Изобретение относится к машиностроению, а именно к способам копировальной обработки, и может быть использовано в деревообрабатывающем оборудовании при обработке цилиндрических, конических и профильных тел вращения типа балясин, ножек стула и т.д.
Известен способ копировальной обработки, при котором деталь с копиром связаны с помощью качающего рычага, причем ось качания рычага располагают перпендикулярно осям детали и копира, при этом профиль копира выбирают из условия направления зачистного лезвия резца по касательной к профилю осевого сечения детали [1].
Известен способ копировальной обработки, при котором для обработки берут копир, выполненный в виде кругового цилиндра, сообщают ему вращение вокруг оси, смещенной относительно геометрической оси копира, при этом вращение последнего и относительное перемещение копира и щупа осуществляется с переменной скоростью [2].
Недостатком способа является сложность проектирования и подбора параметров из-за того что в каждой точке необходимо учитывать перемещение щупа относительно копира со смещенной осью вращения, которые осуществляются с переменной скоростью.
Известно устройство для копировальной обработки деталей сложной формы, в котором каретка копировального суппорта при его продольном ходе подвижна от дискового копира, сблокированного на суппорте с реечной шестерней и поворотного при взаимодействии последней с рейкой, приводимой гидропневмоцилиндром. При этом с целью повышения производительности процесса копирования и надежного возврата резца в исходное положение рейка поворотного дискового копира установлена вне копировального суппорта на станине станка в опорах, параллельно направляющим его каретки продольного хода так, что суппорт взаимодействует с ней при его рабочем ходе, и выполнена приводной синхронно с суппортом при его холостом ходе [3].
Известен копировальный токарно-фрезерный станок КТФ-6М фирмы «ПРОГРЕСС», работающий на принципе фрезерования древесины вращающимся дисковым инструментом, предназначен для обработки по шаблону тел вращения типа балясин, ножек стульев [4].
Известен токарно-копировальный автомат по дереву, содержащий станину, переднюю и заднюю бабки, шпиндель, продольный суппорт с резцедержателем, питатель и привод, копир, поперечные суппорты с резцедержателями, соединенными с равноплечими рычагами, перемещаемыми упорами, закрепленными на каретке [5].
Недостатком известных устройств является невысокая производительность.
Основной задачей, на решение которой направлен заявленные способ копировальной обработки и копировальный токарно-фрезерный станок, является повышение производительности.
Единым техническим результатом, достигаемым при осуществлении заявленных изобретений, является создание станка упрощенной конструкции и расширение его технологических возможностей за счет обработки деталей разной конфигураций при неизменной поверхности копира, а также за счет обработки дисковым режущим инструментом одновременно двух деталей переменного диаметра с глубокими и узкими впадинами типа балясин, ножек стула.
Указанный технический результат достигается тем, что в известном способе копировальной обработки, при котором для обработки берут копир, выполненный в виде кругового цилиндра, сообщают ему вращение вокруг оси, смещенной относительно геометрической оси копира, при этом вращение последнего и относительное перемещение копира и щупа осуществляется с переменной скоростью, согласно изобретению в предлагаемом способе для обработки берут копир, выполненный в виде одного или двух и более копировальных дисков заданной конфигурации, взаимодействующих через установленные навстречу друг другу двуплечий рычаг и опирающийся на него регулируемый щуп с дисковым режущим инструментом, при этом контуры двух и более вращающихся дисков копира между собой соединены спирально, из условия расположения оси вращения копира и осей вращения деталей параллельно к оси качания щупа последняя соосна с осью качания и продольного перемещения режущего инструмента. Для образования профиля одновременно обрабатывающих двух деталей, копир сообщает режущему инструменту относительно деталей поперечные качательные движения, одновременно согласованные с перемещением режущего инструмента вдоль осей вращения деталей как в одну, так и в другую сторону.
Причем скорость вращения копира может изменяться по отношению к неизменной скорости перемещения режущего инструмента, которая задается режимом резания, расстояние от оси качания щупа до точки взаимодействия регулируемого щупа с двуплечим рычагом может изменяться, а когда расстояние между осью качания щупа и точкой взаимодействия щупа с двуплечим рычагом больше, чем расстояние от оси качания щупа до оси качания двуплечего рычага, получим обрабатываемые детали соответствующего масштаба копирования с обратным профилем, или когда исходная точка взаимодействия двуплечего рычага с диском копира сместится на другую исходную точку взаимодействия с копировальным диском при условии, что расстояния от оси качания щупа до этих точек будут равны между собой, а направление вращения копира и расположение режущего инструмента относительно деталей останутся прежними.
