Изобретение относится к области обработки металлов давлением, и в частности, к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу одним из концов устанавливают в трубное отверстие, фиксируют ее от возможного осевого перемещения, приваривают торец трубы к лицевой поверхности трубной решетки с последующей развальцовкой трубы путем приложения сжимающего к ее внутренней поверхности усилия, например, механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы образующих пары соединяемых элементов являются свариваемыми.
Известен также способ закрепления труб в трубных решетках, включающий установку концов трубы, прошедшей подготовительные операции, в трубные отверстия двух трубных решеток, каждое из которых выполняют с внутренней и внешней кольцевыми канавками, фиксацию трубы от возможного перемещения относительно трубных решеток и закрепление ее в трубных отверстиях путем развальцовки (см. ОСТ 26-02-1015-85 - прототип).
Недостатками известного способа являются:
отсутствие взаимосвязи геометрии профиля кольцевых канавок с положением стенки трубы при выполнении ее закрепления в трубном отверстии решетки - в результате имеет место весьма неудовлетворительная заполняемость материалом трубы объемов кольцевых канавок трубного отверстия при наличии весьма значительного по величине прикладываемого сжимающего усилия к внутренней поверхности трубы;
формирование служебных характеристик вальцовочного соединения имеет место только на стадии развальцовки соединяемых элементов, так как на стадии привальцовки трубы невозможно заполнение материалом трубы какого-либо объема кольцевой канавки;
фактически отсутствует возможность управления характеристиками плотности вальцовочных соединений.
Служебные характеристики вальцовочного соединения главным образом формируются на площади контакта соединяемых элементов вне площади кольцевых канавок. Достижение же вальцовочными соединениями требуемых значений служебных характеристик в этом случае требует приложения повышенных сжимающих усилий на внутреннюю поверхность трубы. Последние обуславливают коробление трубной решетки, выдавливание материала трубы в осевом направлении из-за имеющего место угла наклона образующей боковой поверхности ролика механической вальцовки к образующей внутренней поверхности трубы, а значит короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал получение требуемых служебных характеристик вальцовочных соединений без приложения повышенных усилий к внутренней поверхности трубы, не вызывал бы коробления трубной решетки и увеличивал бы срок межремонтного пробега теплообменного аппарата.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку концов трубы, прошедшей подготовительные операции, в трубные отверстия двух трубных решеток, каждое из которых выполняют с внутренней и внешней кольцевыми канавками, фиксацию трубы от возможного перемещения относительно трубных решеток и закрепление ее в трубных отверстиях путем развальцовки, согласно изобретению развальцовку осуществляют в две стадии, на первой из которых производят одновременное заполнение материалом трубы объема внутренних кольцевых канавок обеих трубных решеток в условиях растяжения трубы в пространстве между трубными решетками путем приложения усилия к внутренней поверхности трубы, а на второй стадии развальцовки производят нагружение торцев трубы осевым сжимающим усилием и первоначальное заполнение материалом трубы объемов внешних кольцевых канавок трубных отверстий.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения труб с трубными решетками, обладающие требуемыми служебными характеристиками (в том числе коррозионной стойкостью) без приложения повышенных усилий на внутреннюю поверхность трубы, что не вызывает коробления трубной решетки.
Это объясняется тем, что, используя эффект переменной жесткости трубы, создают условия для закрепления трубы в трубном отверстии решетки без значительной концентрации деформации во внутренних слоях трубы. Последнее существенно увеличивает коррозионную стойкость вальцовочного соединения.
Отличительными особенностями здесь являются:
1) выбор технологической операции (раздача трубы) для формирования кольцевых выступов;
2) стадии первой развальцовки концов трубы реализуются в условиях приложения относительно минимального усилия к ее внутренней поверхности;
3) ограничение очага деформации практически расстоянием от лицевой поверхности трубной решетки до наружной кромки внешней кольцевой канавки трубного отверстия;
4) выбор геометрии профиля кольцевых канавок трубного отверстия, учитывающего положение стенки трубы на первой стадии ее развальцовки;
5) осуществление первой стадии развальцовки концов трубы с заполнением объемов кольцевых канавок материалом трубы в условиях ее растяжения в пространстве между трубными решетками. Последнее обуславливает появление остаточного давления на контактных поверхностях трубы с трубными отверстиями.
Применение в сборке труб с предварительно профилированными методом обжима концам, на первой стадии развальцовки последних локализует пластическую деформацию материала трубы, позволяя осуществить заполнение им объемов кольцевых канавок посредством операции раздачи трубы, как ее реакции, от воздействия изгибающего момента. Потребные деформирующие трубу усилия для закрепления трубы в трубном отверстии значительно уменьшаются, что не приводит к короблению трубной решетки. Локальный характер деформирования трубы при ее закреплении в целом устраняет причины, вызывающие повышенную коррозию теплообменной трубы.
