Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении нарезных стволов.
Известен способ изготовления стволов, заключающийся в использовании заготовки-круглого проката или поковки с рационально распределенным пропуском по ее длине. Осуществляют предварительную обработку заготовки по наружному диаметру, подрезку торцев заготовки, изготовление центрирующих шеек и контрольных поясков, а также глубокое сверление заготовки. Далее производят термообработку заготовки, растачивание глубокого отверстия, выполнение нарезов в отверстии, изготовление патронника и окончательную обработку наружной поверхности ствола (см. книгу Троицкого Н.Д. "Глубокое сверление", Л., Машиностроение", 1971 г., с. 140 - 144).
При таком способе длина исходной заготовки больше длины ствола с учетом подрезки его торцев и отделения темплетов под образцы-свидетели. Поэтому объемы предварительной и окончательной обработки значительны, а коэффициент использования материала (КИМ - отношение массы готовой детали к массе исходной заготовки) мал и составляет не более 30%.
Известен способ изготовления ствола (см. ОСТ В3-6011-85), принятый за прототип. Способ включает изготовление исходной заготовки (круглого проката) и ее термообработку. Далее заготовка подвергается предварительной механической обработке, а именно подрезают и центрируют торцы, сверлят глубокое отверстие, обтачивают по наружной поверхности с получением на ее концах заходной части цилиндро-конической формы и подводковой части, состоящей из большего и малого цилиндра. В итоге получают заготовку-трубу под радиальное обжатие. Затем радиальным обжатием из заготовки-трубы получают полуфабрикат ствола, который подвергают окончательной механической обработке, в том числе удаляют в отходы металла поводковую и заходную части.
Преимущество прототипа перед аналогом следующее. Вследствие меньшей длины исходной заготовки по сравнению с длиной ствола (порядка на 20 - 25%) уменьшается объем предварительной механической обработки для получения заготовки-трубы и возрастает КИМ до 50% благодаря более рациональному распределению металла в процессе радиального обжатия по длине полуфабриката и получению некоторых окончательно обработанных этим обжатием участков наружной и внутренней поверхностей ствола.
Недостатком прототипа является следующее. Нерационально используется материал поводковой части, которую после радиального обжатия удаляют в отходы, как и ее заходную часть. Например, при исходной заготовке - круглом прокате ⊘ 56-60 мм - удаляют поводковую часть длиной порядка 30 мм, что составляет по массе 0,57 - 0,66 кг. Удаление поводковой части связано с тем, что отсутствует связь ее диаметральных размеров с диаметральными размерами казенной части ствола. Так, например, диаметр малого цилиндра поводковой части значительно меньше максимального диаметра казенной части ствола (например, их размеры соответственно ⊘ 38 мм и ⊘ 51 мм для ствола изделия 56-П-562Т). Кроме того, имеет место еще больший перепад в диаметрах малого и большого цилиндров поводковой части заготовки-трубы (их размеры ⊘ 38 мм ⊘ 53 мм для указанного изделия) несмотря на то, что отпечатки от наклонных внутренних зубцов поводкового центра радиально обжимной машины (РОМы) имеют длину 2,5 - 3,5 мм на торцевой и наружной поверхностях большого цилиндра, при этом на длину отпечатков не влияет состояние поверхности большого цилиндра, т.е. обработана наружная поверхность механическим путем или не обработана вовсе, как у круглого проката. Малый и большой цилиндры поводковой части заготовки-трубы получают токарной обработкой исходной заготовки - круглого проката, на что затрачивается часть суммарного времени изготовления ствола. Кроме того, на отделение этой поводковой части от полуфабриката также расходуется время. Часть суммарного времени тратится и при глубоком сверлении отверстия в поводковой части, которую потом все равно удаляют в отходы.
Задачей настоящего изобретения является снижение трудоемкости и материалоемкости изготовления стволов.
Технический результат, получаемый при осуществлении изобретения, заключается в уменьшении объема механической обработки стволов.
Указанный технический результат достигается тем, что в способе изготовления ствола, включающем изготовление исходной заготовки, ее термообработку и предварительную механическую обработку с получением заготовки-трубы, имеющей на концах заходную часть и поводковую часть в виде большого и малого цилиндров, изготовление радиальным обжатием полуфабриката и его окончательную механическую обработку с удалением заходной части, новым является то, что при предварительной механической обработке у поводковой части малый цилиндр выполняют в диаметральный размер, равный или больший окончательного наружного диаметрального размера казенной части ствола, а у большого цилиндра сохраняют диаметральный размер исходной заготовки.
