Изобретение относится к области обработки металлов резанием, более конкретно к устройствам для обработки торцовых поверхностей кольцевой формы (главным образом, таких деталей, демонтаж которых для обработки на стационарных станках затруднен или нецелесообразен), и может быть использовано в энергетике (например, при ремонтных работах на АЭС для подрезки уплотнительной поверхности крышек люков, находящихся внутри барабанов-сепараторов) и в других отраслях промышленности.
Известен переносной фрезерный станок для обработки деталей кольцевой формы (авт.св. СССР N 1388199, В 23 C 1/20, опубл. 15.04.1988), включащий стойки, связанные траверсой, несущей фрезерную головку, механизм перемещения станка относительно детали в виде приводных осей с коническими роликами, взаимодействующими с торцовой поверхностью обрабатываемой детали, и упоры, взаимодействующие с внутренней и внешней поверхностями детали. Однако применение данного станка возможно лишь в тех случаях, когда вокруг торца обрабатываемой детали имеется значительное по размеру свободное пространство.
Известен переносной станок для обработки фланцев (авт. св. СССР N 1076196, В 23 В 5/16, опубл.28.02.1984), содержащий корпус, установленные на нем и кинематически связанные между собой привод главного движения, планшайбу с механизмом радиальной подачи суппорта, причем механизм радиальной подачи выполнен в виде винтовой пары. Однако система базирования этого станка не всегда обеспечивает требуемую точность взаимного расположения обрабатываемого изделия и режущего инструмента, а вибрация, вызываемая сложной и длинной кинематической цепью станка, ограничивает чистоту и точность обработки. Кроме того, с увеличением размера обрабатываемой детали габариты станка такой конструкции и трудности его эксплуатации существенно увеличиваются.
Предлагаемое устройство обеспечивает повышение точности базирования, увеличение жесткости и уменьшение вибрации системы станок - режущий инструмент - обрабатываемая деталь, сокращение длительности операций монтажа и демонтажа станка на обрабатываемой детали при возможности проведения их вручную.
Сущность изобретения заключается в том, что переносной станок для обработки торцовых поверхностей, содержащий режущую головку, имеющую неподвижный корпус и подвижный корпус с механизмом радиальной подачи пиноли с резцедержателем, редуктор привода, кинематически связанный с подвижным корпусом, и механизм крепления станка на обрабатываемой детали,
снабжен двумя противовесами, двумя соосными центральными упорными подшипниками, по меньшей мере двумя соосными радиальными подшипниками и опорой с гибкими элементами для крепления редуктора привода, установленной с возможностью ее фиксирования на внешней боковой поверхности обрабатываемой детали посредством указанных гибких элементов,
при этом механизм радиальной подачи пиноли выполнен в виде дифференциального винта и двух гаек, одна из которых закреплена на подвижном корпусе, а другая - жестко связана с пинолью,
кинематическая связь между подвижным корпусом и механизмом радиальной подачи пиноли выполнена в виде двух находящихся в зацеплении цилиндрических зубчатых колес, одно из которых закреплено в неподвижном корпусе соосно оси вращения подвижного корпуса, а другое - на валу, установленном в подвижном корпусе параллельно оси его вращения, и двух находящихся в зацеплении конических зубчатых колес, одно из которых закреплено на упомянутом валу, а другое - размещено с возможностью свободного осевого перемещения на дифференциальном винте механизма радиальной подачи пиноли,
подвижный корпус установлен на неподвижном корпусе посредством двух соосных центральных упорных подшипников и по меньшей мере двух соосных радиальных подшипников, охватывающих указанный вал с цилиндрическим и коническим зубчатыми колесами и ось вращения подвижного корпуса, один из противовесов закреплен на подвижном корпусе диаметрально противоположно резцедержателю, а второй - на противоположном резцедержателю конце дифференциального винта,
механизм крепления станка на обрабатываемой детали выполнен в виде установочной плиты с отверстиями, по крайней мере одно из которых предназначено для базирования и сопряжения с режущей головкой и по крайней мере два - для размещения узлов крепления плиты на торцовой поверхности обрабатываемой детали с возможностью радиального смещения.
Выполнение механизма крепления в виде установочной плиты с отверстиями, дающее возможность регулируемого смещения плиты относительно детали, обеспечивает необходимую точность базирования. Короткие и жесткие кинематические цепи механизма радиальной подачи и кинематической связи между ним и подвижным корпусом режущей головки (а также установка последнего на неподвижном корпусе с использованием двух соосных центральных упорных подшипников и по меньшей мере двух соосных радиальных подшипников большого диаметра), уравновешивание движущихся при резании частей станка посредством двух противовесов, крепление редуктора привода на отдельной опоре увеличивают жесткость и уменьшают вибрацию системы станок - инструмент - деталь. Кроме того, предложенные схемы цепей обеспечивают компактность станка. Увеличение устойчивости процесса резания (в частности, при отличном от горизонтального расположении плоскости обработки) обуславливает минимизацию срезаемого слоя металла (одновременно с повышением чистоты и точности обработки) и, следовательно, максимизацию послеремонтного ресурса обработанной детали. Рациональное разделение станка на конструктивные блоки (установочная плита, режущая головка, редуктор привода и опора для его крепления) обеспечивает вручную быстрый монтаж и демонтаж станка на обрабатываемой детали в труднодоступных и стесненных местах, где затруднено применение грузоподъемных средств и ограничено время пребывания обслуживающего персонала.
Предлагаемое устройство поясняется следующими чертежами:
фиг. 1 - общий вид станка;
фиг. 2 - режущая головка;
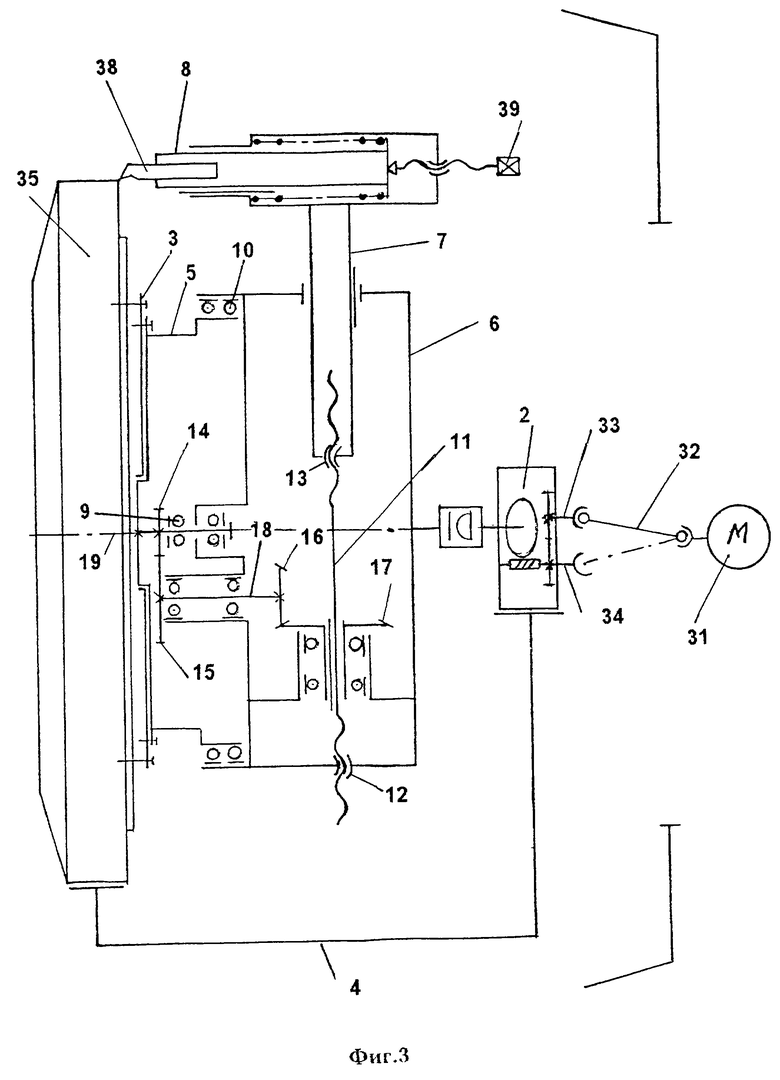
фиг. 3 - кинематическая схема режущей головки;
фиг. 4 - положение крышки в барабане-сепараторе при обработке.
Переносной станок состоит из режущей головки 1, редуктора привода 2 и механизма крепления станка на обрабатываемой детали, включающего установочную плиту 3 и опору 4. Режущая головка содержит неподвижный корпус 5 и подвижный корпус 6 (вращение которого осуществляется редуктором привода 2) с пинолью 7 и резцедержателем 8. Подвижный корпус 6 установлен на неподвижном корпусе 5 посредством соосных центральных упорных подшипников 9 и соосных радиальных подшипников 10. Механизм радиальной подачи включает дифференциальный винт 11 с неподвижной гайкой 12, закрепленной в корпусе 6, и подвижной гайкой 13, жестко связанной с пинолью 7. Для вращения дифференциального винта 11 служат цилиндрические зубчатые колеса 14 и 15, причем колесо 14 закреплено в неподвижном корпусе 5, и конические зубчатые колеса 16 и 17, причем зубчатые колеса 15 и 16 закреплены на одном валу 18, установленном в подвижном корпусе 6 параллельно оси его вращения 19, а колесо 17 размещено с возможностью свободного осевого перемещения на дифференциальном винте 11. Не подвижном корпусе 6 закреплен противовес 20, предназначенный для грубого динамического уравновешивания, а на дифференциальном винте 11 - противовес 21, предназначенный для более тонкого уравновешивания. Для фиксации режущей головки 1 на установочной плите 3 служат болты 22.
В установочной плите 3 выполнены отверстия, из которых по крайней мере одно (например, центральное), служащее базовым, предназначено для сопряжения с режущей головкой 1 и по крайней мере два (например, периферийные), положение которых определяется конструкцией обрабатываемой детали, предназначены для размещения узлов крепления 23 плиты к обрабатываемой детали, включающих дистанционирующие элементы (на чертежах изображены условно - в виде болтов), с возможностью смещения плиты 3 в радиальном направлении, а остальные предназначены для размещения регулировочных винтов 24. Опора содержит стойку 25, кронштейн 26, гибкие элементы (например, цепи) 27 и стяжной винт 28 с гайками 29 и 30.
Редуктор привода 2 взаимодействует с первичным двигателем 31 посредством шарнирного вала 32, имея для его подсоединения два места (33 и 34), соответствующие противоположным направлениям вращения выходного вала редуктора.
Переносной станок используется следующим образом. Установочную плиту 3 размещают на торцовой поверхности обрабатываемой детали 35, а затем дистанционируют от нее, центрируют относительно оси детали и фиксируют с помощью узлов крепления 23. С помощью винтов 24 достигают параллельности базовой плоскости 36 и плоскости обработки 37. Режущую головку 1 закрепляют на установочной плите 3. Опору 4 устанавливают на внешней боковой поверхности обрабатываемой детали и закрепляют посредством натяжения гибких элементов 27. На стойке 25 опоры 4 размещают редуктор привода 2, устанавливают его связь с подвижным корпусом 6 режущей головки 1, выставляют соосность выходного вала редуктора привода 2 и оси вращения 19 подвижного корпуса 6 (предусмотренные для этого в станке средства на чертежах не показаны), после чего редуктор привода закрепляют (например, болтами) на стойке 25. Резец 38 с помощью ручной передачи 39 выставляют на нужную глубину резания и фиксируют (предусмотренные для этого в станке средства на чертежах не показаны). Выходной вал первичного двигателя 31 (например, пневмомашины) посредством шарнирного вала 32 подсоединяют к редуктору привода 2.
Включение станка осуществляют включением первичного двигателя 31. Движение через редуктор привода 2 передается подвижному корпусу 6 режущей головки 1. При вращении подвижного корпуса 6 зубчатое колесо 15 обкатывается вокруг неподвижного зубчатого колеса 14 и (через пару конических зубчатых колес 16 и 17) вращает дифференциальный винт 11, который, перемещаясь относительно неподвижной гайки 12 в сторону резца, перемещает гайку 13 и связанные с ней пиноль 7 с резцедержателем 8 в противоположном направлении, осуществляя радиальную подачу за счет разницы шагов резьбы двух винтовых пар, составленных гайками 12 и 13 и предназначенными для взаимодействия с ними резьбовыми участками дифференциального винта 11. При реверсировании подвижного корпуса 6, осуществляемого реверсом первичного двигателя 31 или (например, при нереверсивном первичном двигателе) изменением места подсоединения шарнирного вала 32 к редуктору привода 2, направление движения пиноли 7 с резцедержателем 8 меняется на противоположное.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНАЯ ГОЛОВКА К СТАНКУ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ | 1998 |
|
RU2149737C1 |
| СТАНОК ДЛЯ ЧИСТКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ | 1992 |
|
RU2030966C1 |
| СТАНОК УНИВЕРСАЛЬНЫЙ ПЕРЕНОСНОЙ | 2005 |
|
RU2318646C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ВЫРЕЗКИ ДИСКОВ В МЕТАЛЛИЧЕСКИХ ЛИСТАХ | 2001 |
|
RU2197362C2 |
| КАНТОВАТЕЛЬ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2014197C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА К СТАНКАМ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ | 1988 |
|
SU1543704A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНЫХ КАТУШЕК ИНДУКТИВНОСТИ | 1989 |
|
RU2032953C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |


Изобретение относится к области обработки металлов резанием, а именно к устройствам для обработки торцовых поверхностей кольцевой формы, и может быть использовано в энергетике, например при ремонтных работах на АЭС, и в других отраслях промышленности. Переносной станок содержит режущую головку, имеющую неподвижный корпус и подвижный корпус с механизмом радиальной подачи пиноли с резцедержателем, редуктор привода, кинематически связанный с подвижным корпусом, механизм крепления станка на обрабатываемой детали, два противовеса, два соосных центральных упорных подшипника, по меньшей мере два соосных радиальных подшипника. Опора с гибкими элементами для крепления редуктора привода установлена с возможностью ее фиксирования на внешней боковой поверхности обрабатываемой детали посредством указанных гибких элементов. Механизм радиальной подачи пиноли выполнен в виде дифференциального винта и двух гаек, одна из которых закреплена на подвижном корпусе, а другая жестко связана с пинолью. Кинематическая связь между подвижным корпусом и механизмом радиальной подачи пиноли выполнена в виде двух находящихся в зацеплении цилиндрических зубчатых колес и двух находящихся в зацеплении конических зубчатых колес. Одно из цилиндрических зубчатых колес закреплено в неподвижном корпусе соосно оси вращения подвижного корпуса, а другое - на валу, установленном в подвижном корпусе параллельно оси его вращения. Одно из конических зубчатых колес закреплено на упомянутом валу, а другое размещено с возможностью свободного осевого перемещения на дифференциальном винте механизма радиальной подачи пиноли. Подвижный корпус установлен на неподвижном