Вторая стадия развальцовки соединяемых элементов выполняется в условиях предварительного заполнения объемов внешних кольцевых канавок трубных отверстий и на относительно короткой длине трубы, что вызывает совместную деформацию соединяемых элементов на длине, ограниченной расстоянием от лицевой поверхности трубной решетки до внешней кромки внутренней канавки.
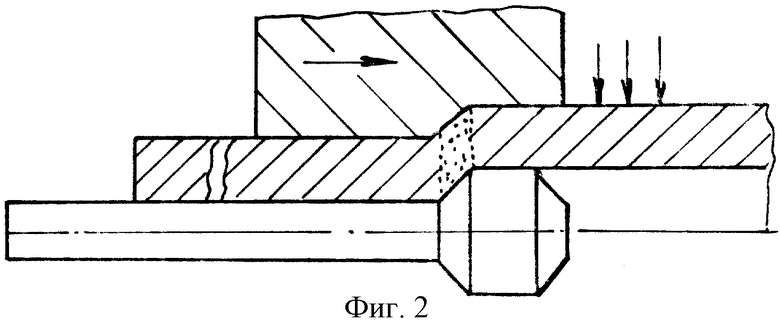
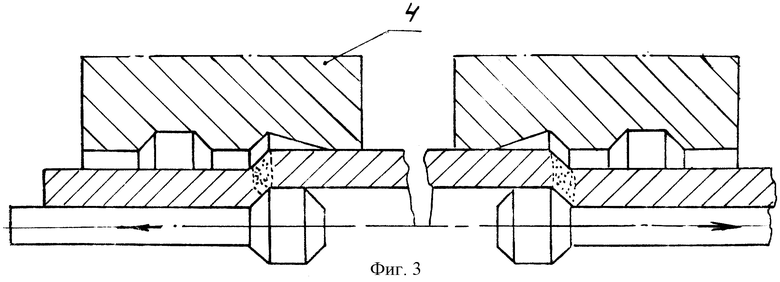
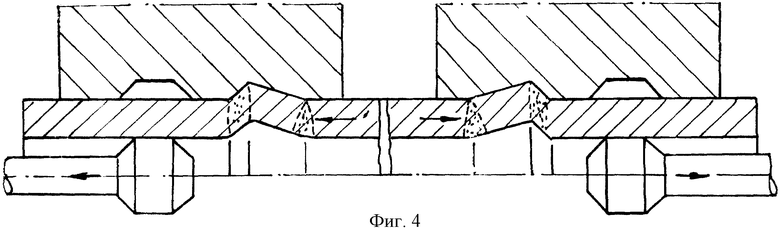
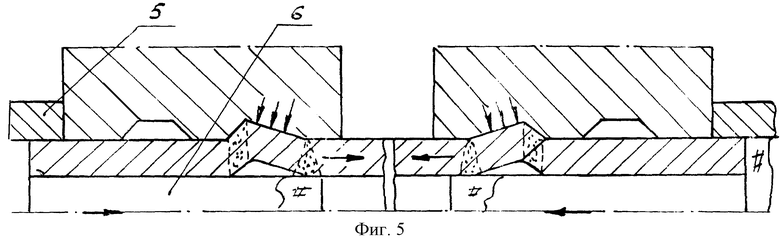
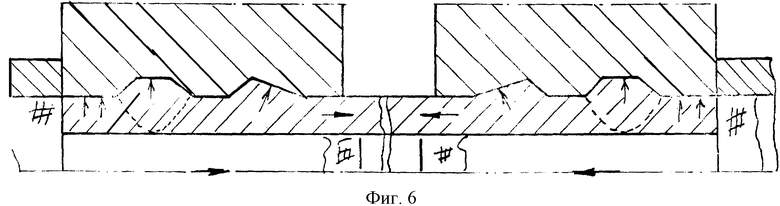
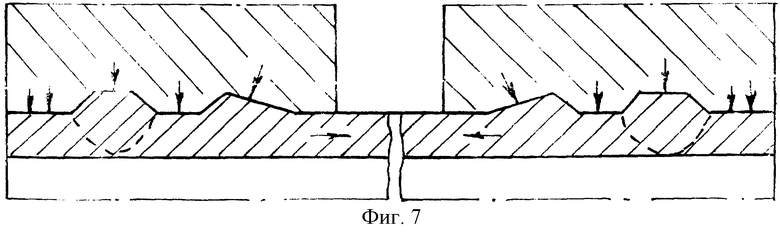
Сущность изобретения поясняется чертежами, где на фиг. 1 показаны теплообменная труба и технологическая оснастка перед выполнением операции обжима ее конца; на фиг. 2 - окончание стадии обжима внешней поверхности конца трубы; на фиг. 3 - теплообменная труба, расположенная в отверстиях трубных решеток, перед выполнением первой стадии развальцовки; на фиг. 4 - реализация первой стадии развальцовки трубы; на фиг. 5 - труба в трубном отверстии перед выполнением второй стадии развальцовки соединяемых элементов; на фиг. 6 - окончание второй стадии развальцовки соединяемых элементов; на фиг. 7 - вальцовочное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины и зачистка внешней поверхности концов до металлического блеска.
