Изобретение относится к испытательной технике, в частности к способам и устройствам для гидравлического испытания трубопроводной запорной арматуры, например вентилей и задвижек.
Известен способ испытания полых изделий на герметичность, заключающийся в том, что изделие заполняют испытательной жидкостью и о герметичности судят по проникновению этой жидкости через микронесплошности, при этом перед заполнением изделия жидкостью замещают воздух в микронесплошностях под давлением газом, растворяющимся в этой жидкости.
(Авторское свидетельство СССР N 905680 G 01 M 3/20 1980 г. Авторы В.А. Ермаков, В.В. Бондарик).
Известный способ сложен, так как требует для своей реализации специальную испытательную жидкость и специальные отдельные электроприводные устройства для создания давления.
Известен способ испытания трубных систем по устройству "гидропресс для опрессовки трубных систем", который включает в себя герметизацию торцов испытываемой трубной системы, заполнение ее полости жидкостью и создание в ней давления.
Этот способ сложен, так как он требует применения специальной насосной станции для создания давления в жидкости, подсоединение напорных рукавов, а также слежение за пускорегулирующей аппаратуры.
(Книга "Станки и механизмы для производства санитарно-технических и вентиляционных работ". М.: Высшая школа, 1979, с.62).
Наиболее близким к заявляемому способу испытания трубопроводной арматуры является способ, известный по устройству универсальная испытательная оснастка "ГАКС-ОИ", выпускаемая в настоящее время Научно-Производственным объединением "ГАКС- АРМСЕРВИС" г.Москва, ул. Б.Семеновская, 49, предприятие "ГАКС"(см. паспорт оснастки "ГАКС-ОИ" приложении N2).
В известном способе испытания трубопроводной запорной арматуры, имеющей выдвижной шпиндель рабочего органа, предусматривается герметизация торцов испытываемой арматуры, заполнение ее полости жидкостью, подключение напорных рукавов и создание давления.
При этом жидкость под давлением подают в полость источника давления с ручным или электрофицированным приводом.
Известный способ трудоемок и сложен т.к. он включает в себя необходимость подсоединения и отсоединения напорных рукавов высокого давления, применение специальной насосной станции и работа с нею.
Целью заявляемого решения является упрощение и уменьшение трудоемкости способа испытания трубопроводной запорной арматуры.
Указанная цель достигается тем, что давление в жидкости создают путем введения ранее выдвинутого шпинделя рабочего органа в полость самой испытываемой арматуры, а также и тем, что предназначенную для испытания арматуру собирают в единый блок, герметизируют крайние из них и создают давление путем поочередного введения шпинделей испытываемых арматур.
В известных заявителю способах испытания трубопроводной арматуры с выдвижным шпинделем рабочего органа отсутствует операция введения шпинделя в полость испытываемой арматуры для поднятия давления в жидкости. Указанное положение обеспечивает заявляемое решение критерию "новизна".
Используемые ранее в известных способах операции - герметизация торцов в испытываемой арматуры, заполнение ее полости жидкостью, например водой, необходимы и достаточны, чтобы задействуя новую операцию - введение шпинделя в полость арматуры, поднять давление. Это положение говорит о прямой взаимосвязи отличительного признака с известными признаками, указанными в ограничительной части формулы изобретения.
Данное положение говорит о соответствии материалов заявки критерию "единство изобретения". Достигаемый с помощью новой совокупности признаков результат, а именно - поднятие давления жидкости без применения специальных насосных станций и напорных рукавов, говорит о присутствии в материалах заявки критерия "изобретательский уровень". Способ поднятия давления жидкости в полости арматуры путем введения в нее ранее выдвинутого шпинделя позволяет упростить и ускорить испытание трубопроводной арматуры.