корпусе посредством двух соосных центральных упорных подшипников и по меньшей мере двух соосных радиальных подшипников, охватывающих указанный вал с цилиндрическим и коническим зубчатыми колесами и ось вращения подвижного корпуса. Один из противовесов закреплен на подвижном корпусе диаметрально противоположно резцедержателю, а второй - на противоположном резцедержателю конце дифференциального винта. Механизм крепления станка на обрабатываемой детали выполнен в виде установочной плиты с отверстиями. По крайней мере одно из указанных отверстий предназначено для базирования и сопряжения с режущей головкой, и по крайней мере два - для размещения узлов крепления плиты на торцовой поверхности обрабатываемой детали с возможностью радиального смещения. Предлагаемое устройство обеспечивает повышение точности базирования, увеличение жесткости и уменьшение вибрации системы станок - режущий инструмент - обрабатываемая деталь, сокращение длительности операций монтажа и демонтажа станка на обрабатываемой детали при возможности проведения их вручную. 4 ил.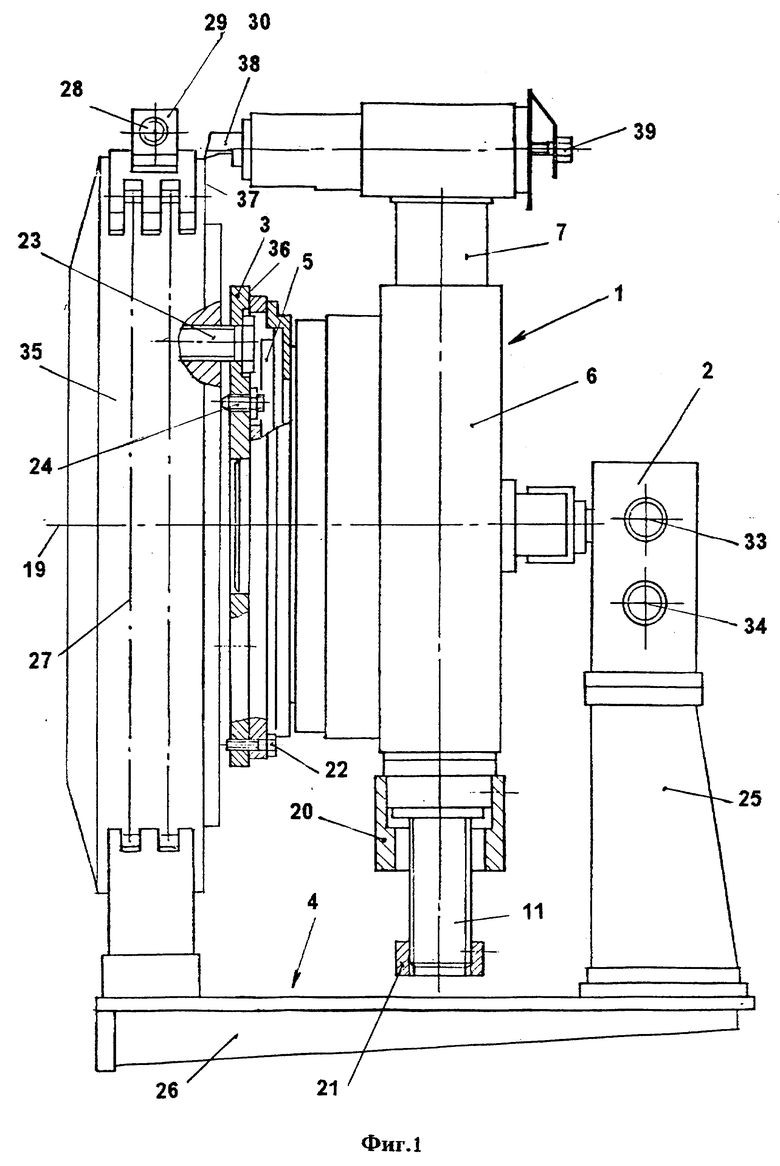
Переносной станок для обработки торцовых поверхностей, содержащий режущую головку, имеющую неподвижный корпус и подвижный корпус с механизмом радиальной подачи пиноли с резцедержателем, редуктор привода, кинематически связанный с подвижным корпусом, и механизм крепления станка на обрабатываемой детали, отличающийся тем, что он снабжен двумя противовесами, двумя соосными центральными упорными подшипниками, по меньшей мере, двумя соосными радиальными подшипниками и опорой с гибкими элементами для крепления редуктора привода, установленной с возможностью ее фиксирования на внешней боковой поверхности обрабатываемой детали посредством указанных гибких элементов, механизм радиальной подачи пиноли выполнен в виде дифференциального винта и двух гаек, одна из которых закреплена на подвижном корпусе, а другая жестко связана с пинолью, кинематическая связь между подвижным корпусом и механизмом радиальной подачи пиноли выполнена в виде двух находящихся в зацеплении цилиндрических зубчатых колес, одно из которых закреплено в неподвижном корпусе соосно оси вращения подвижного корпуса, а другое - на валу, установленном в подвижном корпусе параллельно оси его вращения, и двух находящихся в зацеплении конических зубчатых колес, одно из которых закреплено на упомянутом валу, а другое размещено с возможностью свободного осевого перемещения на дифференциальном винте механизма радиальной подачи пиноли, подвижный корпус установлен на неподвижном корпусе посредством двух соосных центральных упорных подшипников и, по меньшей мере, двух соосных радиальных подшипников, охватывающих указанный вал с цилиндрическим и коническим зубчатыми колесами и ось вращения подвижного корпуса, один из противовесов закреплен на подвижном корпусе диаметрально противоположно резцедержателю, а второй - на противоположном резцедержателю конце дифференциального винта, при этом механизм крепления станка на обрабатываемой детали выполнен в виде установочной плиты с отверстиями, по крайней мере, одно из которых предназначено для базирования и сопряжения с режущей головкой, и, по крайней мере, два - для размещения узлов крепления плиты на торцовой поверхности обрабатываемой детали с возможностью радиального смещения.
| Переносной станок для обработки фланцев | 1982 |
|
SU1076196A1 |
| US 3608406, 28.09.1971 | |||
| DE 3816307 С1, 07.09.1989. | |||

