Изобретение относится к области волоконной техники и может быть использовано для изготовления волоконных световодов, сохраняющих состояние поляризации излучения, которые могут найти широкое применение в датчиках физических величин и волоконных линиях связи.
Наиболее близким из известных к предлагаемому является способ получения одномодового волоконного световода путем выполнения пазов на наружной поверхности цилиндрической заготовки вдоль ее, последующего помещения заготовки в кварцевую трубу и сплавления трубы с заготовкой [1] Недостатком известного способа является образование микротрещин в заготовке при ее шлифовке, большая вероятность деформации и искривление отверстий в заготовке в процессе ее сплавления с кварцевой трубой, необходимость создания избыточного давления в отверстиях внутри заготовки при сплавлении ее с кварцевой трубой.
При шлифовке заготовки с целью деформирования плоских срезов или пазов удаляется значительная часть заготовки, т.к. для обеспечения требуемых характеристик волоконных световодов необходимо, чтобы отшлифованная поверхность или граница паза как можно ближе располагалась к сердцевине заготовки. В связи с этим значительно возрастают требования к качеству заготовки. Образование микротрещин на отшлифованной поверхности приводит к возрастанию потерь излучения в волоконных световодах. При сплавлении заготовки с кварцевой трубой могут возникать деформации или искривления заготовки. Это также нежелательно, т.к. в этом случае затруднено нанесение метки на волоконный световод.
Цель изобретения снижение трудоемкости процесса и улучшение оптических характеристик волоконных световодов.
Достигается цель тем, что в способе получения одномодового волоконного световода путем выполнения пазов на наружной поверхности цилиндрической заготовки вдоль ее, последующего помещения заготовки в кварцевую трубку и сплавления трубы с заготовкой, пазы прорезают на глубину 1-2 мм, а после сплавления кварцевой трубы с заготовкой ее помещают в травильный раствор.
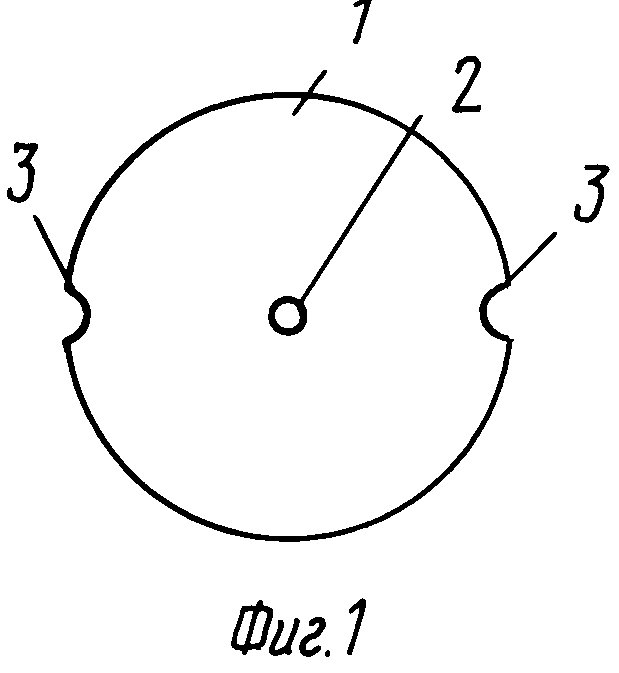
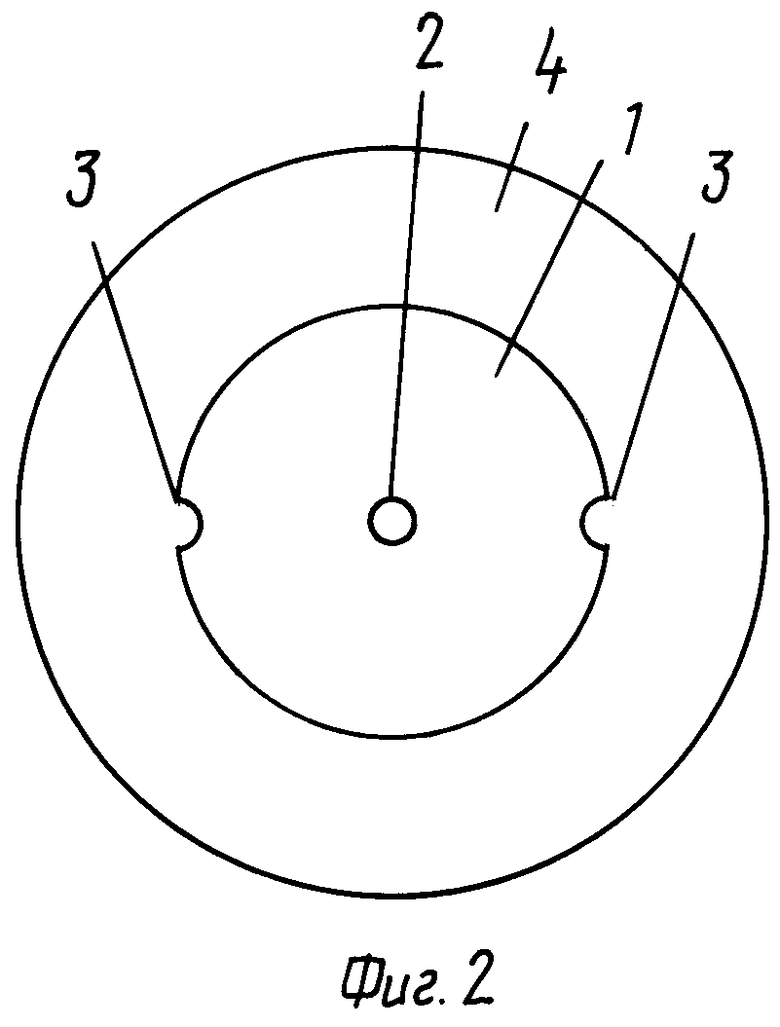
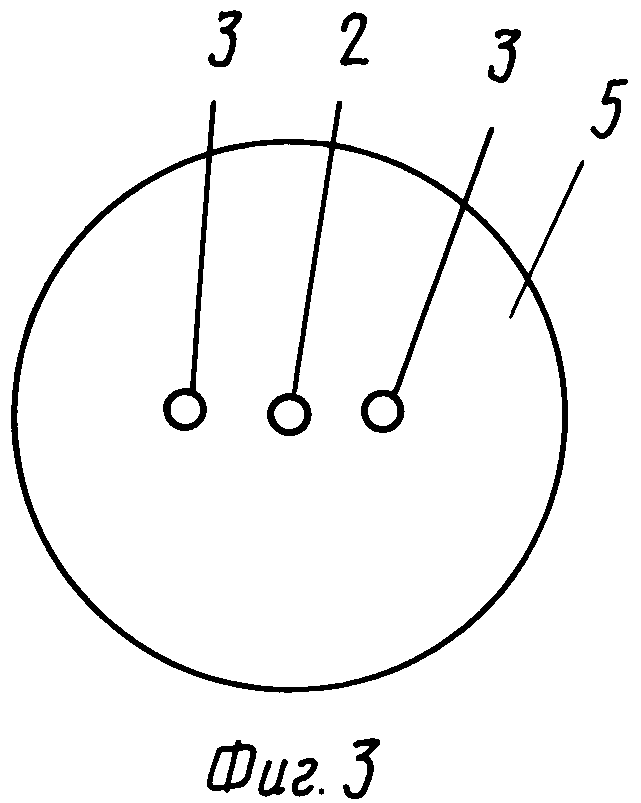
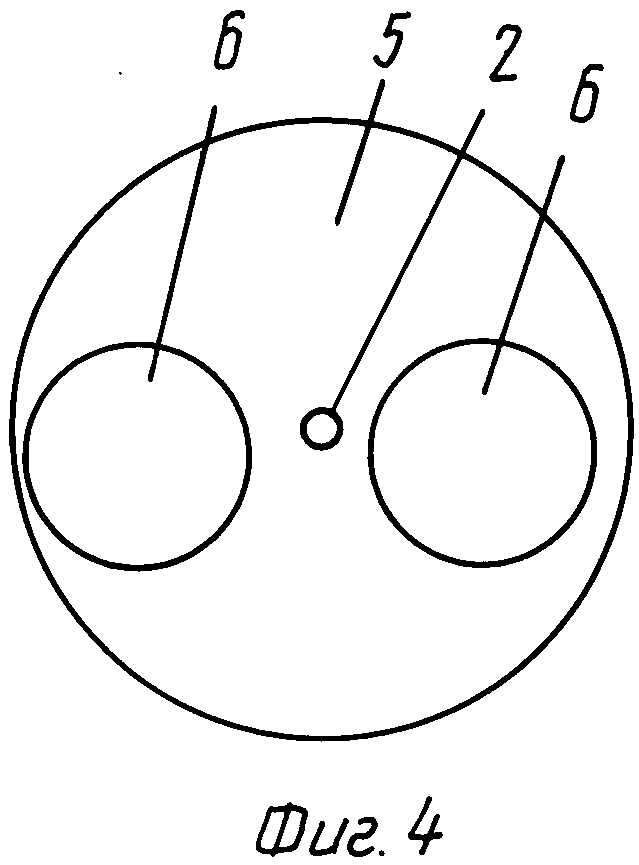
На фиг. 1-4 показана последовательность технологических операций получения отверстий круглой формы в заготовке одномодового волоконного световода.