Сопоставительный анализ показывает, что предлагаемое техническое решение отличается от прототипа тем, что после радиального обжатия заготовки-трубы у полученного полуфабриката удаляют только заходную часть, а поводковую часть не удаляют, а используют в качестве казенной части готового ствола благодаря тому, что малый цилиндр поводковой части при предварительной механической обработке исходной заготовки выполняют в окончательный наружный диаметральный размер казенной части ствола, наружную поверхность большого цилиндра оставляют необработанной и, следовательно, большой цилиндр сохраняет диаметральный размер заготовки - круглого проката. Указанные отличительные признаки позволяют уменьшить объем предварительной механической обработки для получения заготовки-трубы под радиальное обжатие и окончательной механической обработки образованного этим обжатием полуфабриката, а также использовать исходную заготовку-прокат меньшей длины, что в итоге приводит к снижению трудоемкости и материалоемкости изготовления стволов.
На основании вышеизложенного можно сделать вывод о том, что предлагаемое техническое решение обладает новизной и изобретательским уровнем.
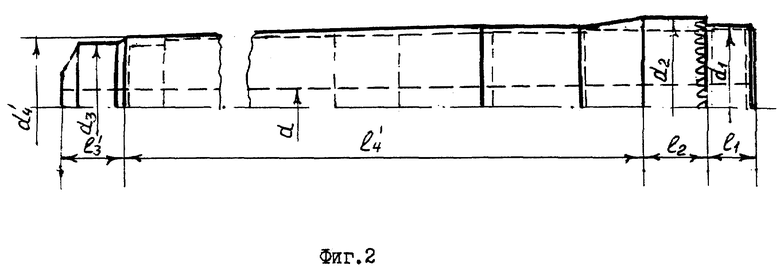
Предлагаемый способ поясняется чертежом, где на фиг. 1 изображен пример трубы-заготовки под радиальное обжатие с базовыми поверхностями для фиксации на радиально-обжимной машине, а именно с заходной и поводковой частями, причем наружная поверхность заготовки - прямолинейная образующая; на фиг. 2 приведен пример полуфабриката, изготовленного на радиально обжимной машине, в который штриховыми линиями вписан готовый ствол.
Способ реализуется следующим образом.
На металлургическом предприятии изготавливают и термообрабытывают исходную заготовку - круглый прокат. Затем на заводе изготовителе стволов этот прокат разрезают на заготовки длиной меньше длины заготовки ствола. Далее эту заготовку подвергают предварительной механической обработке, а именно подрезают один из торцев заготовки, центрируют и сверлят в ней сквозное осевое отверстие диаметром d0 (см. фиг. 1), который больше калибра ствола. Затем заготовку-трубу обрабатывают в центрах токарного станка, получая поводковую часть, состоящую из малого и большого цилиндра, причем обработке подвергают только участок l1 малого цилиндра с диаметром d1, который равен или больше диаметра казенной части ствола, а участок l2 не обрабатывается и его диаметр d2 соответствует диаметру исходной заготовки. Длина l2 этого участка выбирается исходя из исключения взаимодействия в конце радиального обжатия бойков с поводковым центром радиально обжимной машины, в котором расположена поводковая часть заготовки-трубы. После этого на станке с ЧПУ получают заходную часть заготовки общей длиной l3, имеющую коническо-цилиндрическую поверхность с диаметром d3 и d4 и коническую поверхность l4 с диаметром d2 и d4. Таким образом, при предварительной механической обработке исходной заготовки получили заготовку-трубу с заходной и поводковой частями общей длиной l3 + l4 + l2 + l1.
Далее заготовку-трубу подвергают операции радиального обжатия на радиально обжимной машине, в результате чего получают полуфабрикат ствола (см. фиг. 2) общей длиной l'3 + l'4 + l2 + l1, с отверстием диаметром d и диаметром на заходной части d3 и d'4, а на поводковой части - d1 и d2.
У полученного полуфабриката удаляют только заходную часть длиной ≈ l'3, в то время как поводковая часть будет использована для получения казенной части ствола.
После этого осуществляют окончательную механическую обработку всех наружных поверхностей с образованием в казенной части ствола патронника.
Пример реализации предлагаемого способа.