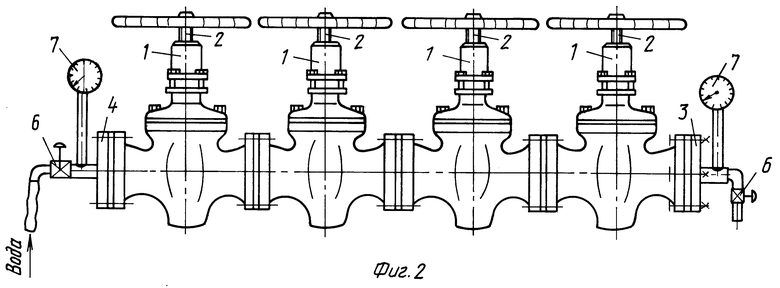
Сущность заявляемого решения поясняется чертежами, где на фиг. 1 изображена трубопроводная задвижка, предназначенная для испытания, на фиг. 2 изображены несколько задвижек, объединенных в один блок.
Устройство для реализации способа включает в себя задвижку 1 (см.фиг. 1) с резьбовым шпинделем 2, фланцы 3 и 4, патрубок 5 с вентилем 6, подключенные к источнику воды (не показан), и манометр 7.
Несколько задвижек 1 могут быть объединены в один блок (см.фиг. 2), при этом крайние из них заглушены фланцами 3 и 4 и с помощью вентиля 6 подключены к источнику воды. Собранная система может иметь один или два манометра 7.
Способ осуществляется следующим образом.
Предназначенную для испытания задвижку 1 (см.фиг. 1) с помощью фланцев 3 и 4 заглушают с обеих сторон, выдвижной резьбовой шпиндель 2 выводят в верхнее положение, открывают вентиль 6 и по патрубку 5 подают воду. После заполнения задвижки 1 водой вентиль 6 закрывают и этим обеспечивают полную герметизацию образованной системы. Затем постепенно начинают вворачивать шпиндель 2.
В силу того, что корпус шпинделя 2 заходит в полость задвижки 1, он вытесняет жидкость и ее давление повышается, что фиксируется манометром 7. (На натурных испытаниях было поднято давление до 40 атмосфер). Под этим давлением задвижка проверяется на наличие микротрещин в корпусе фланцевых соединений, а также уплотнительных качеств сальниковой камеры.
Если давление воды в течение определенного времени не изменилось или изменилось в допускаемых пределах, то задвижка считается исправной и допускается к эксплуатации. Если давление падает, то задвижку бракуют или отправляют в ремонт.
Возможность введения резьбового шпинделя 2 в полость задвижки 1 при наличии в ней несжимаемой жидкости - воды, обеспечивается тем, что в момент заполнения полости задвижки водой в ее подколокольном пространстве и в трубке манометра 7 образуются воздушные подушки, которые под давлением воды сжимаются и уступают место вытесняемой жидкости.
Для ускорения процесса испытания и расширения технологических возможностей задвижки 1 в количестве, например, пяти штук, соединяют между собой с образованием единого блока. Крайние задвижки 1 с помощью фланцев 3 и 4 заглушают, шпиндели 2 выворачивают, весь блок заполняют водой и закрывают вентиль 6. Вся система герметизирована и готова к испытаниям.
Далее производят поочередное вворачивание шпинделей 2 в корпуса испытываемых задвижек 1 и по манометром 7 следят за повышением давления. В случае, если давление в течение определенного времени не понижается, то все задвижки 1, входящие в блок, исправны и не имеют микротрещин в корпусах. В случае, если давление падает, это говорит о наличии в блоке неисправной (бракованной) задвижки. Для нахождения неисправной задвижки любую из них отсоединяют от общего блока и испытания повторяют. Если давление воды в оставшемся блоке задвижек падает, то это означает, что снятая задвижка неисправна. Если давление продолжает падать, то снимают очередную задвижку и операцию повторяют, до тех пор пока не будет выявлена неисправная задвижка.
Для проверки работоспособности рабочего органа (клапана, щек и т.п.) какой-либо задвижки собранной блок задвижек также заполняют водой, прекрывают вентиль 6 и до отказа ввинчивают шпиндель, проверяют задвижки. В этом положении фиксируют показания манометров 7. Затем частично ввинчивают шпиндель другой любой задвижки и фиксируют показания манометров. Если показания манометров 7 будут одинаковы, то это говорит о том, что рабочий (запорный) орган проверяемой задвижки не обеспечивает герметичности и вода переходит по нему из одной части блока задвижек в другую.
Если показания манометров 7 будут не одинаковы, и эти значения сохраняются требуемое время, то это является признаком нормальной работоспособности рабочего (запорного) органа проверяемой задвижки.
