Изобретение относится к замороженным аэрированным продуктам, а точнее - к способу их производства.
Традиционный способ изготовления замороженных аэрированных продуктов, в частности мороженого, включает операции смешивания, гомогенизации, пастеризации, замораживания и закаливания смеси. Аэрацию смеси или расширение осуществляют на стадии замораживания в такой пропорции, что объем увеличивается на (70 - 120)%. После выхода аэрированной массы из замораживающего устройства (фризера) ее температура обычно составляет (-5 - -6)oC. Замороженную массу затем закаливают в камере закаливания при температуре (-40 - -45)oC до тех пор, пока температура в толще продукта не достигнет -18oC или ниже для массы продукта или -30oC для выдавленных продуктов, в виде брикетов.
Были предприняты попытки понизить температуру массы на выходе из замороживающего устройства (фризера) для экономии электроэнергии и с целью улучшения структуры массы, например в смысле большей эластичности. Однако в случае традиционного оборудования приходится учитывать непреодолимые проблемы высокой вязкости массы мороженого при температурах ниже (-7 - -8)oC. Эти проблемы были частично решены путем использования двух последовательно соединенных фризеров с очищаемой скребками поверхностью, причем первый из них, обычный, выдает аэрированное мороженое при температуре около -7oC, а второй специально предназначен для обработки массы высокой вязкости таким образом, чтобы понизить ее температуру примерно до -10oC.
Также, в заявке на Европейский патент N ЕР-А-0561118 раскрыт трехстадийный способ производства мороженого при низкой температуре - примерно до -20oC. Это та выходная температура, при которой стадию закаливания можно полностью исключить для насыпных продуктов и существенно сократить для экструдированных продуктов. На первой стадии так называемого предварительного расшинения в замораживаемую смесь внедряют воздух при положительной температуре. На второй стадии аэрированную массу охлаждают в теплообменнике с очищаемой скребками поверхностью, и эта масса выходит при температуре примерно -6oC. На третьей стадии шнековое устройство охлаждает массу примерно до -20 oC.
Патент США N A-5024066 относится к двухстадийной системе. На первой стадии происходит предварительное расширение, во время которого в замораживаемую массу добавляют воздух при положительной температуре. На второй стадии аэрированную массу охлаждают с помощью Архимедова винта с шероховатой поверхностью, соединенного с лопатками скребков на его боковой поверхности, до достаточно низкой отрицательной температуры с целью гарантии того, что замороженная масса имеет устойчивую структуру, что позволяет хранить продукты непосредственно на холодильном складе.
Техническая задача настоящего изобретения заключается в том, чтобы проводить операции расширения и охлаждения массы в одну стадию всего в одном устройстве, более простом в управлении и имеющем меньшие размеры, чем известные устройства, и упростить тем самым низкотемпературное замораживание, сохранив при этом вышеупомянутые выгоды экономии электроэнергии и улучшения структуры.
Эта задача решается предлагаемым способом производства замороженных аэрированных продуктов, предусматривающим смешивание, аэрацию, замораживание и охлаждение до температуры, равной или ниже -8oC, композиции на основе жидкости, и пропускание ее через выпускное сопло. В этом способе, согласно изобретению, операции смешивания, аэрации, замораживания и охлаждения осуществляют в одну стадию на одном устройстве, имеющем два параллельных бесконечных шнека, совместно вращаемых в одном направлении с зацеплением друг с другом и размещенных в корпусе, снабженном средствами аэрации и охлаждения.
Неожиданно было обнаружено, что можно аэрировать, смешивать, охлаждать и экстругировать состав для мороженых кондитерских изделий за одну стадию, получая замороженный при низкой температуре аэрированный продукт улучшенной и устойчивой структуры, хотя можно было опасаться, что структура замороженного состава могла бы ухудшиться во время обработки в двухшнековом устройстве. Это неочевидно, поскольку при известных способах аэрация имеет место перед охлаждением в отдельном устройстве, а охлаждение, результатом которого является замораживание, происходит, по меньшей мере частично, в устройстве, оснащенном лопатками скребков.
