорным ботанный расплав через выпускной канал 13 поступает в металлоприемник I 8.
Постепенно количество присадки 16 в реакционной камере 10 уменьшается, а количество металла в ней увеличивается. В конце процесса обработки, после растворения всей порции модификатора, расплав взаимодействует с пробкой 15, закрывающей сливное отверстие 14. Пробка 15 расплавляется и весь жидкий металл из реакционной камеры 10 через сливное отверстие 14 по обводному каналу 17 поступает в
55
материалом, реакционную камеру со сливным отверстием, закрытым расплав ляемой пробкой, выпускной и обводной каналы, отличающееся тем что, с целью упрощения обсл живаиия и повышения стабильности процесса об работки расплава, оно снабжено метал лическим жакетом с подвижным дном, в котором установлена нижняя часть фор мы, верхняя часть выполнена в виде металлической плиты, а каждая из час тей снабжена механизмами их поворота вокруг горизонтальной оси, причем вы ходы выпускного и обводного каналов
металлоприемник 18. При этом появление металла на выходе обводного канала 17 служит сигналом прекращения заливки .
После окончания процесса модифицирования поворачивают металлическую плиту 4, раскрывают устройство и очищают его внутреннюю полость (фиг.З).
При необходимости очищают от настылей металла и шлака обводной канал 17, для чего снимают желоб (в случае выполнения его съемным) либо поворачивают его (в случае выполнения его поворотным).
После выхода из строя огнеупорного материала 1 в результате эксплуатации устройства производят выбивку нижней части устройства. Для этого открывают устройство и снимают (либо поворачивают) желоб обводного канала 17. Посредством механизма поворота, выполненного в виде шестерни 5, жестко закрепленной на металлическом жакете 2, и приводной зубчатой рейки 6 (в качестве привода использован пнев- моцилиндр), поворачивают нижнюю часть формы вокруг горизонтальной оси и сдвигают подвижное дно 3 металлического жакета 2 (фиг.4). После этого производят выбивку устройства.
Предлагаемое устройство для обработки расплавов присадками может быть использовано в цехах с различным характером производства при переливе металла из ковша в ковш, при выпуске металла из печи в ковш, а также при заливке форм.
Формула изобретения
I. Устройство для обработки расплавов присадками, содержащее разъем
ФормУ футерованную огнеупорным
материалом, реакционную камеру со сливным отверстием, закрытым расплавляемой пробкой, выпускной и обводной каналы, отличающееся тем, что, с целью упрощения обсл живаиия и повышения стабильности процесса обработки расплава, оно снабжено металическим жакетом с подвижным дном, в котором установлена нижняя часть формы, верхняя часть выполнена в виде металлической плиты, а каждая из частей снабжена механизмами их поворота вокруг горизонтальной оси, причем выходы выпускного и обводного каналов
разобщены, а обводной канал выполнен в виде съемного желоб га.
2. Устройство по п.I, о т л и - чающееся тем, что механизм поворота нижней части формы вокруг горизонтальной оси выполнен в виде
шестерни, закрепленной на металлическом жакете, и приводной зубчатой рейки.
