Изобретение относится к технологии электромашиностроения, в частности к контролю давления прессования активной стали статоров крупных электричес ких машин, например турбогенераторов.
Целью изобретения является повышение точности диагностики.
На фиг. 1 и 2 изображены соответственно торцовые зоны статора до и пос- ле освобождения предварительно сжатых упругих элементов, продольный разрез; на фиг. 3 и Д - блоки упругих элементов соответственно до и после предварительного сжатия усилием Q.
Способ диагностики состояния прессовки сердечника статора электрической машины заключается в следующем.
Предварительно выполняются подготовительные операции. Блоки упругих элементов 1 перед установкой на торцы стяжных призм 2 сжимают усилием О, соответствующим номинальной величине давления прессовки активной стали сердечника 3, фиксируют в поджатом состоянии, измеряют величины предьа- рительного сжатия (фиг.З и 4) и определяют среднее значение предварительного сжатия 1. В поджатом состоянии блоки упругих элементов устанав- ливают на торцы призм, полностью выбирая зазоры между нажимной плитой 4 и блоками упругих элементов. На статор электрической машин1)1, например, а корпус блока упругих элементов устанавливают по крайней мере один ; .атчик 5 линейных перемещений, фик- ;:: аксиальные смещения торцов 15,1 члмной плиты 1 относительно дета- -:ей корпуса 6 статора, например стяжных призм, в процессе работы электрической машины (фиг.1 и 2).
Показания датчика 5 линейных перемещений, соответствующие взаимному положению элементов конструкции ста- тс,.а до освобождения блоков упругих элементов от предварительного сжатия, принимаются за начало отсчета аксиальных линейных перемещений. Устанавливают датчики 7 контроля теплового состояния на призмы статора. Затем производят освобождение предварительно сжатых упругих элементов от фиксирующих болтов 8. При изменении .давления прессовки сердечника статора в процессе эксплуатации происходит сме- дение нажимной плиты под действием упругих элементов на некоторуто величину 1 ОТНОС1-: Р 1Т: ЧО . Т;-.М - ; Ор
пуса (фиг.1 и 2). Перечисленная последовательность подготовительных операций позволяет в процессе эксплуатации на основании результатов измерения аксиальных смещений Л1 определять величины давления прессовки активной стали Р по формуле
дК . 2ш.К. а -
F
F
-),
где Q - усилие предварительного сжатия упругих элементов, кгс; F -. площадь поперечного сечения
сердечника статора, п - число стяжных призм; . д1 - разность значений аксиальных положений торцов нажимных плит, см; 1 - величина предварительного
сжатия упругих элементов,ci m - число пазов статора; К - эмпирический коэффициент
жесткости закрепления лобовых частей обмотки статора на кронштейнах, кгс/см. Измерение средних температур, нагрева сердечника (по штатным термометрам) и призм (по датчикам теплового состояния) позволяет определить изменение исходного давления прессования активной стали сердечника при эксплуатации по формуле
йР Л1 (О.п
F- 1
F
ut
пр
+ (с., ль, - ,p-ut,p) Е,
где oi(. - коэффициент линейного расширения активной стали сердечника статора, 1/°С; коэффициент линейного расширения призм, 1/°С;
ut - изменение средних температур активной стали сердечника,
-изменение средних температур призм,°С;
-эквивалентный молу ть упругости активной стали сердечника, кгс/см.
Предлагаемый способ гюпьпилг-т на- ilBKHocTb эксплуатации статгфоп электрических машин путем (. поепроменного обнаружения и устранения неисправностей, свя занных с нарушением пресссски активной стали с рдрчиика.
Формула изобретения
1. Слособ диагностики состояния прессовки сердечника статора электрической машины,- содержащего уложенную в пазы обмотку, закрепленную на кронштейнах нажимных плит, стянутых упругими элементами, установленными на торцах призм, включающий измерение величины взаимного перемещения элементов в процессе эусплуатации и определение давления прессовки, отличающийся тем, что, с целью повьш1ения точности, измеряют величину перемещения упругих элементов при предварительном сжатии перед установкой на призмы, определяют среднее значение этой величины, измеряют величину аксиального перемещения торцов нажимных плит после установки упругих элементов в электрическую машину в рабочее положение, а давление прессовки определяют из соотношения
Р
де Q F п &1
QID
F
+ JmiL,
- ul ( -----0,
кгс/
СМ
/
усилие предварительного сжатия упругих элементов,кгс; площадь поперечного сечения активной стали сердечника, см ;
число стяжных призм; разность значений аксиальных положений торцов нажимных плит, см;
1 - величина перемещения упругих элементов при предварительном сжатии, см;
m - число пазов статора;
К - эмпирический коэффициент жесткости закрепления лобовых частей обмотки статора на кронштейнах, кгс/см.
2. Способ ПОП.1, отличающийся тем, что определяют в эксплуатации изменение средней температуры сердечника и призм относи- тельйо их теплового состояния при сборке, определяют величину аксиального перемещения торцов нажимных плит и определяют изменение давления прессовки из соотношения
20
ДР u (
2K-m.
25
+ ct Л t, - o(.
P
&tnp)E, кгс/см ,
30
35
где . коэффициент линейного расширения активной стали сердечника, 1/°С;
- коэффициент линейного расширения призм, 1/°С; ut - изменение средней температуры активной стали сердечника, С; titf,- - изменение средней темпераго
туры призм. С;
EJ - эквивалентный модуль упругости активной стали сердечника, кгс/см .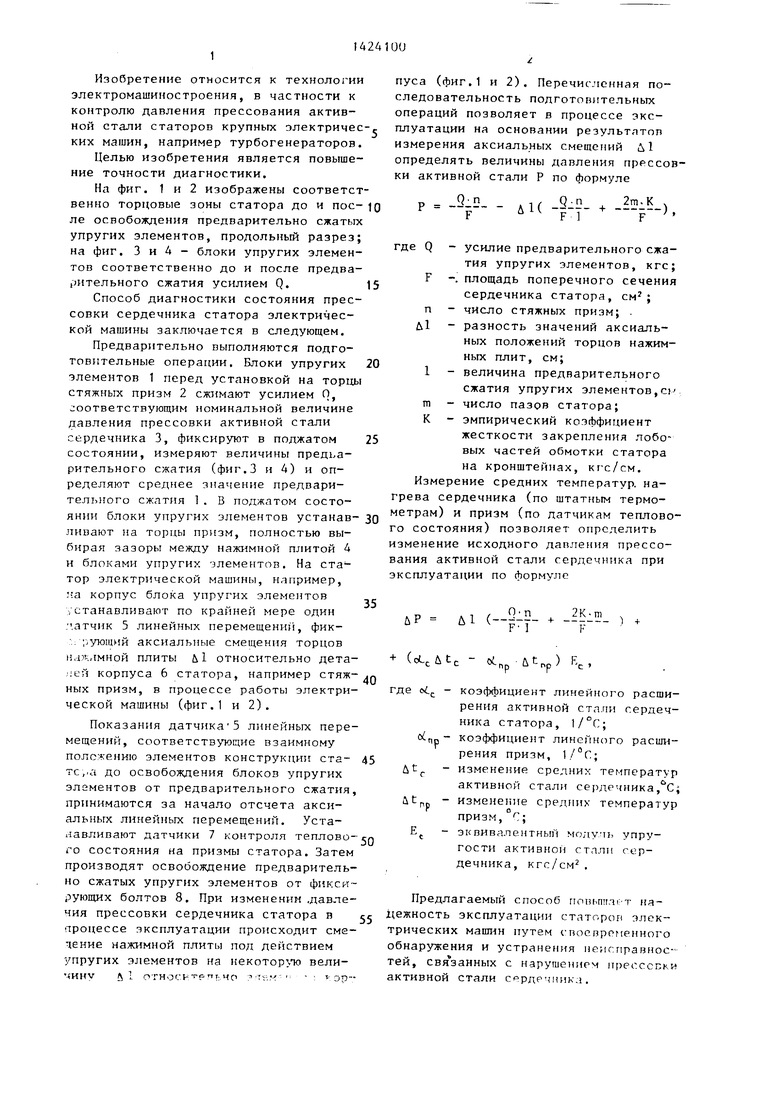
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики состояния прессовки сердечника статора электрической машины | 1987 |
|
SU1520631A2 |
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728935A1 |
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728934A1 |
| СПОСОБ КОНТРОЛЯ ПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1996 |
|
RU2113754C1 |
| Статор электрической машины и способ диагностики состояния прессовки зубцов сердечника статора | 1984 |
|
SU1205235A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU387483A1 |
| СПОСОБ КОНТРОЛЯ ПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1999 |
|
RU2155429C1 |
| Статор электрической машины и способ его сборки | 1981 |
|
SU1030914A1 |
| Способ подпрессовки сердечника статора турбогенератора | 1976 |
|
SU764051A1 |
| Способ подпрессовки сердечника статора генератора | 1988 |
|
SU1669051A1 |

Изобретение относится к электромашиностроению. Цель изобретения состоит в повышении точности. Способ диагностики состояния прессовки сердечника статора включает измерение величины взаимного перемещения элементов и определение давления прессовки. Благодаря тому, что измеряют величину перемещения упругих элементов при предварительном сжатии с определением среднего значения этой величины и величину аксиального перемещения торцов нажимных плит после установки упругих элементов в электрическую машину в рабочее положение ГЛ и определяют из соотношения давление прессовки, обеспечивается достижение поставленной цели. 1 з.п. ф-лы, 4 ил. 
сриеЗ
Составитель А.Воинов Редактор Е.Коича Техред Л.ОлийныкКорректор Л.Пилипенко
Заказ А694/55
Тираж 665
ВПШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
сриеЛ
Подписное
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1980 |
|
SU955383A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пенской В.Ф | |||
| и др | |||
| Устройство, предотвращающее ослабление активной стали сердечника статора мощного турбогенератора в процессе эксплуатации.- Электротехническая промъшшенность.Серия Электрические машины, 1981,вып.6 | |||