Чтобы использовать предлагаемый способ, состав для мороженых кондитерских изделий получают обычным способом, предназначенным для получения мороженого, мороженого пониженной жирности или на основе шербета, согласно рецепту, на молоке, снятом молоке, сливках, конденсированном молоке, молочном порошке или сливочном масле, к которым добавляют сахарозу, глюкозу, фруктовую декстрозу, мякоть плодов и стабилизирующие гидроколлоиды, такие как, например, каррагенаты, альгинаты, смола рожкового дерева, эмульгаторы, такие как, например, частичные глицериды и ароматические вещества. После тщательного перемешивания ингредиентов в пропорциях, обусловленных рецептом, пастеризации, охлаждения и горячей гомогенизации под давлением, обеспечивается уменьшение среднего размера жировых шариков примерно до 8 - 20 мкм. После охлаждения гомогенной массы до температуры, близкой к 0oC, ее оставляют созревать в течение некоторого времени при этой температуре. Гомогенизация и созревание являются необязательными стадиями.
Ниже в описании эта созревшая масса называется "замораживаемой массой". Ее вводят, предпочтительно, при температуре примерно (2-5)oC в двухшнековое устройство для фризерования (замораживания), которое будет подробно описано ниже, и в котором массу перемешивают за счет вращения шнеков в одном направлении с высокой скоростью, предпочтительно 100-600 об/мин, передают в зону впрыскивания воздуха, где расширяют до взбитости 20-150%, сильно охлаждают до температуры (-8 - -20)oC, а затем экструдируют через сопло.
Неожиданно обнаружилось, что работа элементов двухшнекового устройства проходит без избыточного срезающего, усилия, так что давление в сопле превышает примерно 5 МПа (50 бар). Выпускаемый из него продукт отличается средним диаметром кристалликов льда (10-30) мкм, что значительно ниже диаметра, который можно получить с помощью традиционных устройств для замораживания (фризеров), и средним размером жировых шариков примерно (8-20) мкм. Результатом этого является улучшенная структура - в смысле большей ровности (гладкости) и большей "сливочности".
У предпочтительно используемого в способе по изобретению устройства головка с соплом обеспечена на одном конце корпуса, а на другом конце корпус снабжен средствами подачи композиции, подлежащей замораживанию, при этом промежуточная зона корпуса снабжена средствами подачи воздуха, и корпус, кроме того, имеет рубашку для циркулирования охлаждающей среды, а шнек образован из последовательных сегментов, у которых соотношение L/D, где L - общая длина сегментов одного шнека, a D - диаметр этого шнека, составляет около 30 - 60, причем шнеки содержат промежуточные области перемешивания с однолепестковыми или двухлепестковыми дисками с положительной ориентацией, создающей транспортирующий эффект, или с отрицательной ориентацией, создающей подпирающий эффект, или в виде сегмента с обратным шагом резьбы, вызывающего подпор подлежащего замораживанию материала.
Предпочтительно, форма шнека отличается от сегмента к сегменту в отношении ориентации витков и их шага, причем конфигурация шнеков приспособлена для осуществления операций транспортирования, перемешивания, срезания и сжатия массы в направлении головки и для облегчения ввода газа так, чтобы получить надлежащее увеличение объема.
Предпочтительно, корпус снабжен средствами охлаждения в виде двойной оболочки с автономным контуром охлаждения для каждого сегмента, и головка, если необходимо, снабжена средствами охлаждения с предохранительным клапаном для регулирования подачи хладагента, что обеспечивает индивидуальное регулирование температуры каждого сегмента и, если необходимо, головки.
Предпочтительно, воздух впрыскивают посредством трубопроводов, расположенных на разных уровнях корпуса в промежутке от 1/2 до 4/5 его длины.
Предпочтительно также, если головка имеет форму контрконуса, служащего для объединения пространства, окружающего каждый шнек, в единую выпускную трубку, причем выпускное сопло является вертикальным или горизонтальным.
Диаметр и длину указанной трубки предпочтительно устанавливают так, чтобы обеспечить противодавление от 4 до 50 бар (0,4 - 5 МПа), при этом противодавление регулируют расположенным после трубки устройством.
Далее предлагаемое устройство описывается подробно со ссылками на прилагаемые чертежи, приводимые в качестве примера, на которых
фиг. 1 - схематическое изображение устройства в перспективе с пространственным разделением деталей, и
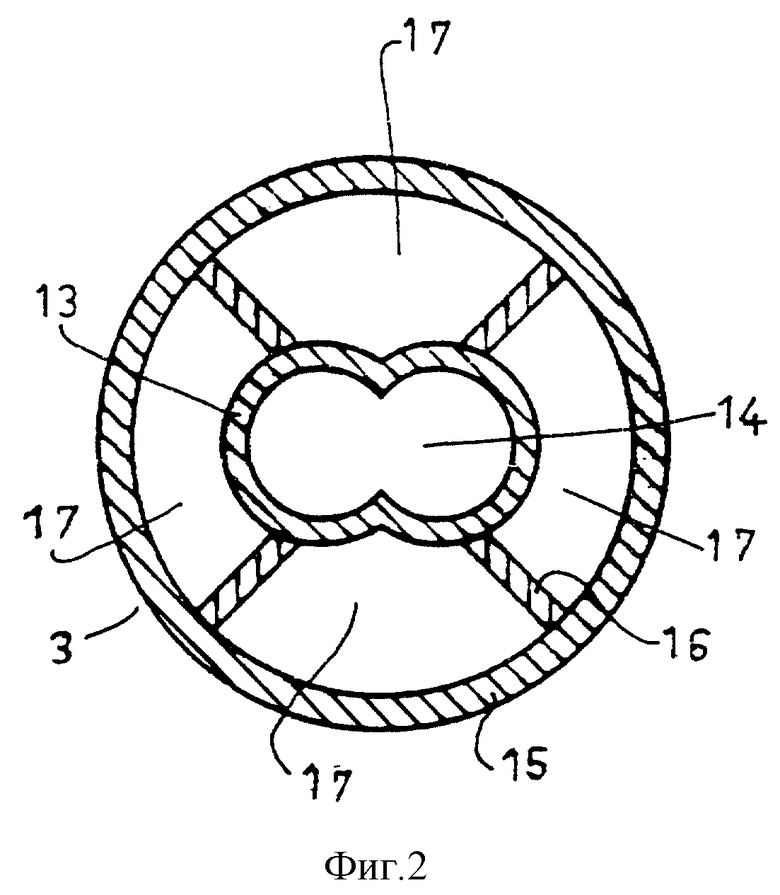
фиг. 2 - схематический поперечный разрез корпуса по А-А на фиг. 1.
Как показано на фиг. 1, устройство содержит два экструзионных шнека 1 и 2, идентичных и параллельных, вращающихся вокруг своих осей в одном и том же направлении, приводимых в движение злектродвигателем, который не показан. Шнеки 1 и 2 установлены в корпусе 3, который в начальной части оснащен трубопроводом 4 для подачи замораживаемого состава, снабженным обратным клапаном 5 для гарантии воздухонепроницаемого уплотнения, и который оканчивается соплом 6 плоской формы.
Корпус содержит девять 100-миллиметровых сегментов F1-F9, изменяющихся с точки зрения конфигурации, с которыми связаны индивидуальные контуры охлаждения 7 соответствующих рубашек с водно-спиртовой смесью, причем в этих контурах предусмотрено индивидуальное регулирование расхода посредством клапанов 8. Аэрация происходит через каналы 9 впуска воздуха на каждой стороне корпуса, а впрыскивают воздух с помощью поршня, соединенного с расходомером массы. Расход воздуха регулируют индивидуально с помощью клапанов 10. В одном из вариантов (не показан), сопло 6 снабжено рубашкой, в которой также циркулирует хладагент, расход которого регулируют индивидуально.
У выходного конца корпуса 3 и сопла 6 имеется трубка 11, которая служит в качестве зоны предварительного расширения. Трубка 11 снабжена шаровым клапаном 12 для регулирования противодавления и времени пребывания массы в корпусе.
Если L - общая длина сегментов одного из шнеков 1 и 2, которая отображает активную длину этих шнеков, a D - диаметр одного из шнеков 1 и 2, то отношение L/D составляет порядка 30-60.
На фиг. 2 видно, что корпус 3 имеет внутреннюю металлическую оболочку 13, окружающую канал 14 для прохождения шнеков 1 и 2 (не показаны) и внешнюю металлическую оболочку 15, поддерживаемую на некотором расстоянии от оболочки 13 стойками 16. Хладагент циркулирует в канале 17 между стенками, образованными оболочками 13 и 15.
Предлагаемый способ ниже будет описан более подробно на примерах, приводимых для иллюстрации. Значения процентного содержания указаны в процентах массы.