Исходную заготовку-прокат диаметром 56 мм разрезают на заготовки длиной 950 мм. Заготовку подвергают предварительной механической обработке, а именно подрезают один из торцев заготовки, центрируют и сверлят в ней сквозное осевое отверстие диаметром d0 = 15,6 мм (см. фиг. 1). Затем заготовку-трубу обрабатывают в центрах токарного станка, получая поводковую часть, состоящую из малого цилиндра длиной l1 = 12 мм и диаметром d1 = 51 мм (для других изделий, например, 6П6М калибра 7,62 мм диаметр d1 может быть больше окончательного размера казенной части ствола, т.е. с учетом припуска под окончательную механическую обработку) и большого цилиндра длиной l2 = 65 мм и диаметром d2 = 56 мм, равного диаметру исходной заготовки.
После этого на станке с ЧПУ получают заходную часть заготовки общей длиной l3 = 25 мм, имеющую коническо-цилиндрическую поверхность с диаметрами d3 = 32 мм, d4 = 45 мм и коническую поверхность длиной l4 = 830 мм с диаметрами d2 и d4.
Таким образом после предварительной механической обработки получают заготовку-трубу с заходной и поводковой частями общей длиной l3 + l4 + l2 + l1 = 30 + 830 + 70 + 12 = 942 мм (см. фиг. 1).
Далее заготовку-трубу подвергают операции радиального обжатия на радиально обжатой машине, получая полуфабрикат ствола (см. фиг. 2) общей длиной l'3 + l'4 + l2 + l1 = 11 + 1220 + 70 + 12 = 1313 мм с отверстием диаметром d = 14,5 мм и диаметрами на заходной части d3 = 32 мм, d'4 = 30 мм, а на поводковой части d1 = 51 мм, d2 = 56 мм.
Затем у полученного полуфабриката удаляют только заходную часть длиной l'3 = 11 мм, в то время как поводковая часть будет использована для получения казенной части ствола.
После этого осуществляют окончательную механическую обработку всех поверхностей (см. фиг. 2 штрих-пунктирной линией).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2012 |
|
RU2492018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2493932C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2007 |
|
RU2352429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2007 |
|
RU2354488C2 |
| ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ | 2012 |
|
RU2514246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2014 |
|
RU2572113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2010 |
|
RU2433881C1 |
| ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ | 2013 |
|
RU2542223C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2013 |
|
RU2539548C2 |
Использование: изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении нарезных стволов. Способ включает изготовление исходной заготовки, ее термообработку и предварительную механическую обработку с получением заготовки-трубы, имеющей на концах заходную часть и поводковую часть в виде большого и малого цилиндров, изготовление радиальным обжатием полуфабриката и его окончательную механическую обработку с удалением заходной части. При предварительной механической обработке у поводковой части малый цилиндр выполняют в диаметральный размер, равный или больший окончательного наружного диаметрального размера казенной части ствола, а у большого цилиндра сохраняют диаметральный размер исходной заготовки. Таким образом, поводковую часть после радиального обжатия не удаляют, а используют в качестве казенной части готового ствола. Техническим результатом является уменьшение объема механической обработки ствола. 2 ил.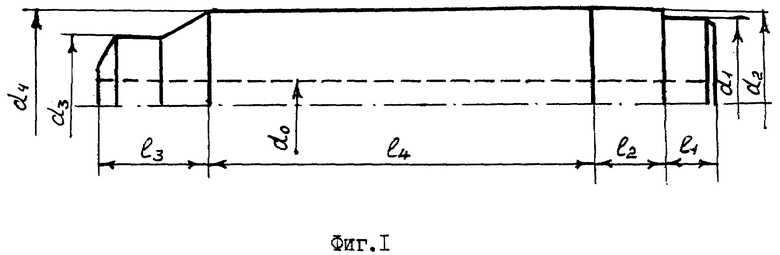
Способ изготовления ствола, включающий изготовление исходной заготовки, ее термообработку и предварительную механическую обработку с получением заготовки-трубы, имеющей на концах заходную часть и поводковую часть в виде большого и малого цилиндров, изготовление радиальным обжатием полуфабриката и его окончательную механическую обработку с удалением заходной части, отличающийся тем, что при предварительной механической обработке у поводковой части малый цилиндр выполняют в диаметральный размер, равный или больший окончательного наружного диаметрального размера казенной части ствола, а у большого цилиндра сохраняют диаметральный размер исходной заготовки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ТРОИЦКИЙ Н.Д | |||
| Глубокое сверление | |||
| - Л.: Машиностроение, 1971, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |

