О5
со
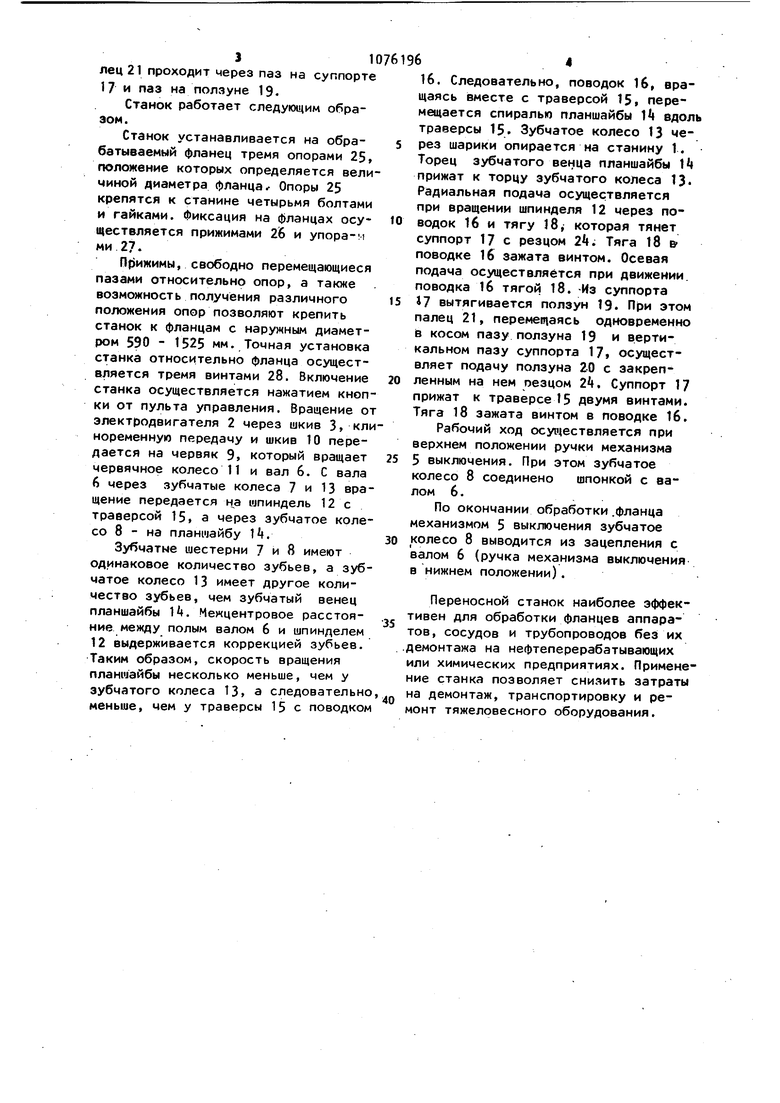
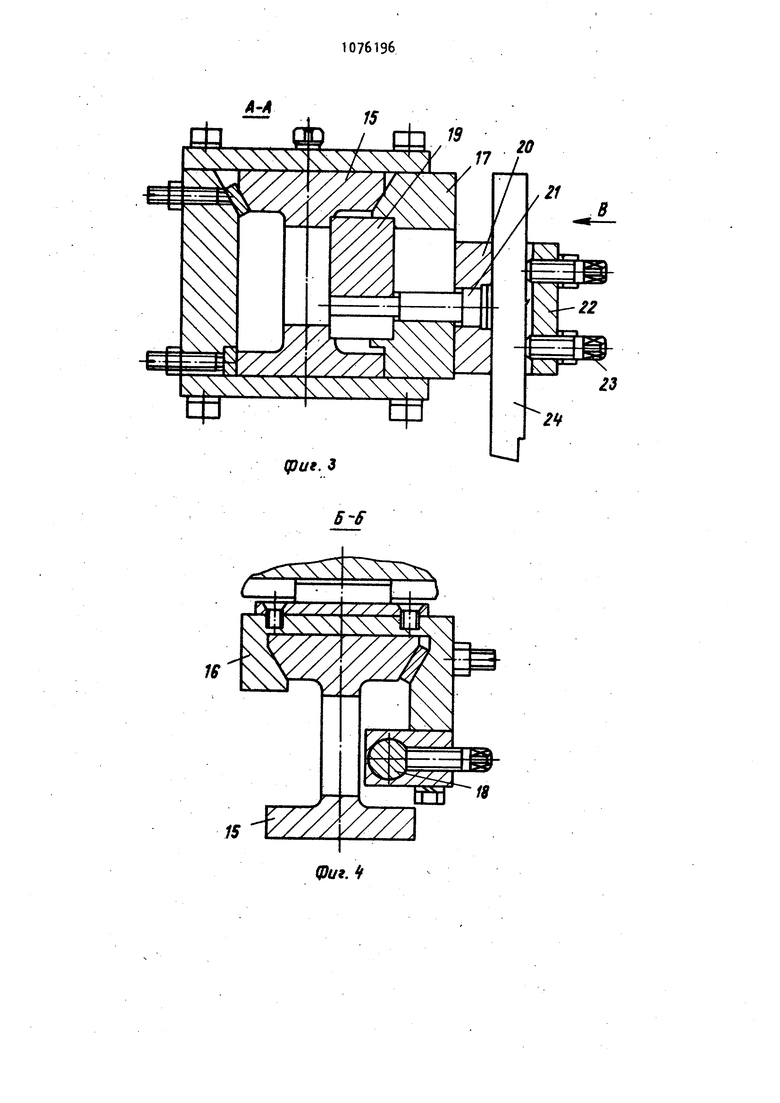
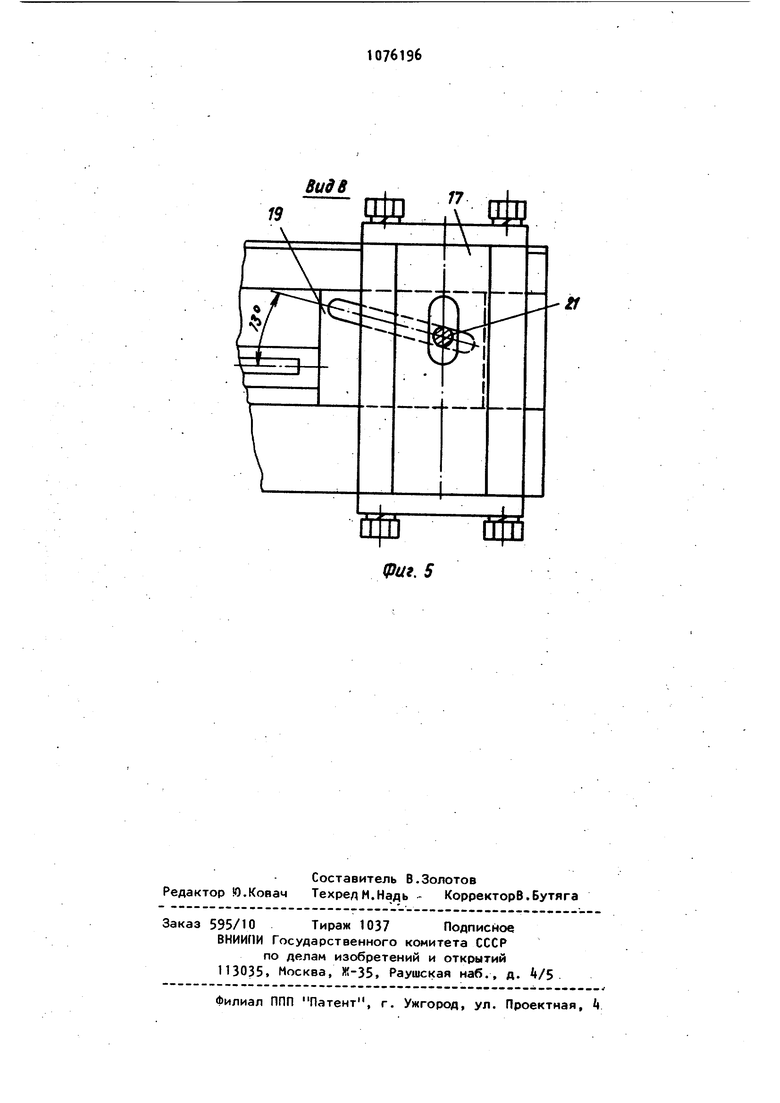
О5 Изобретение относится к устройствам для обработки фланцев, концов труб, цапф и т.п. деталей и может найти применение на предприятиях раз личных отраслей промышленности. Известен переносной станок, содержащий полый шпиндель,на конце которого закреплена планшайба, несущая подвижную в радиальном направлении каретку с резцедержателем, механизм подачи которой кинематически связан с приводом вращения шпинделя снабженным механизмом осевой подачи резцедержателя, кинематически связанным через механизмы переключения и узел реверса с проходящим сквозь шпиндель валом механизма радиальной подачи, -конечное звено которого выполнено в виде пары винт-гайка, кото рая жестко соединена с кареткой разцедержателя, смонтированного на ней с возможностью перемещения в направлении, параллельном оси вращения шпинделя, посредством второй пары винт-гайка, причем последняя жестко соединена с резцедержателем, а винт с упомянутымвалом механизма радйаль ,нрй подачи Cl. Известная конструкция переносного станка громоздка и сложна. Сложная кинематическая цепь является источником вибрации при обработке, т.е. не позволяет получить требуемую чистоту поверхности и точность обработки. Кроме того, станок такой конструкции сложен и трудоемо в изготовлении. Известен переносной станок для обработки фланцев, содержащий корпу установленные на нем кинематически связанные между собой привод главного движения, планшайбу с механизмами радиальной и осевой подач суппорта, причем механизм радиальной подачи выполнен в виде винтовой пары C2L Недостатком данного станка является сложность кинетической цеПи, наличие ее удлиненного характера. Цель изобретения - упрощение кон струкции бтанка. Поставленная цель достигается тем, что в переносном станке для обработки фланцев, содержащем корпус, установленные на нем и кинематически связанные между собой привод главного движения, планшайбу с механизмами радиальной и осевой подач суппорта, причем механизм радиальной подачи выполнен в виде винтовой пары, на суппорте выполнен вертикальный паз, а механизм осевой подачи суппорта выполнен в виде установленного.на нем с возможностью поперечного перемещения ползуна с наклонным относительно вертикальной оси пазом и установленного на суппорте второго ползуна с пальцем для возможного взаимодействия с вертикальным пазом суппорта и наклонным пазом ползуна. На фиг . 1 изображен предлагаемый станок, общий вид; на фиг,2 - кинематическая схема предлагаемого станка; на фиг.З - сечение А-А на фиг,1; на фиг,1 - сечение 5-f на фиг.1; на фиг,5 - вид по стрелке S на фиг,3. Переносной станок содержит станину 1 , на которой с помощью четырех болтов и штифтов укреплен электродвигатель 2, на валу которого на шпонке посажен шкив 3. Внутри вертикального вала редуктора расположен механизм 5 выключения. На нижнюю часть вертикального вала 6 насажены зубчатые шестерни 7 и 8, В редукторе имеется червяк 9 со шкивом 10 на конце и червячное колесо 11, посаженное на вертикальный вал 6 на шпонке, Черйяк 9 и вал 6 установлены на подшипниках. На шпиндель 12 посажено зубчатое колесо 13 и планшайба 14. Зубчатая шестерня 7 входит в зацепление с зубчатым колесом 13, а зубчатая шестерня 8 - с зубчатым венцом планшайбы I. Зубчатое колесо 13 на шпонке, а планшайба 14 на посадке - посажены на Шпиндельном валу. 8 П-образном пазу шпинделя 12 укреплена траверса 15,на которой установлен поводок 16 и суппорт 17. На поверхности нижнего торца планшайбы k нарезана плоская ленточная резьба в виде спирали Архимеда,В зацеплении с этой резьбой находится поводок 16, При вращении планшайбы на один оборот поводок 16 перемещается относительно оси шпинделя на величину, равную шагу спирали Архимеда, Поводок 16 и суппорт 17 связаны между собой тягой 18. На суппорте 17 установлены ползуны 19 и 20. На ползуне 20, который удерживается на суппорте 17 пальцем 21, закреплен планкой 22 и винтом 23 резец 24. Палец21 проходит через паз на суппорте 17 и паз на ползуне 19. Станок работает следующим образом. Станок устанавливается на обрабатываеммй фланец тремя опорами 25 положение которых определяется величиной диаметра фланца Опоры 25 крепятся к станине четырьмя болтами и гайками. Фиксация на фланцах осуществляется прижимами 26 и упора-м ми 27. Прижимы, свободно перемещающиеся пазами относительно опор, а также возможность получения различного положения опор позволяют крепить станок к фланцам с наружным диаметром 590 - 1525 мм. Точная установка станка относительно фланца осуществляется тремя винтами 28. Включение станка осуществляется нажатием кнопки от пульта управления. Вращение от электродвигателя 2 через шкив 3, кли ноременную передачу и шкив 10 передается на червяк 9. который вращает червячное колесо 11 и вал 6. С вала 6 через зубчатые колеса 7 и 13 вращение передается шпиндель 12 с траверсой 15, а через зубчатое колесо 8 - на планшайбу If. Зубчатые шестерни 7 и 8 имеют одинаковое количество зубьев, а зубчатое колесо 13 имеет другое количество зубьев, чем зубчатый венец планшайбы 14. Межцентровое расстояние между полым валом 6 и шпинделем 12 выдерживается коррекцией зубьев. Таким образом, скорость вращения планшайбы несколько меньше, чем у зубчатого колеса 13, а следовательно меньше, чем у траверсы 15 с поводком 16. Следовательно, поводок 16, вращаясь вместе с траверсой 15, перемещается спиралью планшайбы 14 вдоль траверсы 15. Зубчатое колесо 13 через шарики опирается на станину 1. Торец зубчатого венца планшайбы I прижат к торцу зубчатого колеса 13. Радиальная подача осуществляется при вращении шпинделя 12 через поводок 16 и тягу 18, которая тянет суппорт 17 с резцом 2k Тяга 18 & поводке 16 зажата винтом. Осевая подача осуществляется при движении, поводка 16 тягой 18. -Из суппорта J7 вытягивается ползун 19. При этом палец 21, перемещаясь одновременно в косом пазу ползуна 19 и вертикальном пазу суппорта 17 осуществляет подачу ползуна 2-0 с закрепленным на нем оезцом 2, Суппорт 17 прижат к траверсе 15 двумя винтами. Тяга 18 зажата винтом в поводке 16. Рабочий ход осу1чествляется при верхнем положении ручки механизма 5 выключения. При этом зубчатое колесо 8 соединено шпонкой с валом 6. По окончании обработки .фланца механизмом 5 выключения зубчатое колесо 8 выводится из зацепления с валом 6 (ручка механизма выключения в нижнем положении). Переносной станок наиболее эффективен для обработки фланцев аппаратов, сосудов и трубопроводов без их демонтажа на нефтеперерабатывающих или химических предприятиях. Применение станка позволяет снизить затраты на демонтаж, транспортировку и ремонт тяжеловесного оборудования.
2ff QJui,l
(put. 3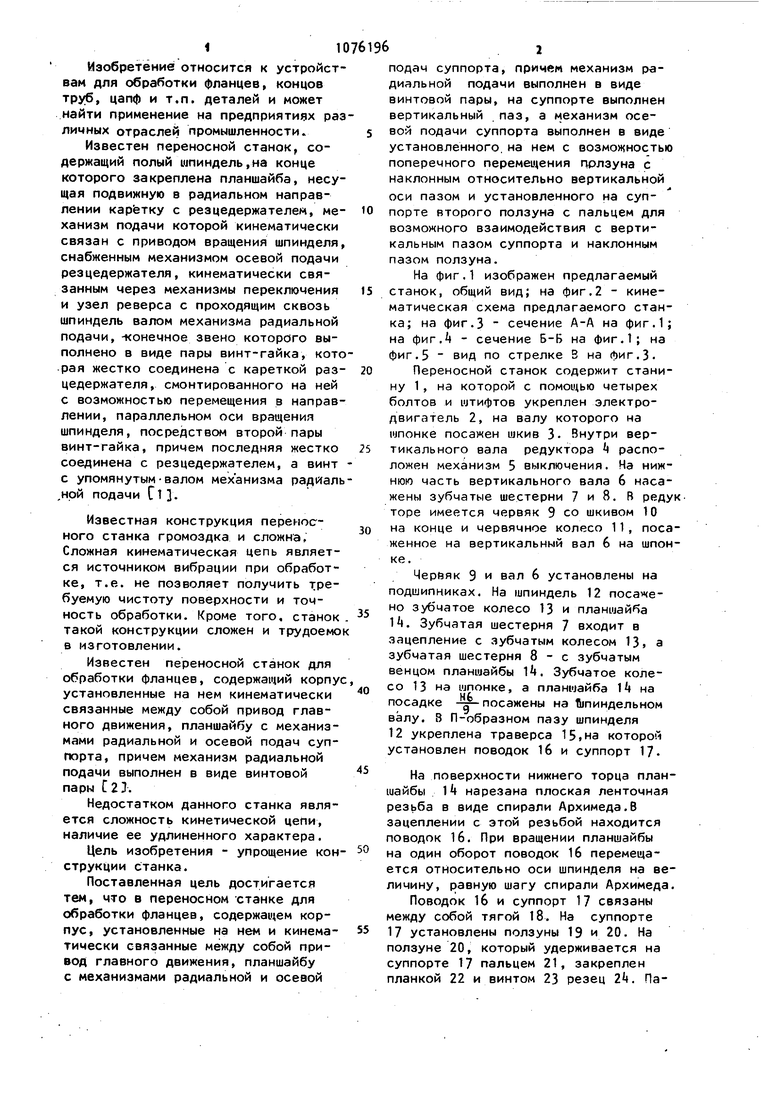
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточный станок | 1976 |
|
SU616065A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| Многошпиндельный токарный станок | 1989 |
|
SU1720801A1 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| Шпиндельная бабка | 1987 |
|
SU1414504A1 |
| Переносной станок | 1978 |
|
SU831409A1 |
| Токарно-шлифовальный станок | 1986 |
|
SU1340909A1 |
| Устройство для обработки кромок отверстий | 1978 |
|
SU709251A2 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОГКИ ФЛАНЦЕВ, содержащий корпус, установленные на нем и кинематически связанные между собой привод главного движения, планшайбу с механизмами радиальной и осевой подач суппорта, причем механизм радиальной подачи выполнен в виде винтовой пары, отличающийся тем, что,с целью упрощения конструкции станка, на суппорте выполнен вертикальный паз, а механизм осевой подачи суппорта выполнен в виде установленного на нем с возможностью поперечного перемещения ползуна с наклонным относительно вертикальной оси пазом и установленного на суппорте второго ползуна с пальцем i для возможного взаимодействия с вер(Л тикальным пазом суппорта и наклонным пазом ползуна.
IS
Виде
If
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносной станок для обработки фланцев | 1978 |
|
SU688290A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