Пример 1.
Композиция, подлежащая замораживанию и имеющая низкую точку замерзания, содержала 8,5% молочного жира (в виде сливок жирности 35%), 11% сухого обезжиренного молока, 12% сахарозы, 6,4% глюкозного сиропа (эквивалент декстрозы - 40), 1% декстрозы, 0,47% частичных глицеридов в виде стабилизаторов/эмульгаторов и 0,4% ванильного ароматического вещества. Общее содержание сухого вещества в составе было 39,15%, а остальное - вода. Смесь гомогенизировали в две стадии при 13,5 МПа (135 бар), затем при 3.5 МПа (35 бар), пастеризовали при 86oC в течение 30 секунд, охлаждали до 4oC и выдерживали в течение 24 часов при этой температуре. Этот состав вводили в устройство в рабочих условиях, указанных в нижеследующих примерах.
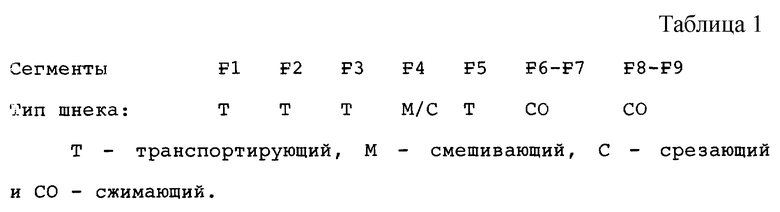
Конфигурация шнеков 1 и 2 указаны в табл. 1.
Впрыскивание воздуха: по трубкам 9 с одной стороны в F5.
Расход/температура замораживаемого состава: 11 кг/час в F1/10oC.
Входная температура хладагента: -17oC
Скорость вращения шнеков: 10 с-1 (600 об/мин).
Диаметр насадки (без трубки или выпускного клапана): 1,2 мм.
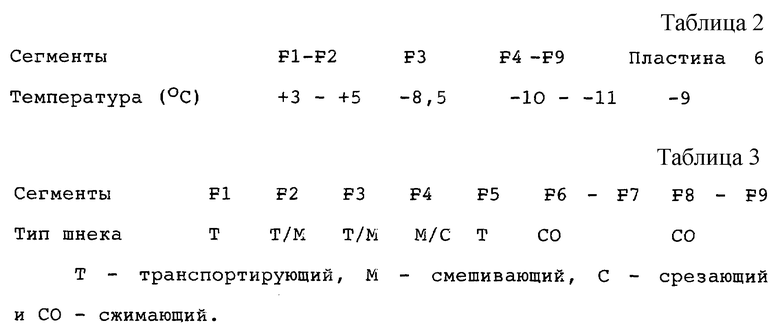
Температура в сегментах корпуса и пластине насадки указаны в табл. 2.
Температура массы на выходе насадки 6 была -10,5oC. Взбитость составляла 65% (увеличение в объеме относительно неаэрированной массы).
Полученный продукт имел более ровную и мягкую структуру, чем продукты, полученные обычном способом.
Пример 2.
Конфигурация шнеков 1 и 2 указана в табл. 3.
Замораживаемый состав по примеру 1, а рабочие условия были следующими:
Впрыскивание воздуха: по трубкам 9 с обоих сторон в F5 и F6, т.е. - посредством четырех трубок, при расходе 7,8 л/час.
Расход/температура замораживаемого состава: 10 кг/час в F2/10oC.
Входная температура хладагента: (-25 - -28)oC.
Скорость вращения винтов: 10 с-1 (600 об/мин).
Диаметр насадки с трубкой 11 и выпускным клапаном: 10 мм.
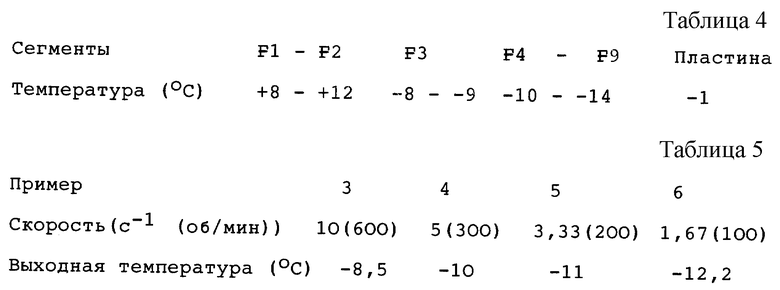
Температура в сегментах корпуса и пластине насадки указаны в табл. 4.
Температура массы на выходе насадки 6 составляла от -8 до -10oC. Взбитость составляла (80-100)%. Средний диаметр кристалликов льда, определенный посредством оптической микроскопии при -10oC и увеличении 1000-1500, составлял 25 мкм. Средний диаметр жировых шариков, измеренный методом лазерного сканирования, составлял 11,3 мкм.
Полученный продукт имел более ровную и мягкую структуру, чем продукты, полученные обычным способом.
Примеры 3-6
Обрабатывали тот же замораживаемый состав, что и в примере 1, при конфигурации шнеков и условиях по примеру 2, за следующими исключениями:
Расход замораживаемого состава: 9,5 кг/час.
Температура в сегменте F2: (4, 5-5, 5)oC.
Температура хладагента на входе контура охлаждения корпуса: (-26,5 - -27,5)oC.
Другое отличие заключалось в том, что скорость вращения шнеков изменяли, как указано ниже.
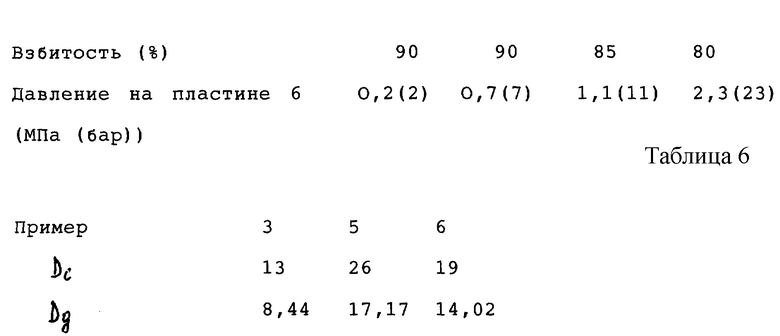
Были зарегистрированы параметры выпускаемых продуктов, указанные в табл. 5.
Средний диаметр кристалликов льда, измеренный методом оптической микроскопии при - 10oC и увеличении 1000-1500, (Dc, мкм) и средний диаметр жировых пузырьков, измеренный методом лазерного сканирования (Dg, мкм), указаны в табл. 6.
В каждом случае полученные продукты имели более ровную и мягкую структуру, чем продукты, полученные традиционным способом.
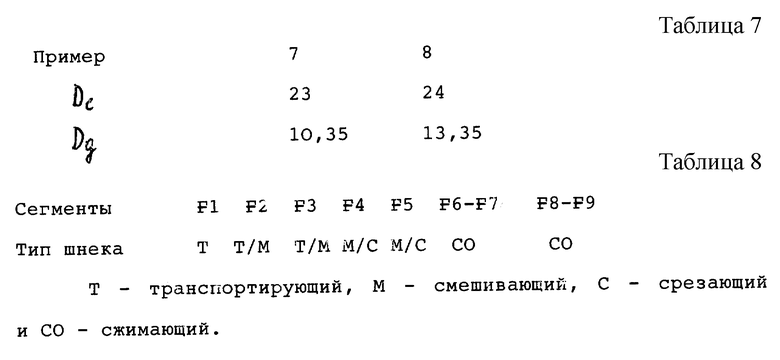
Примеры 7-8
Обрабатывали тот же замораживаемый состав, что и в примере 1, при конфигурации шнеков и условиях по примеру 2, за следующими исключениями:
Расход замораживаемого состава: 9,5 кг/час.
Температура в сегменте F2: 3oC
Температура хладагента на входе контура охлаждения корпуса: (-25,9 - -27,1)oC.
Скорость вращения шнеков - 10 с-1 (600 об/мин) в примере 7 и 1,67 с-1 (100 об/мин) в примере 8.
На выходе сопла имеются трубка 11 диаметром 20 мм и шаровой клапан 12.
В случае примера 7 выходная температура продукта составляла -8,4oC, а взбитость - 90%.
В случае примера 8 выходная температура продукта составляла -12,4oC, взбитость - 80%, а давление в сопле -0,9 МПа (9 бар). Средний диаметр кристалликов льда, измеренный с использованием оптического микроскопа при -10oC и увеличении 1000-1500, (Dc мкм), и средний диаметр жировых шариков, измеренный лазерным сканированием (Dg мкм), указаны в табл. 7.