3. Устройство по П.1, отличающееся тем, что желоб выполнен поворотным.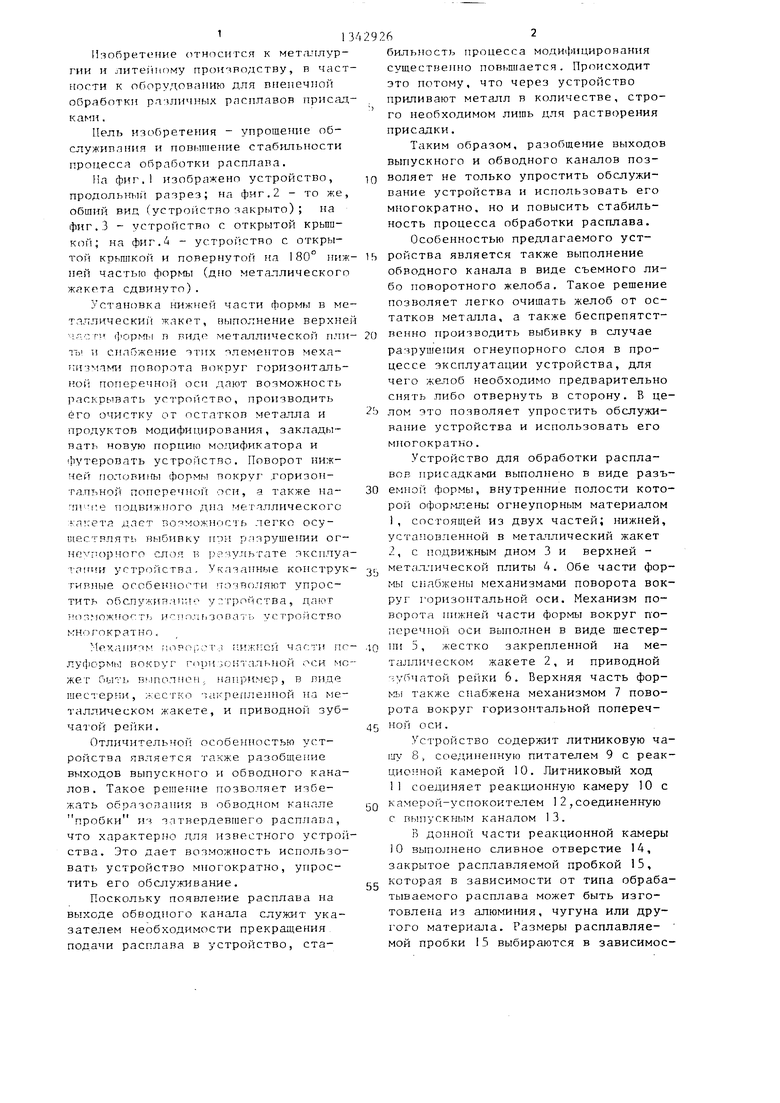
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система | 1979 |
|
SU846063A1 |
| Устройство для модифицирования металла в литейной форме | 1985 |
|
SU1301558A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Литейная форма | 1979 |
|
SU904884A1 |
| Скользящий ковшевой затвор | 1982 |
|
SU1047587A1 |
| Ковш для внепечной обработки расплавов | 1979 |
|
SU869964A1 |
| Устройство для обработки жидкогочугуНА B пОТОКЕ МАгНиЕМ | 1979 |
|
SU836114A1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
| Устройство для модифицирования жидкого металла | 1981 |
|
SU986588A1 |
| Плавильный агрегат непрервного действия | 1976 |
|
SU662595A1 |
Изобретение относится к металлургии и литейному производству, в частности к оборудованию для внепечной обработки различных расплавов присадками. Цель изобретения - упрощение обслуживания и повышение стабильности процесса обработки расплава. Устройство для обработки расплавов присадками, включающее разъемную форму, футерованную огнеупорным материалом, реакционную камеру со сливным отверстием, закрытым расплавляемой пробкой, выпускной и обводной каналы, снабжено металлическим жакетом с подвижным дном, в котором установлена нижняя часть формы. Верхняя часть формы выполнена в виде металлической плиты, и каждая из частей снабжена механизмами их поворота вокруг горизонтальной оси, причем выходы выпускного и обводного каналов разобщены, а обводной канал выполнен в виде съемного желоба. Мехашгзм поворота нижней части формы вокруг горизонтальной оси выполнен в виде шестерни, закрепленной на металлическом жакете, и приводной зубчатой рейки. Желоб выполнен поворотным. 2 з.п. ф-лы, 4 ил. ifi (Л со 1 N5 СО ГО о:
17
Редактор Н.Бобкова
Составитель А.Минаев
Техред И.Попович Корректор А.Зимокосов
Заказ 4605/25Тираж 5А9Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- - ----- - - -- --- --- -.- - «- - - .
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.
| ПУТЬ НА КРИВОЛИНЕЙНОМ УЧАСТКЕ | 1990 |
|
RU2011724C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Заявка Великобритании № 1478936, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент Великобритании № 1558190, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для обработки жидкого метал-лА ТВЕРдыМи пРиСАдКАМи | 1979 |
|
SU831350A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литниковая чаша для обработки расплава | 1978 |
|
SU738747A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
