Изобретение относится к технологии электромашиностроения, в частности к контролю давления прессования активной стали статора крупных электрических машин, например турбогенераторов.
Известен способ диагностики прессовки шихтованного сердечника магнитопро- водз с помощью измерения магнитных характеристик в диагностируемой зоне и их сопоставления с экспериментально установленной зависимостью между усилием прессовки и аксиальной составляющей магнитной индукции.
Известен также способ диагностики состояния прессовки сердечника статора электрической машины с помощью определения давления прессования по приведенному соотношению с использованием эмпирического коэффициента жесткости закрепления лобовых частей обмотки статора и .на основании измерений усилий предварительного сжатия упругих элементов, устанавливаемых на призмы статора, величины перемещения упругих элементов при предварительном сжатии и величины аксиального перемещения торцов нажимных плит после установки упругих элементов в электрическую машину в рабочее положение.
Наиболее близким к предлагаемому по технической сути является способ диагностики состояния прессовки сердечника статора электрической машины с помош.ъю определения давления прессования из приведенного выше соотношения с использованием коэффициента жесткости закрепления лобовых частей обмотки статора, найденного на основе измерений смещений нажимной плиты при нагревах обмотки статора в специальных опытах, проведенных после установки упругих элементов в электрическую машину в рабочее положение.
Недостатком данного способа является недостаточная точность определения жесткости закрепления лобовых частей и давления, прессования сердечника статора вследствие неучета влияния закрепления обмотки статора в пазу и взаимного смещения нажимной плиты и корзины лобовых частей, а также неучета изменения длины активной стали при тепловых деформациях статора.
Целью изобретения является, повышение качества диагностики путем увеличения точности.
Цель достигается повышением надежности турбогенератора путем улучшения эксплуатационного обслуживания.
Сущность изобретения состоит в том, что при определении давления прессования дополиительно на основе экспериментальных значений смещения нажимной плиты и температуры обмотки статора в опытах на- греаа обмотки при освобожденной и закрепленной в аксиальном направлении
корзине лобовых частей с учетом изменения длины активной стали определяется значение жесткости закрепления лобовой части обмотки статора, а при определении
давления прессования активной стали кроме уточненной жесткости закрепления лобовых частей учитывается взаимное смещение корзины лобовых частей и нажимной плиты..
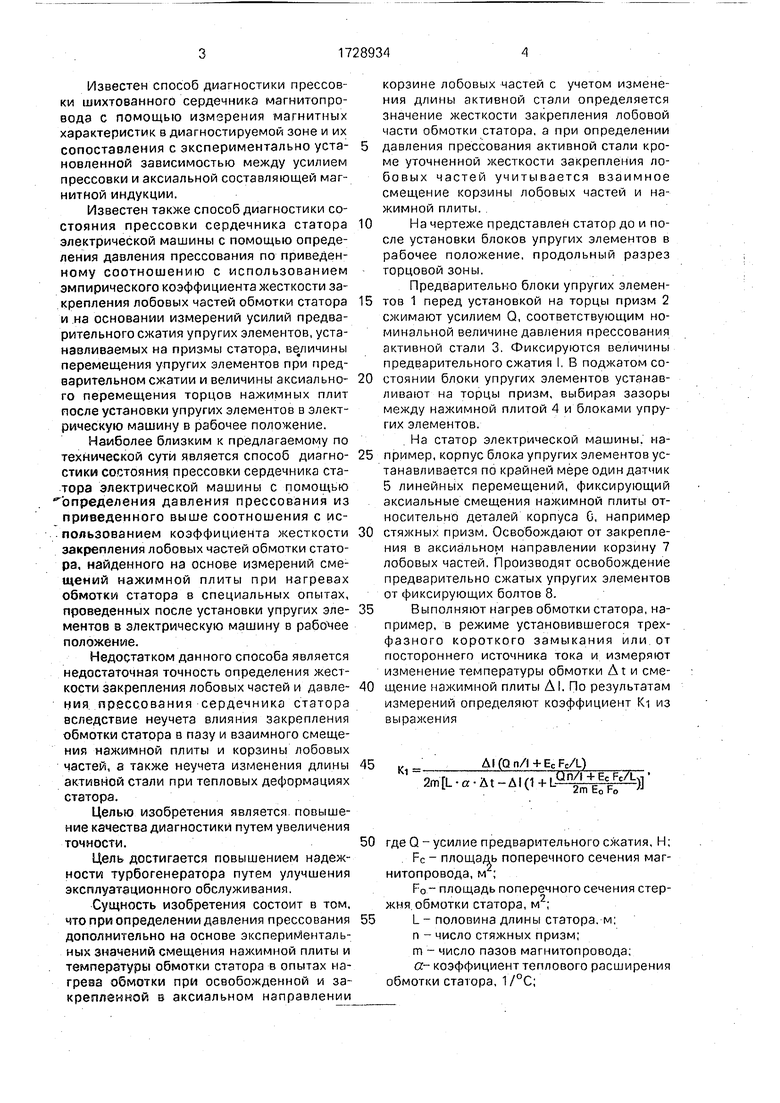
На чертеже представлен статор до и после установки блоков упругих элементов в рабочее положение, продольный разрез торцовой зоны.