В каждом случае полученные продукты имели более ровную и мягкую структуру, чем продукты, полученные традиционным способом.
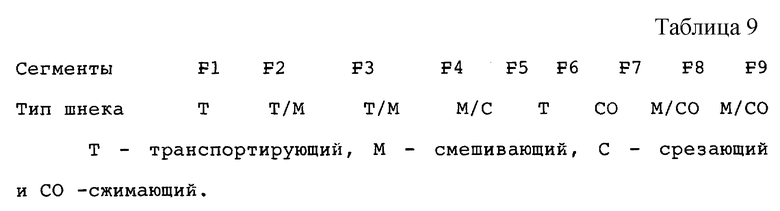
Пример 9
Этот опыт осуществляли в условиях по примеру 7, за исключением следующих параметров:
Конфигурация шнеков 1 и 2 указаны в табл. 8.
Впрыскивание воздуха: по трубкам 9 с обоих сторон в F5 и F6, то есть - посредством 4 трубок, при расходе 9,9 л/час.
Выходная температура продукта составляла - 8,5oC, а взбитость -100%.
Средний диаметр кристалликов льда, измеренный оптической микроскопией при -10oC и увеличении 1000 - 1500, составлял 26 мкм.
Средний диаметр жировых пузырьков, измеренный методом лазерного сканирования, составлял 8,82 мкм.
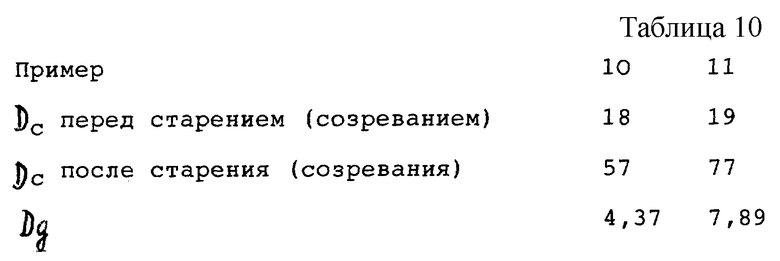
Примеры 10-11
Конфигурация шнеков 1 и 2 указаны в табл. 9.
В этих примерах замораживаемый состав по примеру 1, но при следующих рабочих условиях:
Для примера 10:
Количество поступающего продукта: 10 кг/час.
Впрыскивание воздуха: по трубкам 9 с двух сторон в F5 и F6 - посредством 4 трубок, при расходе 12 г/час.
Скорость вращения шнека: 5 с-1 (300 об/мин).
Охлаждение областей F2-F9 - посредством хладагента до температуры -30/-35oC.
Выходная температура продукта составляла - 11,5oC, а взбитость - 100%.
Для примера 11:
Количество поступающего продукта: 10 кг/час
Впрыскивание воздуха: по трубкам 9 с двух сторон в F5 и F6 - посредством 4 трубок, при расходе 13 г/час.
Скорость вращения шнека: 1,67 с-1 (100 об/мин).
Охлаждение областей F2-F9 - посредством хладагента до температуры -30/-35oC.
Выходная температура продукта составляла - 14,5oC, а взбитость - 90%.
Полученные продукты имели более ровную и мягкую структуру, чем продукты, полученные традиционным способом, взятые в качестве эталона для сравнения.
Ускоренное старение продукта моделировали посредством термоударов в нагретой печи, запрограммированной на цикл температур, моделирующий условия, воздействию которых подвергаются эти продукты во время их пути от замораживания до потребителя.
Средний диаметр кристалликов льда, измеренный с помощью оптического микроскопа при -10oC и увеличении 1000-1500, (Dc мкм), и средний диаметр жировых шариков, измеренные методом лазерного сканирования, (Dg мкм), указаны в табл. 10.
Для сравнения, соответствующие величины у эталонного продукта составляли:
Dc перед старением (созреванием): 28,
Dc после старения (созревания): 94,
Зная, что дестабилизация жиров вносит вклад в ощущение жирности мороженого, было отмечено, что в указанных разновидностях мороженого, полученных в соответствии с изобретением, уровень дестабилизации жиров был всегда выше, чем в случае обычных продуктов.
