Изобретение относится к электромашиностроению и электроэнергетике, а также может найти применение в других отраслях промышленности, связанных с изготовлением, эксплуатацией и ремонтом электрических машин.
Известен способ контроля прессовки сердечника статора электрической машины, имеющего пазы для размещения обмотки и выполненного из листов электротехнической стали, стянутых посредством нажимных плит и стяжных элементов, основанный на определении прессовки, при котором периодически последовательно в нескольких сечениях по длине сердечника осуществляют механическое импульсное возбуждение, измеряют текущие значения собственных частот в этих сечениях, а также определяют среднюю температуру сердечника и стяжных элементов, и давление прессовки определяют по математической формуле в зависимости от этих величин [1].
Недостатком способа по [1] является ограниченность условий его корректного применения, ввиду того, что он основан на упрощенной модели зависимости значений собственной частоты сердечника только от величины давления прессовки и предположении практической неизменности прочих механических связей сердечника, в частности плотности сопряжения сердечника с уложенной в него обмоткой статора, отягощения сердечника обмоткой статора, действия на сердечник радиальных сил со стороны корпуса статора.
Опыт систематического использования способа по [1] выявил, что в действительности имеют место значительные изменения условий радиальных связей сердечника, и тогда оценки плотности степени сжатия сердечника получаются неадекватными его действительному состоянию.
Оценка плотности сердечника по изменению собственных частот, отражающих изменения внутренней напряженности конструкции в этом способе, будучи объективной по существу, не отстроена от влияния на сердечник радиальных усилий, в то время как подвергаемый контролю параметр - плотность сердечника - обусловлен главным образом степенью сжатия в осевом направлении. Точность такой оценки определяется случайным соотношением действующих на сердечник осевых и радиальных усилий.
Изобретением решается задача создания способа контроля прессовки сердечника статора электрической машины, обладающего большей универсальностью, лучше отвечающего существу контролируемого параметра и более реальной модели механической нагруженности сердечника, позволяющего точнее и в более широком диапазоне условий измерений оценивать изменения давления прессовки.
Для решения поставленной задачи в способе контроля прессовки сердечника статора электрической машины, выполненного из листов электротехнической стали, стянутых посредством нажимных плит и стяжных элементов, и имеющего обмотку, основанном на определении давления прессовки, при котором периодически в нескольких сечениях по длине сердечника осуществляют механическое возбуждение, затем определяют величину контролируемого параметра, предложено согласно настоящему изобретению в качестве контролируемого параметра использовать параметр поглощения энергии колебаний, сравнивать его значение с заданной величиной и давление прессовки определять по соотношению полученной величины к заданной, при этом увеличение поглощения энергии колебаний свидетельствует о снижении давления прессовки.
Изобретение поясняется на примере выполнения.
На чертеже представлен схематично продольный разрез статора электрической машины.
Исследуемый статор электрической машины содержит корпус 1, шихтованный сердечник 2, состоящий из листов электротехнической стали, нажимные плиты 3 и стяжные элементы 4 в виде призм или шпилек.
Заявляемый способ состоит в следующем.
Перед вводом в эксплуатацию, а затем периодически в течение срока службы в нескольких сечениях по длине сердечника осуществляют импульсное механическое возбуждение, например путем удара по сердечнику молотком, и снимают в этом же сечении с помощью виброизмерительной аппаратуры вибросигнал отклика аналогично способу по [1]. Далее одним из известных способов определяют параметр поглощения, например логарифмический декремент колебаний [2], значения которого определяют в исследованных сечениях сердечника, например путем определения собственных частот в этих сечениях и подсчета значений декремента колебаний δ методом полос половинной мощности
δ = Δf/2f0,
где f0 - собственная (резонансная) частота, Гц;
Δf - ширина резонансного пика передаточной функции на уровне половинной мощности (половины уровня пика), Гц.
По соотношению вновь полученных декрементов колебаний в исследованных сечениях сердечника и соотношению их с заданными и измеренными ранее значениями оценивают распределение плотности вдоль сердечника и произошедшие изменения плотности.
Менее плотный шихтованный сердечник или его участок сильнее поглощает энергию колебаний и как следствие имеет большую величину декремента колебаний.
Эксперименты показывают, что нормальной плотности шихтованного сердечника электрической машины соответствуют декременты колебаний, не превышающие 0,07. Значения декрементов колебаний выше 0,07 свидетельствуют об ослаблении плотности сердечника. При существенной потере плотности сердечника декременты колебаний могут достигать величин 0,11 и более.
Заявляемый способ применим как при изготовлении электрической машины, так и на протяжении всего срока ее службы.
Реализация заявляемого способа позволяет
- ввести в практику контроля плотности сердечника новый объективный параметр, в большей степени отвечающий существу контролируемого качества;
- повысить точность оценки плотности сердечника;
- повысить надежность эксплуатации статоров электрических машин путем более точной оценки механического состояния сердечника и на этой основе своевременного проведения соответствующих профилактических мероприятий.
Заявляемый способ контроля прошел экспериментальную проверку в ОАО "Свердловэнерго" на турбогенераторах типов ТГВ-500, ТГВ-З00, ТГВ-200, ТВВ-320, ТВФ-100, ТВ2-100-2. Результаты испытаний подтверждают достоинства и работоспособность заявляемого способа, а также возможность его широкого практического применения в будущем.
Список литературы
1. Патент РФ N 2113754, МПК H 02 K 15/00, 1998 г.
2. Справочник. Вибрации в технике/Под ред. Фролова К.В., том 6.- М.: Машиностроение, 1981, с. 141.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1996 |
|
RU2113754C1 |
| СПОСОБ КОНТРОЛЯ ПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА СИНХРОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2212751C2 |
| СТАТОР ТУРБОГЕНЕРАТОРА | 1994 |
|
RU2074476C1 |
| Статор электрической машины | 1990 |
|
SU1737627A1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ СЕРДЕЧНИКА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2223587C2 |
| Способ диагностики состояния прессовки шихтованного сердечника статора электрической машины | 1982 |
|
SU1083293A1 |
| Статор вертикальной электрической машины | 1990 |
|
SU1711291A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА "ЭМВ | 1992 |
|
RU2043691C1 |
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728935A1 |
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728934A1 |
Изобретение относится к электротехнике и может найти применение в отраслях промышленности, связанных с изготовлением, эксплуатацией и ремонтом электрических машин. Изобретением решается техническая задача создания способа контроля прессовки сердечника статора, обладающего большей универсальностью, лучше отвечающего существу контролируемого параметра и более реальной модели механической нагруженности сердечника, позволяющего точнее и в более широком диапазоне условий измерений оценивать давления прессовки. Для решения поставленной задачи в способе контроля прессовки сердечника статора электрической машины, выполненного из листов электротехнической стали, стянутых посредством нажимных плит и стяжных элементов, и имеющего обмотку, основанном на определении давления прессовки, при котором периодически в нескольких сечениях по длине сердечника осуществляют механическое возбуждение, затем определяют величину контролируемого параметра, предложено, согласно настоящему изобретению, в качестве контролируемого параметра использовать параметр поглощения энергии колебаний, сравнивать его значение с заданной величиной и давление прессовки определять по соотношению полученной величины к заданной, при этом увеличение поглощения энергии колебаний свидетельствует о снижении давления прессовки. 1 ил.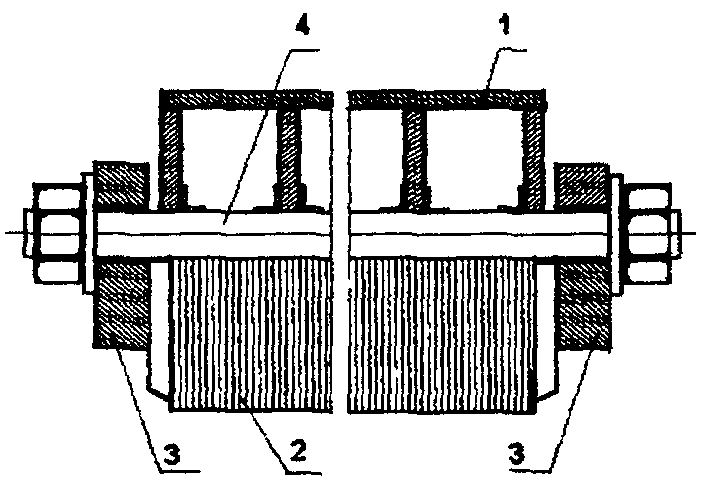
Способ контроля прессовки сердечника статора электрической машины, выполненного из листов электротехнической стали, стянутых посредством нажимных плит и стяжных элементов, и имеющего обмотку, основанный на определении давления прессовки, при котором периодически в нескольких сечениях по длине сердечника осуществляют механическое возбуждение, затем определяют величину контролируемого параметра, отличающийся тем, что в качестве контролируемого параметра используют параметр поглощения энергии колебаний, сравнивают его значение с заданной величиной и давление прессовки определяют по соотношению полученной величины к заданной, при этом увеличение поглощения энергии колебаний свидетельствует о снижении давления прессовки.
| СПОСОБ КОНТРОЛЯ ПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1996 |
|
RU2113754C1 |
| Способ диагностики состояния прессовки сердечника статора электрической машины | 1987 |
|
SU1424100A1 |
| КОМПОЗИЦИИ И СПОСОБЫ ПОТЕНЦИРОВАНИЯ ТЕРАПЕВТИЧЕСКИХ ЭФФЕКТОВ ИНТЕРФЕРОНОВ | 2001 |
|
RU2242243C2 |
| Справочник | |||
| Вибрации в технике / Под редакцией Фролова К.В., т.6, - М.: Машиностроение, 1981, с.141. | |||