Предложенный способ испытания трубопроводной запорной арматуры прост по исполнению, не требует каких-либо специальных стендов, насосных станций, рукавов высокого давления и может быть применен в условиях любой сантехнической мастерской или в полевых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ИСПЫТАНИЯ ЗАПОРНО-РЕГУЛИРУЮЩЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1997 |
|
RU2155946C2 |
| ЗАДВИЖКА | 1998 |
|
RU2147094C1 |
| ЗАДВИЖКА | 1998 |
|
RU2147095C1 |
| САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2155895C2 |
| САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2156393C2 |
| САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2155896C2 |
| ГИДРОПНЕВМАТИЧЕСКАЯ ДВУХНАСОСНАЯ СТАНЦИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ И ОПРЕССОВКИ ПРОТИВОВЫБРОСОВОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2718549C1 |
| ГИДРОПНЕВМАТИЧЕСКАЯ СТАНЦИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ И ОПРЕССОВКИ ПРОТИВОВЫБРОСОВОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2720429C1 |
| Универсальная гидравлическая зажимная установка - стенд для позиционирования и герметизации фланцевой трубопроводной арматуры с настраиваемой системой зажима | 2022 |
|
RU2818609C2 |
| САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2155897C2 |
Изобретение относится к испытательной технике и предназначено для испытания трубопроводной запорной арматуры на герметичность. Способ испытания трубопроводной запорной арматуры, имеющей выдвижной шпиндель рабочего органа, включает в себя герметизацию торцов испытываемой арматуры, заполнение ее полости жидкостью и создание в ней давления. Давление в жидкости создают путем введения ранее выдвинутого шпинделя в полость испытываемой арматуры. Технический результат изобретения - упрощение и уменьшение трудоемкости способа испытания. 1 з.п. ф-лы, 2 ил.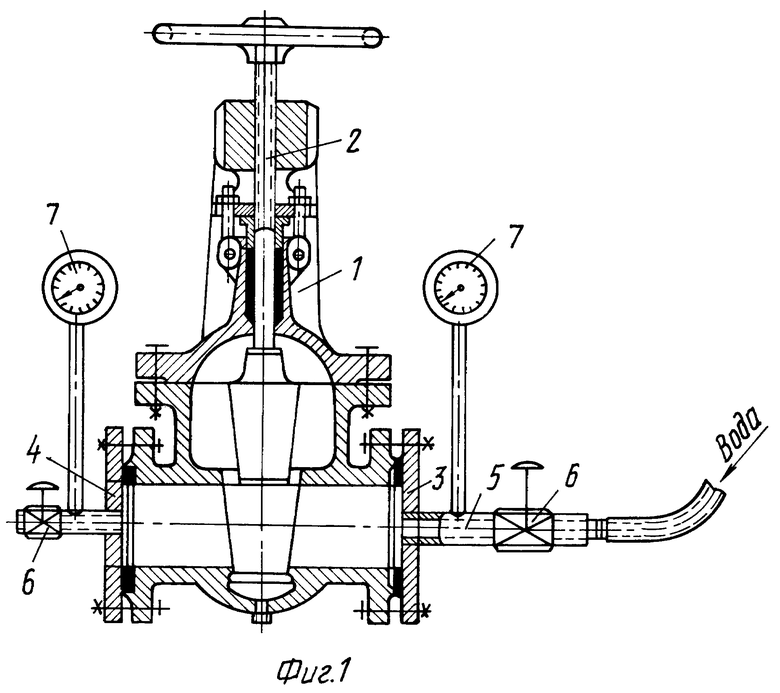
| Универсальная испытательная оснастка "ГАКС-ОИ", выпускаемая НПО "ГАКС-АРМСЕРВИС" | |||
| Москва, ул.Б.Семеновская, 49, предприятие "ГАКС", 1989, RU 2020302 C1, 30.09.1994 | |||
| US 3768305 A, 30.10.1973 | |||
| US 4847599 A, 11.07.1989 | |||
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174887C2 |
| DE 1930528 A, 26.07.1973 | |||
| DE 3409050 A1, 26.09.1985 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |