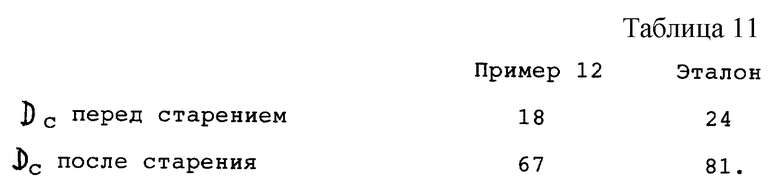
Пример 12
В этом примере использовали смесь мороженого низкой жирности, содержащую 5% жиров. Приготовление заключалось в смешивании 14,28% сливок, содержащих 35% жиров, 8% обезжиренного сухого молока, 15% сахарозы, 3,303% глюкозного сиропа (декстрозный эквивалент 40), 1% декстрозы, 0,5% частичных глицеридов в качестве стабилизаторов/эмульгаторов и 0,4% ванильной эссенции. Общее процентное содержание сухих веществ в составе было равно 33,06%, остальное - вода. Затем смесь гомогенизировали в 2 стадии - при 22,4 МПа (224 бар), а затем - при 4 МПа (40 бар), потом пастеризовали при 86oC в течение 30 с, охлаждали при 4oC и выдерживали в течение 24 часов при этой температуре.
Эту смесь помещали в устройство для замораживания при тех же рабочих условиях и той же конфигурации шнека, что и в примере 10. Температура массы на выходе из экструдера была -11,5oC, а взбитость составляла 100%.
Мороженое с низким содержанием жиров имело очень мягкую структуру. Свежеприготовленный продукт, а также продукт, подвергнутый ускоренному старению, сравнивали с другими эталонными продуктами, которые были подвергнуты воздействию аналогичных факторов. Дегустаторы обнаружили, что свежеприготовленные продукты, соответствующие изобретению, давали легкое ощущение холода, имели более жирную структуру и меньше кристалликов льда.
Средний диаметр кристалликов льда, измеренный с помощью оптического микроскопа при -10oC и увеличении 1000-1500, (Dc, мкм), и средний диаметр жировых пузырьков, измеренный методом лазерного сканирования, (Dg мкм), указаны в табл. 11.
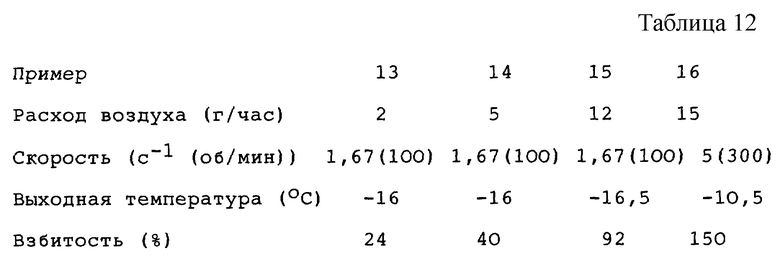
Примеры 13-16
В этих примерах приготавливали смеси фруктового мороженого. К смеси, температура которой составляла 60oC, содержащей 0,8% стабилизаторов (желатина, смолы рожкового дерева), добавляли 29% сахара, 10% глюкозного сиропа и 35% неподслащенного пюре из малины, красящее вещество и вещество с ароматом малины, а также пищевую кислоту с целью доведения pH до 3,2 - 3.4. Содержание сухих веществ в составе было 30,30%, остальное - вода. Смесь гомогенизировали при 72oC за одну стадию при давлении 5 МПа (50 бар), затем пастеризовали при 85oC в течение 30 минут, охлаждали при 4oC и выдерживали по меньшей мере в течение 4 часов при этой температуре.
Замораживаемую смесь вводили в устройстве с той же конфигурацией шнека, что и в примере 10. Рабочие условия были теми же, что и в примере 10, за следующими исключениями:
Впрыскивание воздуха: по трубкам 9 с двух сторон в F5 и F6 - посредством 4 трубок, при расходе 2,5 г/час, 12 г/час и 15 г/час.
Скорость вращения шнеков: 1,67 с-1 (100 об/мин) и 5 с-1 (300 об/мин).
Для выпускаемых продуктов были получены параметры, указанные в табл. 12.
Структуры полученных продуктов соответствовали структурам одной из вышеуказанных разновидностей мороженого, несмотря на полное отсутствие жира.
Вкусовое сравнение с фруктовым мороженым того же состава, полученным традиционным способом, выявило менее холодный характер, минимальный возможный привкус кристалликов льда, максимальный возможный привкус жира и меньшую резкость вкуса равновидностей фруктового мороженого, полученного в соответствии с изобретением, как в случае свежеприготовленных продуктов, так и в случае продуктов, подвергнутых старению.
Примеры 17-19
Пример 17: по примеру 10 с гомогенизацией, но без стадии созревания.
Пример 18: по примеру 10, но без стадии гомогенизации.
Пример 19: по примеру 10, но без стадии гомогенизации, и без стадии созревания.
В предшествующих примерах способ и устройство описаны в связи с производством простых замороженных смесей, хотя понятно, что по изобретению можно обрабатывать путем совместной экструзии и различные сорта мороженого или по-разному окрашенные и имеющие разные вкус равновидности фруктового мороженого и получать таким образом композиционные продукты, например - "мраморной" расцветки.
Конечно, указанный способ можно применять в производстве таких замороженных продуктов, как муссы, кремы и сладкие или пряные пасты, например - из сыра, овощей, мяса или рыбы, или гарниров типа соусов или салатов. В этих случаях гибкость способа позволяет адаптировать ввод воздуха в замораживаемую смесь с поддержанием в большей или меньшей степени взбитости, требуемой в зависимости от того, какие продукты надо получить.
Изобретение может найти свое использование в пищевой промышленности, в частности при производстве замороженного аэрированного продукта. Для получения продукта операции смешивания, аэрации, замораживания и охлаждения осуществляют в одну стадию на одном устройстве, имеющем два параллельных бесконечных шнека, вращаемых в одном направлении с зацеплением друг с другом и размещенных в корпусе. На одном конце корпуса установлена головка с соплом, а на другом конце - средства подачи композиции, подлежащей замораживанию. При этом промежуточная зона корпуса снабжена средствами подачи воздуха. Корпус, кроме того, имеет рубашку для циркулирования охлаждающей среды. Изобретение позволяет упростить способ и улучшить структуру продукта. 7 з.п. ф-лы, 2 ил., 12 табл.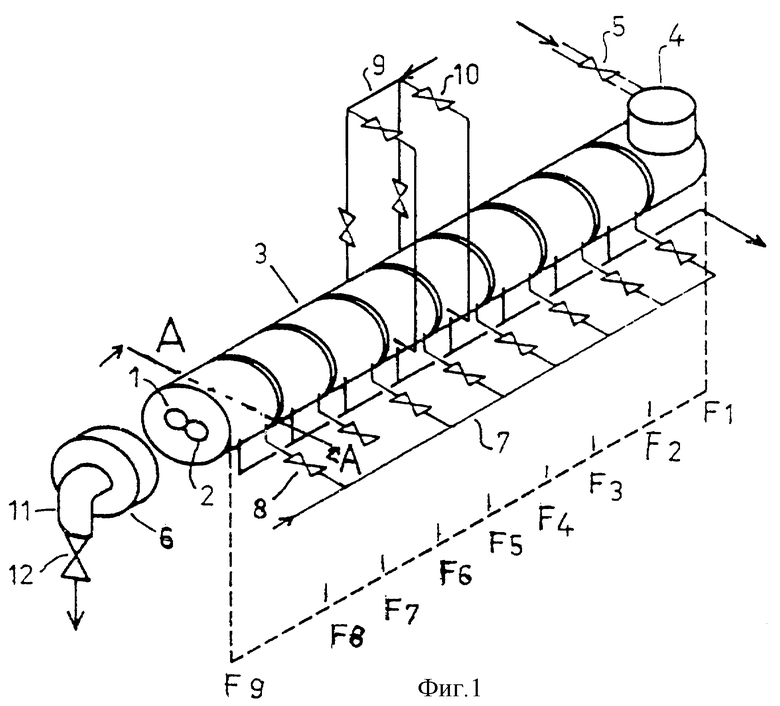
| US 5024066 A, 18.06.1991 | |||
| Устройство для изучения реологических свойств пищевых масс | 1975 |
|
SU561118A1 |
| Устройство для получения мороженого | 1987 |
|
SU1463210A1 |