Предварительно блоки упругих элементов 1 перед установкой на торцы призм 2 сжимают усилием Q, соответствующим номинальной величине давления прессования активной стали 3. Фиксируются величины предварительного сжатия I, В поджатом состоянии блоки упругих элементов устанавливают на торцы призм, выбирая зазоры между нажимной плитой 4 и блоками упругих элементов.
.На статор электрической машины, например, корпус блока упругих элементов устанавливается по крайней мере один датчик 5 линейных перемещений, фиксирующий аксиальные смещения нажимной плиты относительно деталей корпуса 0, например
стяжных призм. Освобождают от закрепления в аксиальном направлении корзину 7 лобовых частей, Производят освобождение предварительно сжатых упругих элементов от фиксирующих болтов 8.
Выполняют нагрев обмотки статора, например, в режиме установившегося трехфазного короткого замыкания или от постороннего источника тока и измеряют изменение температуры обмотки At и смещение нажимной плиты Д|. По результатам измерений определяют коэффициент Кч из выражения
45 кAl(Qn/l+EcFc/L)
.«-At-AI(
где Q - усилие предварительного сжатия, Н;
FC - площадь поперечного сечения маг- нитопровода, м ;
FO- площадь поперечного сечения стержня, обмотки статора, м ; L - половина длины статора, м;
п - число стяжных призм;
m - число пазов магнитопровода;
а- коэффициент теплового расширения обмотки статора, 1/°С;
ЕС - эквивалентный модуль упругости магнитопровода, Н/м2;
Ео- эквивалентный модуль упругости обмотки статора, Н/м2.
После остывания обмотки-статора про- изводится закрепление корзины лобовых частей в аксиальном направлении, повторный нагрев обмотки и измерение величин Л) и At и на их основании определяется коэффициент Ка по выражению, аналогии- ному приведенному для KI. Коэффициент К жесткости закрепления лобовой части обмотки в аксиальном направлении определяется из выражения K K2-Ki.
Давление прессования в процессе экс- плуатации оценивается по результатам измерения смещения нажимной плиты относительно положения при холодном состоянии статора А э и температуры нагрева обмотки статора относительно холодного состояния статора uta из выражения
статора при нагреве, после чего определяю г величину коэффициента KI из выражения
Ki Al(Qn/l+EeFc/L)
,t n/l+EcFc/L
2m L-a-At-Al(1-fL2m Eo Fo
)
после остывания обмотки закрепляют лобовую часть и осуществляют ее повторный нагрев до указанной температуры, повторно измеряют величины смещения нажимной плиты и изменения температуры обмотки, определяют величину, коэффициента «2 по выражению, аналогичному выражению для KI, затем определяют коэффициент К жесткости закрепления лобовой части обмотки в аксиальном направлении из выражения K K2-Ki. а давление прессовки Р определяют из выражения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728935A1 |
| Способ диагностики состояния прессовки сердечника статора электрической машины | 1987 |
|
SU1520631A2 |
| Способ диагностики состояния прессовки сердечника статора электрической машины | 1987 |
|
SU1424100A1 |
| Способ подпрессовки сердечника статора генератора | 1988 |
|
SU1669051A1 |
| СПОСОБ КОНТРОЛЯ ПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1996 |
|
RU2113754C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УЗЕЛ КРЕПЛЕНИЯ ЕГО ВНЕШНЕГО КОЛЬЦА | 2011 |
|
RU2494516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Устройство для крепления лобовых частей обмотки статора | 1974 |
|
SU562039A1 |
| Статор электрической машины переменного тока | 1980 |
|
SU907705A1 |
Изобретение относится к электротехнике, а именно к технологии изготовления крупных электрических машин. Цель изобретения - повышение качества диагностики путем увеличения точности. Поставленная цель достигается тем, что в способе, предусматривающем сравнение найденного значения опрессовки Р с нормативным, в процессе эксплуатации измеряют величину изменения температуры обмотки.статора, а перед установкой упругих элементов в рабочее положение нагревают обмотку до температуры не выше допустимой температуры статора и измеряют величины смещения нажимной плиты и изменения температуры обмотки статора при нагреве, после чего определяют величину коэффициента Кч из выражения Ki Д(0 n/l+EcFc/L/2 m At- Al 1+L -(Q- n/l+EcFc/L)/2mE0F0 }. После остывания обмотки закрепляют лобовую часть и осуществляют ее повторный нагрев до указанной температуры. Затем повторно измеряют величины смещения нажимной плиты и температуры обмотки, определяют величину коэффициента К2 по выражению, аналогичному выражению для Ki, и определяют коэффициент К жесткости закрепления лобовой части обмотки в аксиальном направлении из выражения K K2-Ki. Давление прессовки Р, согласно предлагаемому способу, определяют из выражения P(Q- n/FcH 1-А1э/1)-Щ- а At3-Ab)/(H- +К- L/Eo -Ft,)- Fc К -2т, Н, где Д1Э - величина перемещения нажимной плиты в процессе эксплуатации, м; Дт.э -.величина изменения температуры обмотки статора в процессе эксплуатации, °C;Q-усилие предварительного сжатия, Н; FC- площадь поперечного сечения магнитопроводэ, м2; F0 - площадь поперечного сечения обмотки статора, м ; L - половина длины магнитопровода, м; п - число стяжных призм; m - число пазов магнитопровода; а - коэффициент теплового расширения обмотки статора, 1 /°С; ЕС - эквивалентный модуль упругости магнитопровода, Н/м2; Ео эквивалентный модуль упругости обмотки статора, Н/м2; I - среднее значение величины перемещения упругих элементов при предварительном сжатии, м. Предлагаемый способ позволяет своевременно обнаружить и устранить неисправности в крайних пакетах магнитопровода статора, при этом повышается точность диагностики состояния прессовки магнитопроврдов, что ведет к повышению их качества в конечном итоге, так как учитывает влияние закрепления пазовой части обмотки статора и взаимное смещение нажимной плиты и корзины лобовых частей обмотки, 1 ил. (Л 4 Ю СО
и Д| Т
LaAtg - Д1Э
К 2 m
Формула изобретения
Способ диагностики состояния прессовки магнитопровода статора с обмоткой, закрепленной с помощью кронштейнов нажимных плит и упругих элементов, установленных на стяжных призмах, согласно которому измеряют величину перемещения упругих элементов при предварительном сжатии и определяют ее среднее значение, устанавливают упругие элементы в рабочее положение, измеряют величину перемеще- ния нажимной плиты в процессе эксплуатации, определяют величину давления прессования с учетом найденных величин и сравнивают ее с нормативным или ранее замеренным значением данного параметра, отличающийся тем, что, с целью повышения качества диагностики путем увеличения точности, измеряют величину изменения температуры обмотки статора в процессе эксплуатации, перед установкой упругих элементов в рабочее положение обмотку нагревают до температуры, не превышающей допустимую температуру статора, измеряют величины смещения нажимной плиты,и изменения температуры обмотки
Р
25
ц - п /1 А Ц LaAta -Д1Э ТГ /
К 2 m ;
где - величина перемещения нажимной плиты в процессе эксплуатации, м;
At3 - величина изменения температуры обмотки статора в-процессе эксплуатации. °С;- .-.
Q -усилие предварительного сжатия, Н;
FC - площадь поперечного сечения магнитопровода, м;
FO - площадь поперечного сечения обмотки статора,м :
L - половина длины магнитопровода, м;
А - величина перемещения нажимной плиты при нагреве обмотки статора, м;
At - величина изменения температуры обмотки статора при нагреве, °С;
п - число стяжных призм;
m - число пазов магнитопровода;
а.- коэффициент теплового расширения обмотки статора, 1/°С;
ЕС - эквивалентный модуль упругости магнитопровода, Н/м ;
ЕО - эквивалентный модуль упругости обмотки статора, Н/м2;
I - среднее значение величины перемещения упругих элементов при предварительном сжатии, м.
| Способ диагностики состояния прессовки сердечника статора электрической машины | 1987 |
|
SU1424100A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