Далее трубу (фиг. 1) размещают в горизонтальном положении и фиксируют от возможного перемещения (прикладываемое радиальное давление к внешней поверхности трубы показано пунктиром). В отверстие трубы вводят стержень 2 с утолщением. Со стороны свободного торца трубы соосно ее оси располагают обжимную матрицу 3, имеющую два цилиндрических участка, сопрягаемых коническим переходом.
Прикладывая осевое усилие к матрице (фиг. 2), вызывают ее перемещение в направлении выступающего конца трубы. Следствием этого перемещения являются деформация трубы и приобретение ею геометрических размеров, определяемых профилем матрицы. При этом формирование переходного конического (поперечное сечение отмечено точками) участка трубы от ее исходного диаметра к обжатой части конца производится на длине, не превышающей толщины стенки трубы. Изгиб волокон с их деформацией на сопрягаемых радиусах обжатой и исходной частей трубы вызывает упрочнение обрабатываемого материала.
Затем подобное профилирование внешней поверхности трубы производят на втором ее конце.
Закреплению трубы предшествует стадия размещения профилированного конца с минимальным зазором в отверстие трубной решетки 4, имеющее две кольцевые канавки: внешнюю - с трапециевидным и внутреннюю - с треугольным поперечными сечениями (фиг. 3).
Обязательным условием правильного размещения трубы в трубном отверстии является расположение конических переходов напротив кольцевых канавок трубного отверстия.
Контроль размещения трубы в трубном отверстии достигается замером расстояния от торца трубы до лицевой поверхности трубной решетки.
Прикладывая одновременно осевое усилие к стержням, например, посредством гидроэкстракторов, направленное в сторону от трубных решеток, вызывают перемещение стержней с одновременным деформированием их утолщениями трубы. Первоначально, из-за большей прочности материала трубы в коническом переходе, имеет место растяжение последней в пространстве между трубными решетками. Впоследствии (фиг. 4) возрастающее осевое усилие приводит к раздаче трубы по местоположению внутренних кольцевых канавок и размещению конических переходов с упрочненным материалом трубы в объемах внутренних кольцевых канавок. При этом формируются кольцевые плотности по внутренним кромкам кольцевых канавок трубных отверстий, чему способствует растяжение материала трубы (зона растяжения отмечена точками на площади, ограниченной центральным углом и дугой, образуемой при растяжении внутренних поверхностных слоев трубы).
Стадия первой развальцовки трубы завершается выводом стержней с утолщениями из ее отверстия и фиксирование трубой трубных решеток упругой разгрузкой ее материала (фиг. 5). В результате такого фиксирования на части поверхности внутренней канавки трубного отверстия появляется остаточное сжимающее давление (показано стрелками), что направлено на улучшение характеристик плотности вальцовочного соединения.
Перегиб образующей трубы уже на этой стадии привальцовки трубы в трубном отверстии обеспечивает гарантированные характеристики плотности вальцовочного соединения.
Второй стадии развальцовки соединяемых элементов предшествуют установка на выступающих концах трубы втулок 5 из закаленной стали и размещение в отверстии трубы (с обеих ее концов) ступенчатых пуансонов 6 (фиг. 6).
Воздействуя на торцы ступенчатых пуансонов осевым усилием, производят первоначально выдавливание материала трубы в объемы внешних кольцевых канавок (поверхности сдвига показаны в сечении трубы пунктирными линиями). Совместная деформация соединяемых элементов реализуется на достаточно коротком отрезке длины трубы (в пределах от торца до наружной кромки внешней кольцевой канавки), что не вызывает коробления трубной решетки.
Снятие деформирующего соединяемые элементы усилия обуславливает их совместную упругую разгрузку (фиг. 7), что предопределяет получение вальцовочным соединением заданных характеристик прочности, плотности и коррозионной стойкости.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали 16 ГС. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке посредством обжима до диаметра, равного 24,0 мм. Общая длина профилированных участков конца трубы составляла 23 мм. Профилирование концов трубы выполняли на горизонтальном гидравлическом прессе двойного действия при усилиях не более 0,4 МН.
Трубные отверстия изготавливались с диаметрами, равными 25,05 мм. Кольцевые канавки треугольного поперечного сечения трубных отверстий имели основание - 5 мм, глубину - 0,3 мм; кольцевые канавки трапециевидного поперечного сечения имели следующие размеры: большое основание - 4,0 мм, меньшее основание - 2,0 мм; глубину - 0,5 мм. Межканавочное расстояние составляло 7,0 мм.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 7-му квалитету.
Закрепление труб в трубных решетках производилось с использованием гидравлических экстракторов фирмы "Индреско" (США).
Установлено, что образование кольцевых выступов на стадии привальцовки трубы в сочетании с остаточным давлением на контактной поверхности соединяемых элементов при растяжении трубы в пространстве между трубными решетками и локальной регламентируемой по усилию и площадям развальцовкой соединяемых элементов обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений, значительно увеличивает (по сравнению с традиционной технологией по прототипу) межремонтный пробег трубного пучка при условии возможности неоднократного использования трубных решеток.
Испытаниями на извлечение трубы из трубной решетки подтверждены повышенные (равные прочности исходного сечения трубы на разрыв) прочностные характеристики вальцовочных соединений.
Плотность соединений обеспечивает 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159688C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169631C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2168385C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
Изобретение относится к обработке металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Концы трубы, прошедшей подготовительные операции, устанавливают в трубные отверстия двух трубных решеток, каждое из которых выполняют с внутренней и внешней кольцевыми канавками. Трубы фиксируют от возможного перемещения относительно трубных решеток и закрепляют в трубных отверстиях путем развальцовки. Развальцовку осуществляют в две стадии. На первой стадии производят одновременное заполнение материалом трубы объема внутренних кольцевых канавок обеих трубных решеток в условиях растяжения трубы в пространстве между трубными решетками путем приложения усилия к внутренней поверхности трубы. На второй стадии развальцовки производят нагружение торцов трубы осевым сжимающим усилием и первоначальное заполнение материалом трубы объемов внешних кольцевых канавок трубных отверстий. В результате обеспечивается получение требуемых служебных характеристик вальцовочных соединений без приложения повышенных усилий к внутренней поверхности трубы. 7 ил.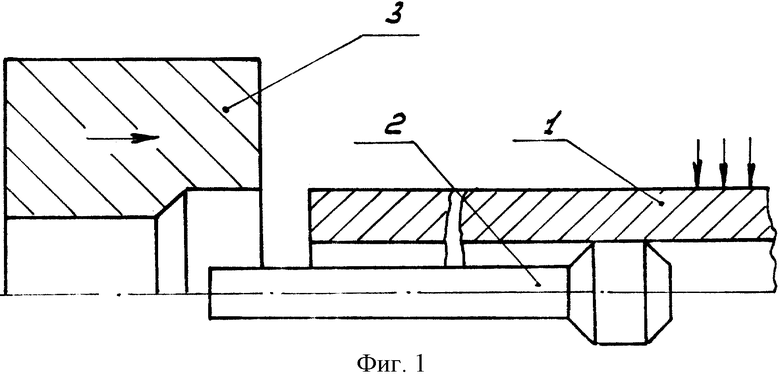
Способ закрепления труб в трубных решетках, включающий установку концов трубы, прошедшей подготовительные операции, в трубные отверстия двух трубных решеток, каждое из которых выполняют с внутренней и внешней кольцевыми канавками, фиксацию трубы от возможного перемещения относительно трубных решеток и закрепление ее в трубных отверстиях путем развальцовки, отличающийся тем, что развальцовку осуществляют в две стадии, на первой из которых производят одновременное заполнение материалом трубы объема внутренних кольцевых канавок обеих трубных решеток в условиях растяжения трубы в пространстве между трубными решетками путем приложения усилия к внутренней поверхности трубы, а на второй стадии развальцовки производят нагружение торцов трубы осевым сжимающим усилием и первоначальное заполнение материалом трубы объемов внешних кольцевых канавок трубных отверстий.
| Отраслевой стандарт | |||
| Крепление труб в трубных решетках, ОСТ 26-02-1015-85 | |||
| - М., 01.01.1987 | |||
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2087231C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| US 4413395, 08.11.1983 | |||
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| УПРАВЛЯЕМЫЙ ИЗБИРАТЕЛЬНЫЙ УСИЛИТЕЛЬ | 2012 |
|
RU2475949C1 |