В исходной заготовке для изотропного одномодового световода 1, имеющего центральную жилу 2, с двух диаметрально противоположных сторон прорезают пазы 3 полукруглой формы. Затем заготовки помещают внутрь опорной кварцевой трубы 4 и сплавляют с ней, заготовку 5 помещают в травильный раствор, в котором отверстия внутри заготовки растравливают до необходимого диаметра 6.
Описанным способом были изготовлены отверстия в заготовках, получаемых МС VΔ -методом. Используют исходные заготовки длиной 200 мм и световедущей жилой из чистого кварцевого стекла диаметром ≈0,5 мм, отражающей оболочкой из кварцевого стекла, легированного фтором, диаметром ≈ 4 мм и внешней защитной оболочкой, образованной опорной кварцевой трубой, с внешним диаметром ≈ 8 мм.
В заготовке на шлифовальном станке с помощью шлифовального круга с рабочей поверхностью круглой формы, имеющей радиус кривизны R 1 мм, с двух диаметрально противоположных сторон прорезают пазы на глубину 1 мм, после чего ее помещают внутрь кварцевой трубы, имеющей толщину стенки ≈ 5 мм и сплавляют с ней в пламени горелки. При сплавлении заготовки с кварцевой трубой достигалась одновременно огненная полировка поверхности отверстий, образовавшихся после сплавления. После этого заготовку помещают в раствор плавиковой кислоты. Скорость травления чистого кварцевого стекла в НF составляет величину ≈220  /с. За 4-5 ч травления в плавиковой кислоте отверстия имели диаметр ≈ 4 мм. Для окончательной полировки применяют 49%-ный раствор Н4F, обладающий полирующими свойствами. После этого в отверстия вставляют штабики диаметром 4 мм, состоящие из кварцевого стекла, легированного бором, и внешнего защитного слоя из чистого кварцевого стекла толщиной 5 мм, штабики изготавливают на станке изготовления заготовок методом МС VD. Заготовку со вставленными боросиликатными штабиками сплавляют на том же станке изготовления заготовок и вытягивают на установке вытяжки в волоконный световод.
/с. За 4-5 ч травления в плавиковой кислоте отверстия имели диаметр ≈ 4 мм. Для окончательной полировки применяют 49%-ный раствор Н4F, обладающий полирующими свойствами. После этого в отверстия вставляют штабики диаметром 4 мм, состоящие из кварцевого стекла, легированного бором, и внешнего защитного слоя из чистого кварцевого стекла толщиной 5 мм, штабики изготавливают на станке изготовления заготовок методом МС VD. Заготовку со вставленными боросиликатными штабиками сплавляют на том же станке изготовления заготовок и вытягивают на установке вытяжки в волоконный световод.
Волоконные световоды имеют потери ≈ 5,9 дБ/км и длину поляризационных биений Lр=10 мм. Относительно большое значение длины поляризационных биений объясняется тем, что стержни имеют малую степень лигирования кварцевого стекла бором.
Использование: область волоконной техники, изготовление волоконных световодов, сохраняющих состояние поляризации излучения и используемых в датчиках физических величин и волоконных линиях связи. Сущность изобретения: получают одномодовые волоконные световоды путем прорезания пазов на наружной поверхности цилиндрической заготовки вдоль ее на глубину 1 - 2 мм. Заготовкку помещают в кварцевую трубу и сплавляют. После сплавления помещают в травильный раствор. 4 ил.
СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА путем выполнения пазов на наружной поверхности цилиндрической заготовки вдоль ее, последующего помещения заготовки в кварцевую трубу и сплавления трубы с заготовкой, отличающийся тем, что, с целью снижения трудоемкости процесса и улучшения оптических характеристик волоконных световодов, пазы прорезают на глубину 1-2 мм, а после сплавления кварцевой трубы с заготовкой ее помещают в травильный раствор.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