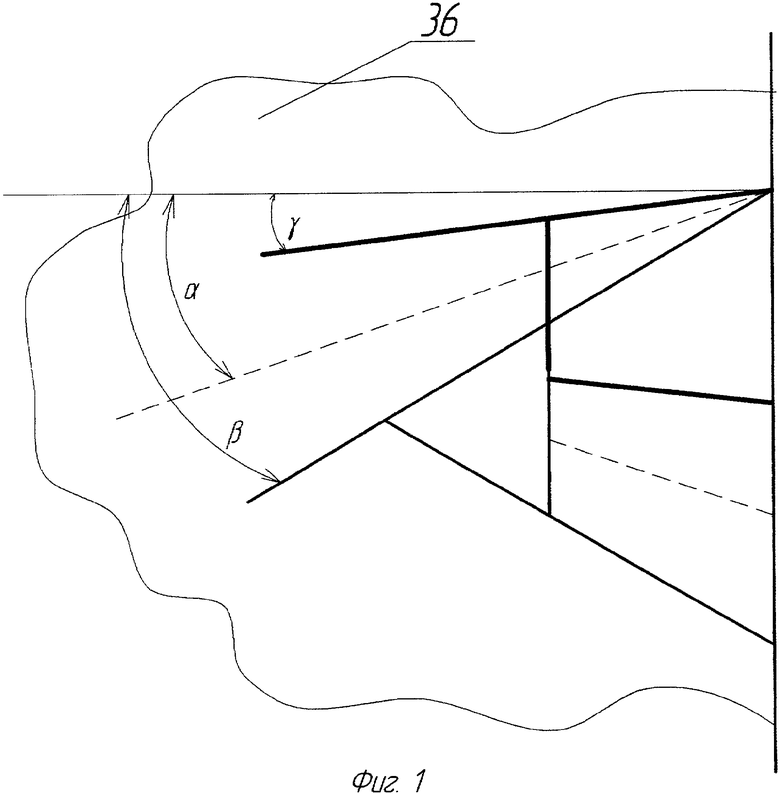
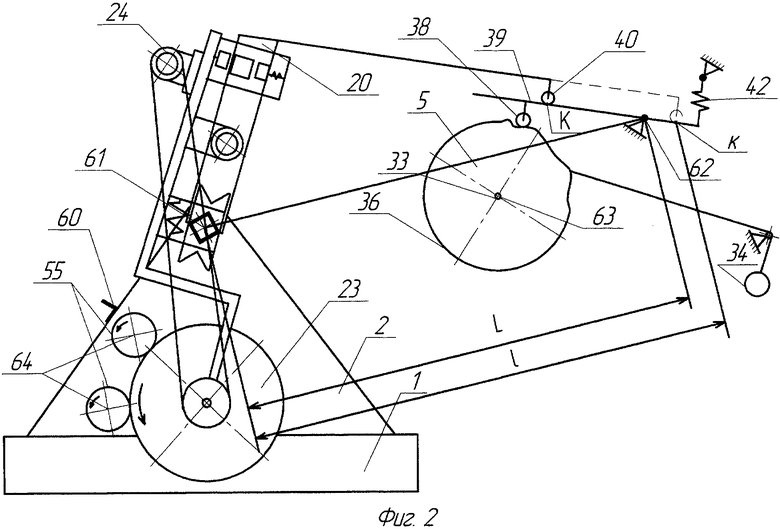
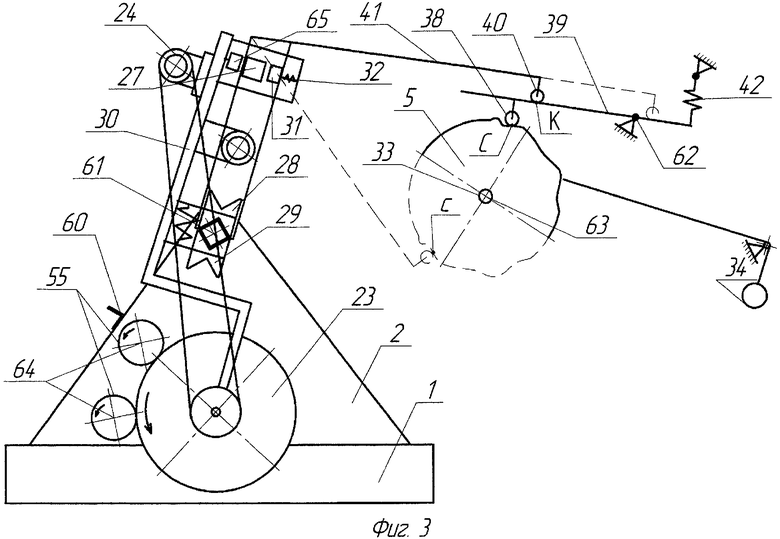
Заявленный способ отличается расположением двух одновременно обрабатываемых деталей 55, режущего инструмента 23 и копира 5, а также оси качания щупа и режущего инструмента 61, от прототипа. Это позволяет расширить технологические возможности за счет обработки деталей различных конфигураций при неизменной глубине профиля копира, мм, и величине α - угла наклона профиля копира (при неизменной форме поверхности копира). Характер профиля, а именно Н - глубина профиля одновременно обрабатываемых двух деталей, мм, изменяется за счет изменения L - расстояния от оси качания щупа до точки K - взаимодействия опорного ролика 40, щупа 41, с двуплечим рычагом 39, мм, это позволяет изменить величину β - угла качания щупа, который равен g - углу качания режущего инструмента, тем самым выбрать масштаб копирования. При этом γ и β - углы наклона профиля деталей меняются по отношению к профилю копира за счет изменения Sи - скорости вращения копира по отношению к Sи - скорости перемещения режущего инструмента вдоль осей деталей 64. При увеличении скорости вращения копира γ - угол наклона профиля детали по отношению к углу наклона профиля копира уменьшается, а при уменьшении скорости вращения копира β - угол наклона профиля детали по отношению к углу профиля копира увеличивается. Получение деталей, с обратным профилем осуществляется за счет смещения С - исходной точки взаимодействия двуплечего рычага с копировальным диском копира на другую, с - исходную точку взаимодействия с копировальным диском копира при условии, что расстояние от оси качания щупа до точки - С, равно расстоянию от оси качания щупа до точки - с, а направление вращения копира и расположение режущего инструмента относительно обрабатываемых двух деталей останутся прежние, или когда L - расстояния между осью качания щупа и точкой взаимодействия щупа с двуплечим рычагом больше 1 - расстояния от оси качания щупа до оси качания двуплечего рычага, получим обрабатываемые детали соответствующего масштаба копирования с обратным профилем относительно профиля деталей, который формируется при условии расположения точки взаимодействия щупа с двуплечим рычагом, находящейся между осями качания щупа и рычага.
Выделенные технологические результаты не обнаружены у прототипа и аналогов, они являются новыми.
Указанный технический результат достигается тем, что известный токарно-копировальный автомат по дереву содержит станину, переднюю и заднюю бабки, шпиндель, продольный суппорт с резцедержателем, питатель и привод, копир, поперечные суппорты с резцедержателями, соединенными с равноплечими рычагами, перемещаемыми упорами, закрепленными на каретке согласно изобретения, устройство для осуществления предлагаемого способа, а именно копировальный токарно-фрезерный станок «КТФ-1 МЕК» содержит смонтированные на станине станка переднюю и заднюю бабки, связанные осью рамы механизма продольного перемещения режущего инструмента, взаимодействующего с дисковым копиром.
Передняя бабка имеет гнездо для подшипникового узла и два сменных центра, содержащие каждый корпус, который внутри выполнен в виде полого усеченного конуса с центральным отверстием, имеющим резьбу для крепления на шпинделе.
Задняя бабка имеет гнездо для подшипника, два упорных центра, каждый из которых содержит корпус, выполненный внутри в виде полого усеченного конуса с отверстиями для демонтажа подшипников, и при помощи последних установлен на сменных пинолях, размещенных в корпусах пинолей, на каждом из которых расположен стопор пиноли и с возможность радиального перемещения в горизонтальной плоскости установлена вилка, связанная резьбовым соединением с винтом, имеющим маховик.
Механизм продольного перемещения режущего инструмента имеет раму и ось рамы, несущие каретку, на которой установлен дисковый режущий инструмент, при этом каретка связана с ходовым винтом подачи, установленным на раме.
Дисковый копир содержит вал, на котором при помощи подшипников установлена ступица с закрепленным на ней сменным копировальным диском заданной конфигурации, а также на вал насажен связанный тросом с противовесом фланец, на последнем крепятся один сменный диск или два и более сменных копировальных диска заданной конфигурации, взаимодействующих через двуплечий рычаг с щупом, установленным на раме механизма продольного перемещения режущего инструмента.
Ходовой винт имеет подпружиненную предохранительную муфту и связан с распределительным валом, последний связан со ступицей, установленной на валу копира, а также распределительный вал связан через зубчатую передачу с валом дискового копира.
Причем передняя и задняя бабки имеют треугольную форму и выполнены из швеллера при помощи сварки, в корпусах центров передней и задней бабок, выполненных из высоконаполненного композиционного материала в виде полого усеченного конуса, по образующей конуса жестко при помощи сварки закреплен нож, при этом сварочный шов нанесен с внешней стороны каждого корпуса центра. Задняя бабка имеет возможность одновременно перемещаться по направляющим станины и по оси рамы, установленной в гнездах передней и задней бабок, при этом ось рамы и параллельная ей сторона рамы являются направляющими каретки и выполнены из материала с квадратным профилем, причем квадрат оси рамы расположен ребром вверх, при этом два ролика, установленных на корпусе каретке, сажаются сверху и каждый охватывает две стороны, образующие верхнее ребро квадрата оси рамы, а еще два ролика, установленных на корпусе каретки, поджимаются при помощи пружин снизу и каждый охватывает две стороны, образующие нижнее ребро квадрата оси рамы, а на стороне рамы ролик, установленный на каретке, располагается на боковой стороне квадрата, а другой ролик поджимается при помощи пружины со шпилькой к противоположной стороне квадрата рамы. Контуры двух и более дисков копира между собой соединены спирально, при этом замкнутый пружиной двуплечий рычаг установлен шарнирно, а установленный навстречу ему и опирающийся на него регулируемый щуп имеет возможность радиального перемещения в горизонтальной плоскости. Передняя и задняя бабки связаны металлическим уголком, на котором установлен защитный щиток.
Существенным отличием заявленного станка от прототипа является то, что у него отсутствует механизм поперечной подачи режущего инструмента с возвратно-поступательным движением (поперечный суппорт), его заменило качательное движение дискового режущего инструмента относительно одновременно обрабатываемых двух заготовок.
Анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, сходными с признаками заявленного способа копировальной обработки и копировального токарно-фрезерного станка, отсутствуют. Также не выявлена известность влияния предусматриваемых существенными признаками каждого из заявленных изобретений преобразований на достижение указанного технического результата.
В заявке на выдачу патента соблюдено требование единства изобретения, поскольку заготовки обрабатываются на токарно-фрезерных станках по копиру. Заявленные изобретения решают одну и ту же задачу.
Сущность изобретения подтверждается чертежами, где на фиг.1 - вид В на фиг.4, на фиг.2 и 3 - вид А на фиг.4 - способ получения деталей с обратным профилем.
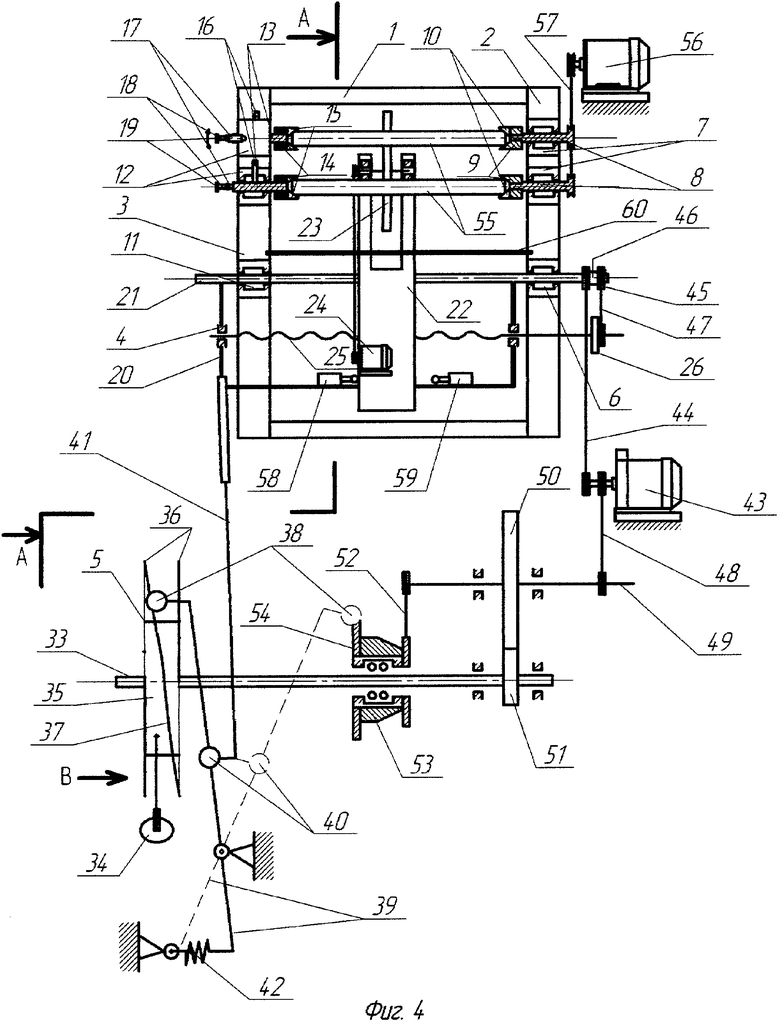
На фиг.4 изображена кинематическая схема копировального токарно-фрезерного станка для осуществления предлагаемого способа.
Копировальный токарно-фрезерный станок «КТФ - 1МЕК», содержит смонтированные на станине 1 переднюю 2 и заднюю 3 бабки, механизм продольного перемещения режущего инструмента 4, дисковый копир 5.
Закрепленная на станине 1 станка передняя бабка 2 имеет гнездо 6 для подшипникового узла, два корпуса 7, в каждом из которых на подшипниках установлен шпиндель 8, на котором при помощи резьбового соединения закреплен сменный центр, содержащий корпус центра 9 и нож 10, при этом корпус центра внутри выполнен в виде полого усеченного конуса с центральным отверстием, имеющим резьбу для крепления на шпинделе 8.
Задняя бабка 3 имеет гнездо 11 для подшипника, два корпуса пинолей 12, в каждом из которых размещена сменная пиноль 13 с установленным на ней при помощи подшипников упорным центром, содержащим корпус центра 14 и нож 15, при этом корпус центра выполнен внутри в виде полого усеченного конуса и имеет гнездо для подшипников и четыре отверстия для демонтажа подшипников. На каждом корпусе пиноли 12 задней бабки расположен стопор пиноли 16, а также с возможностью радиального перемещения в горизонтальной плоскости установлена вилка 17, связанная резьбовым соединением с винтом 18, имеющим маховик 19. Причем в каждом корпусе центров передней и задней бабок, выполненных из высоконаполненного композиционного материала, внутри по образующей конуса жестко при помощи сварки закреплен нож, при этом сварочный шов нанесен с внешней стороны каждого корпуса центра.
Механизм продольного перемещения режущего инструмента 4 имеет раму 20 и ось рамы 21, которые несут каретку 22, на которой установлен дисковый режущий инструмент 23 с приводом 24. При этом ось рамы установлена при помощи подшипников в гнездах 6 и 11 передней и задней бабок, а каретка 22 связана гайкой с ходовым винтом 25, снабженным подпружиненной предохранительной муфтой 26. Ось рамы 21 и параллельная ей сторона рамы 27 являются направляющими каретки 22 и выполнены из материала с квадратным профилем, причем квадрат оси расположен ребром вверх. Два ролика 28, установленных на корпусе каретке 30, сажаются сверху и каждый охватывает две стороны, образующие верхнее ребро квадрата оси рамы, два ролика 29, установленных на корпусе каретки, поджимаются при помощи пружин снизу и каждый охватывает две стороны, образующие нижнее ребро квадрата оси рамы, установленный ролик 65 на корпусе каретки располагается на стороне рамы 27 по боковой стороне квадрата, а другой ролик 31 поджимается при помощи пружины 32 со шпилькой к противоположной стороне квадрата рамы.
Дисковый копир 5 имеет вал копира 33, на который насажен связанный тросом с противовесом 34 фланец 35, на последнем крепятся один или два и более сменных копировальных диска 36 заданной конфигурации, контуры 37 последних между собой соединены спирально и взаимодействуют через копировальный ролик 38, закрепленный на двуплечем рычаге 39, с опорным роликом 40 регулируемого щупа 41, установленного на раме 20 механизма продольного перемещения режущего инструмента. Двуплечий рычаг замкнут пружиной 42.
Привод вращения ходового винта 25 и вала копира 33 осуществляется при помощи мотор-редуктора 43, связанного цепной передачей 44 с промежуточной двухрядной звездочкой 45 закрепленной на ступице 46, последняя при помощи подшипников установлена на оси рамы 21 и связана цепной передачей 47 через предохранительную муфту 26 с ходовым винтом 25 подачи, установленным на раме 20, одновременно мотор-редуктор связан цепной передачей 48 с распределительным валом 49, который связан зубчатой передачей 50, 51 с валом копира 33, осуществляющим вращение копира 5, распределительный вал 49 также связан цепной передачей 52 со ступицей 53, на которой закреплен диск 54 заданной конфигурации. Ступица 53 при помощи подшипников установлена на валу копира 33.
Привод вращения обрабатываемых деталей 55 осуществляется от электродвигателя 56 через шкивы клиноременной передачи 57. Привод вращения режущего инструмента 23 осуществляется приводом 24. Исходное положение перемещения каретки 22 с режущим инструментом 23 может меняться и определяется концевыми выключателями 58, 59. Передняя и задняя бабки станка связаны металлическим уголком 60, на котором установлен защитный щиток. 61 - ось качания щупа и режущего инструмента, 62 - ось качания двуплечего рычага, 63 - ось вращения копира, 64 - ось вращения деталей.
Копировальный токарно-фрезерный станок «КТФ-1МЕК» работает следующим образом. Задняя бабка 3 устанавливается на станине на заданный размер обрабатываемых деталей 55. Две детали устанавливают в корпусах центров 9 и 14 задней и передней бабок и зажимают винтами 18 с помощью маховиков. Стопорами 16 стопорятся пиноли 13. Полые конусные центры фиксируют и надежно удерживают детали, а ножи 10 и 15 исключают возможность прокручивания деталей в корпусах центров. Устройство находится в исходном положении, при котором концевой выключатель 58 находится в положении срабатывания, а копировальный ролик 38 двуплечего рычага 39 находится в С - исходной точке взаимодействия с копиром. Включается электродвигатель 56 для вращения деталей 55. Включается вращение 24 дискового режущего инструмента 23. При включении вращения 43 копира и продольной подачи ходового винта происходит цикл копировальной обработки деталей от копировальных дисков 36, для чего копировальный ролик 38 двуплечего рычага 39, взаимодействуя с дисковым копиром, передает через опорный ролик 40 щупа 41 качательные движения раме 20, несущей каретку с режущим инструментом 23, который осуществляет врезание в детали. Под действием ходового винта 26 вводят в работу каретку 22, ее перемещают вправо. В результате сложения двух движений (хода каретки и сообщения раме с кареткой качательных движений от копировальных дисков) образуется сложный контур обрабатываемых двух деталей. Режущий инструмент и детали вращаются в одном направлении. Цикл обработки прекращается после вывода режущего инструмента из контакта с деталями при воздействии каретки на концевой выключатель 59, который отключает все приводы. Устройство занимает исходное положение для обработки следующих двух деталей, которые устанавливаются на место предыдущих. Цикл обработки повторяется. Включаются приводы вращения деталей и режущего инструмента. При включении продольной подачи концевой выключатель 59 включает привод 43 на обратное вращение, в результате распределительный вал, ходовой винт и вал копира вращаются в обратном направлении. Ход каретки 22 направлен влево. Цикл обработки одновременно двух деталей прежний и прекращается после воздействия каретки на концевой выключатель 58. После срабатывания концевого выключателя 58 отключаются все приводы, а концевой выключатель 59 включен на обратное вращение привода 43, устройство занимает исходное положение для следующего цикла обработки.
При обработке деталей 55 с повторяющими элементами конфигурации, равными одному обороту диска заданной конфигурации 54, копировальный ролик 38 двуплечего рычага 39 взаимодействует с диском 54 заданной конфигурации, закрепленным на ступице 53, а установленный навстречу двуплечему рычагу 39 и опирающийся на него регулируемый щуп 41 взаимодействует с рамой 20 механизма продольного перемещения режущего инструмента. В остальном цикл обработки прежний.
Для получения деталей с обратным профилем в соответствующем масштабе С - исходная точка взаимодействия копировального ролика двуплечего рычага с копировальным диском копира смещается в с - исходную точку взаимодействия с диском, или когда L - расстояние от оси качания щупа до К - точки взаимодействия регулируемого щупа с двуплечим рычагом больше, чем 1 - расстояние между осями качания щупа и двуплечего рычага, или за счет изменения расположения дискового режущего инструмента относительно деталей на противоположное. В остальном цикл обработки прежний.
При обработке деталей исходные положения начала работы устройства могут меняться и определяются концевыми выключателями 58 и 59.
1. А.с. СССР №593897, кл. B23Q 33/00.
2. А.с. СССР №1611699, кл. B23Q 33/00, 1990 г.
3. А. с.СССР №337234, кл. B23Q 35/10, 1972 г.
4. Каталог. Деревообрабатывающее оборудование. Вольский, 2003 г., 266 с.
5. А.с. СССР №338367, кл. B27C 7/00, 1972 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2107613C1 |
| Копировальный станок | 1977 |
|
SU666048A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
Способ предназначен для обработки двух деталей, установленных на параллельных осях, дисковым режущим инструментом с осью вращения, установленным с возможностью качания и осевого перемещения относительно деталей. При этом используют копировальный диск или копир, которые связывают через двуплечий рычаг и взаимодействующий с ним регулируемый щуп с дисковым режущим инструментом. Ось качания щупа располагают соосно с осью качания режущего инструмента, двуплечий рычаг - с возможностью смещения точки его взаимодействия с копиром в точку взаимодействия с копировальным диском. При обработке для образования профиля одновременно обрабатываемых двух деталей посредством копира сообщают режущему инструменту относительно деталей поперечные качательные движения, одновременно согласованные с перемещением инструмента вдоль осей их вращения как в одну, так и в другую сторону, с возможностью изменения задающей скорости вращения копировального диска или копира относительно скорости перемещения дискового режущего инструмента и расстояния от оси качания регулируемого щупа до точки его взаимодействия с двуплечим рычагом. Станок содержит смонтированные на станине переднюю и заднюю бабки, механизм продольного перемещения дискового режущего инструмента и копир. Передняя и задняя бабки связаны осью рамы механизма продольного перемещения дискового режущего инструмента, взаимодействующего с копиром. Передняя бабка имеет два шпинделя, на каждом из которых закреплен сменный центр, два корпуса пинолей, в каждом из которых размещена сменная пиноль с установленным на ней при помощи подшипников упорным центром. Механизм продольного перемещения режущего инструмента содержит раму, ось рамы, ходовой винт продольной подачи, связанный с кареткой, на которой установлен дисковый режущий инструмент. При этом установленная в гнездах передней и задней бабки ось рамы и параллельная ей сторона рамы выполнены направляющими каретки из материала с квадратным профилем, причем квадрат оси рамы расположен ребром вверх, а два ролика, установленных на корпусе каретки, размещены сверху и каждый из них охватывает две стороны, образующие верхнее ребро квадрата оси рамы, а два других ролика, установленных на корпусе каретки, поджаты при помощи пружин снизу и каждый охватывает две стороны, образующие нижнее ребро квадрата оси рамы. На стороне рамы ролик, установленный на корпусе каретки, расположен на боковой стороне квадрата, а другой ролик поджат при помощи пружины со шпилькой к противоположной стороне квадрата. Ходовой винт продольной подачи кинематически связан с валом копира, на который насажен фланец, связанный тросом с противовесом. На фланце закреплен копир в виде одного или двух и более сменных дисков заданной конфигурации, взаимодействующих через двуплечий рычаг с щупом, установленным на раме механизма продольного перемещения дискового режущего инструмента. Ходовой винт имеет подпружиненную предохранительную муфту и связан через промежуточную звездочку с распределительным валом, а последний связан со ступицей, на которой закреплен сменный копировальный диск заданной конфигурации, и через зубчатую передачу с валом копира. При этом задняя бабка имеет возможность перемещения одновременно по направляющим станины и оси рамы, а размещенные навстречу друг другу двуплечий рычаг и регулируемый щуп установлены шарнирно. Технический результат: расширение технологических возможностей. 2 н. и 10 з.п. ф-лы, 4 ил.
1. Способ копировальной обработки двух деталей, установленных на параллельных осях, дисковым режущим инструментом с осью вращения, установленным с возможностью качания и осевого перемещения относительно деталей, при котором для обработки используют копировальный диск или копир, выполненный в виде одного или двух и более дисков заданной конфигурации, контуры которых соединены спирально, и связывают копировальный диск или копир через двуплечий рычаг и взаимодействующий с ним регулируемый щуп с дисковым режущим инструментом, при этом ось качания щупа располагают соосно с осью качания режущего инструмента, двуплечий рычаг - с возможностью смещения точки его взаимодействия с копиром в точку взаимодействия с копировальным диском, причем при обработке для образования профиля одновременно обрабатываемых двух деталей посредством копира сообщают режущему инструменту относительно деталей поперечные качательные движения, одновременно согласованные с перемещением инструмента вдоль осей их вращения как в одну, так и в другую сторону, с возможностью изменения задающей скорости вращения копировального диска или копира относительно скорости перемещения дискового режущего инструмента и расстояния от оси качания регулируемого щупа до точки его взаимодействия с двуплечим рычагом.
2. Способ по п.1, в котором для получения обрабатываемых деталей с соответствующим масштабом копирования с обратным профилем расстояние между осью качания щупа и точкой взаимодействия щупа с двуплечим рычагом выполняют больше расстояния от оси качания щупа до оси качания двуплечего рычага, при этом двуплечий рычаг смещают для взаимодействия с копировальным диском при условии равенства расстояний от оси качания щупа до исходной точки для взаимодействия с копиром и исходной точки для взаимодействия с копировальным диском и сохранения направления вращения копира и расположения режущего инструмента относительно деталей.
3. Копировальный токарно-фрезерный станок, содержащий смонтированные на станине переднюю и заднюю бабку, механизм продольного перемещения дискового режущего инструмента и копир для одновременной обработки двух вращающихся деталей одним дисковым режущим инструментом, притом передняя и задняя бабка связаны осью рамы механизма продольного перемещения дискового режущего инструмента, взаимодействующего с копиром, при этом передняя бабка имеет гнездо для подшипникового узла, два шпинделя, на каждом из которых при помощи резьбового соединения закреплен сменный центр, содержащий корпус центра и нож, задняя бабка имеет гнездо для подшипника, два корпуса пинолей, в каждом из которых размещена сменная пиноль, с установленным на ней при помощи подшипников упорным центром, содержащим корпус центра и нож, на каждом корпусе пиноли задней бабки с возможностью радиального перемещения в горизонтальной плоскости установлена вилка, связанная резьбовым соединением с винтом имеющим маховик, при этом корпуса центров передней и задней бабки внутри выполнены в виде полого усеченного конуса, а по образующей конуса в каждом корпусе жестко закреплен нож, механизм продольного перемещения режущего инструмента содержит раму, ось рамы, ходовой винт продольной подачи, связанный с кареткой, на которой установлен дисковый режущий инструмент, при этом установленная в гнездах передней и задней бабки ось рамы и параллельная ей сторона рамы выполнены направляющими каретки из материала с квадратным профилем, причем квадрат оси рамы расположен ребром вверх, а два ролика, установленных на корпусе каретки, размещены сверху, и каждый из них охватывает две стороны, образующие верхнее ребро квадрата оси рамы, а два других ролика, установленных на корпусе каретки, поджаты при помощи пружин снизу и каждый охватывает две стороны, образующие нижнее ребро квадрата оси рамы, на стороне рамы ролик, установленный на корпусе каретки, расположен на боковой стороне квадрата, а другой ролик поджат при помощи пружины со шпилькой к противоположной стороне квадрата, ходовой винт продольной подачи кинематически связан с валом копира, на который насажен фланец, связанный тросом с противовесом, на фланце закреплен копир в виде одного или двух и более сменных дисков заданной конфигурации, взаимодействующих через двуплечий рычаг с щупом, установленным на раме механизма продольного перемещения дискового режущего инструмента, при этом контуры двух и более дисков копира между собой соединены спирально, при этом ходовой винт имеет подпружиненную предохранительную муфту и связан через промежуточную звездочку с распределительным валом, последний связан со ступицей, на которой закреплен сменный копировальный диск заданной конфигурации, и через зубчатую передачу с валом копира, при этом промежуточная звездочка закреплена на ступице, которая установлена при помощи подшипников на оси рамы, при этом задняя бабка имеет возможность перемещения одновременно по направляющим станины и оси рамы, а размещенные навстречу друг другу двуплечий рычаг и регулируемый щуп установлены шарнирно, передняя и задняя бабка связаны металлическим уголком, на котором установлен защитный щиток.
4. Станок по п.3, который для определения исходных положений начала работы снабжен конечными выключателями.
5. Станок по п.3, в котором передняя и задняя бабка выполнены треугольной формы.
6. Станок по п.5, в котором стороны треугольника выполнены из швеллера и жестко соединены между собой при помощи сварки.
7. Станок по п.3, в котором корпус центра передней бабки выполнен с центральным отверстием, имеющим резьбу для крепления на шпинделе.
8. Станок по п.3, в котором корпус центра задней бабки имеет гнездо для подшипников и четыре отверстия для демонтажа подшипников.
9. Станок по п.7 или 8, в котором корпуса центров задней и передней бабки выполнены из высоконаполненного композиционного материала.
10. Станок по п.3, в котором в корпусах центров передней и задней бабки ножи закреплены при помощи сварки.
11. Станок по п.10, в котором сварочный шов выполнен с внешней стороны каждого корпуса центра.
12. Станок по п.3, в котором на каждом корпусе пиноли задней бабки расположен стопор пиноли.
| Способ фрезерования двух тел вращения | 1985 |
|
SU1301580A1 |
| МНОГОШПИНДЕЛЬНЫЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2014173C1 |
| РЕГУЛИРУЕМЫЙ КОПИР | 1993 |
|
RU2083347C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ | 1996 |
|
RU2120847C1 |
| US 3865162 А, 11.02.1975. | |||

