Изобретение относится к обработке металлов давлением и может быть использовано для изготовления стволов со ступенчатой наружной поверхностью.
Известен способ изготовления стволов со ступенчатой наружной поверхностью, включающий изготовление исходной заготовки, термообработку заготовки на заданный уровень прочности ствола, изготовление резанием трубной заготовки с заходной, деформируемой и поводковой частями, радиальное обжатие на радиально-обжимной машине поковки с припусками и напусками на наружной поверхности под окончательную обработку резанием (см. ОСТ В3-6011-85).
Недостатком аналога является то, что технология изготовления ствола согласно данному способу является материалоемкой, трудоемкой и энергоемкой, так как вся наружная поверхность обрабатывается резанием.
Известен способ изготовления стволов со ступенчатой наружной поверхностью (см. патент RU №2018388, B21D 22/00, 13.08.94 г.), принятый за прототип. Способ включает изготовление трубной заготовки под радиальное обжатие с заходной, деформируемой и поводковой частями, радиальное обжатие на радиально-обжимной машине полуфабриката (поковки ствола) с формированием нарезного канала и наружной поверхности с криволинейной образующей, при этом часть наружной поверхности изготавливают в окончательные размеры, и обработку резанием.
Недостатки прототипа заключаются в следующем: изобретение не содержит решения качественного изготовления стволов с точными размерами канала, у которых криволинейная образующая наружной поверхности имеет участки с внутренними углами. Например, сопряжение участка образующей со стороны дульной части, параллельного оси, с наклонным относительно оси участком со стороны казенной части или сопряжение двух наклонных участков с более пологим углом наклона участка со стороны дульной части. При изготовлении поковки ствола на радиально-обжимной машине (РОМ) типа SHK-17 управление бойками осуществляется по копиру, при этом из-за особенностей РОМ угол наклона плоскости копира, соответствующий коническому участку поковки примерно в четыре раза больше угла наклона образующей конического участка поковки. Ролик следящей системы РОМ, не доходя до пересечения участков копира, формирующих внутренний угол поковки, начинает взаимодействовать с наклонной плоскостью копира, при этом происходит изменение деформации с ухудшением точности диаметров канала ствола. Как правило, допуск на диаметры канала ствола не более 0,05 мм и изменение деформации в зоне сопряжения двух участков, образующих внутренний угол, приводит к образованию дефекта в виде отклонения диаметра от заданного. При этом отклонение тем больше, чем больше диаметр ролика следящей системы РОМ и чем больше угол наклона образующей участка со стороны казенной части.
Изобретением решается задача: уменьшение материальных и трудовых затрат при изготовлении ступенчатых стволов с точными размерами канала.
Технический результат, получаемый при осуществлении предполагаемого изобретения, заключается в обеспечении требуемой точности канала ствола по всей длине в процессе радиального обжатия заготовки с внутренним углом на криволинейной образующей наружной поверхности между участком образующей со стороны дульной части и участком со стороны казенной части ствола.
Указанный технический результат достигается тем, что в способе изготовления ствола со ступенчатой наружной поверхностью, включающем изготовление трубной заготовки под радиальное обжатие, радиальное обжатие поковки ствола с криволинейной образующей наружной поверхности на радиально-обжимной машине с использованием копира и следящей системы с ощупывающим роликом, имеющим возможность прокатывания по упомянутому копиру и окончательную обработку резанием, новым является то, что поковку ствола изготавливают с наружной поверхностью, криволинейная образующая которой имеет два отрезка, один из которых со стороны дульной части расположен под внутренним углом α к другому со стороны казенной части и которые сопряжены между собой радиусом сопряжения согласно соотношению:

где R - радиус сопряжения отрезков криволинейной образующей наружной поверхности поковки в зоне внутреннего угла;
d - диаметр ощупывающего ролика следящей системы РОМ;
α - внутренний угол между отрезком криволинейной образующей наружной поверхности поковки со стороны казенной части и отрезком со стороны дульной части.
При радиальном обжатии поковок стволов с более точными допусками по диаметрам полей и нарезов требуется более плавное изменение деформации, при этом радиус сопряжения увеличивается в 5-10 раз.
Формула получена из условия плавного прокатывания роликом следящей системы РОМ участка копира с внутренним углом, для чего необходимо иметь радиус сопряжения предыдущего и последующего участков копира (Rк), образующих внутренний угол, больший, чем радиус ощупывающего ролика следящей системы РОМ в два и более раз, то есть Рк>d. При этом радиус сопряжения копира определяют по формуле:

Сопряжение двух отрезков образующей наружной поверхности поковки в зоне внутреннего угла радиусом согласно формуле (1) позволяет изготавливать поковку ствола с заданной точностью канала при максимально приближенной наружной поверхности поковки к наружной поверхности ствола.
Технические решения с признаками, отличающими заявляемое техническое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Предлагаемый способ поясняется чертежом, где изображена заготовка под радиальное обжатие на радиально-обжимной машине.
Способ реализуется следующим образом.
Разрабатывают чертеж поковки ствола с нарезным или гладким каналом и криволинейной образующей наружной поверхности максимально приближенной к наружной поверхности ствола (наиболее оптимальный вариант - часть наружной поверхности поковки совпадает с частью наружной поверхности ствола) с отрезками: отрезок 1 со стороны дульной части и отрезок 2 со стороны казенной части, длиной L и диаметрами D1 и D2. Определяют угол наклона отрезка образующей со стороны казенной части относительно отрезка со стороны дульной части, образующих при пересечении внутренний угол α. Из паспортных данных или путем замера определяют диаметр ощупывающего ролика следящей системы РОМ. По формуле (1) рассчитывают минимально необходимый радиус сопряжения отрезков образующей наружной поверхности поковки и округляют до целого значения. По формуле (2) определяют соответствующий радиус сопряжения на копире.
Пример использования.
Требуется изготовить на РОМ SHK-17 поковку ствола с диаметрами канала по полям 13,03+0,03 мм, по нарезам 13,3+0,03 мм с криволинейной образующей наружной поверхности с диаметром цилиндрического участка со стороны дульной части D1=33 мм, с диаметром цилиндрического участка со стороны казенной части D2=46 мм, соединенных конусом длиной L=584 мм. Исходя из размеров поковки вычисляют угол наклона образующей конического участка относительно цилиндрического участка, который равен α=0,638. Диаметр ролика следящей системы РОМ d=40 мм. По формуле (1) определяют минимально необходимый радиус сопряжения отрезков образующей наружной поверхности поковки:
R=2·40·tg (2·0,638) /tg (0,5·0,638)=320 мм. Учитывая, что допуски на диаметры канала поковки малы, радиус сопряжения увеличивают в пять раз, до R=1600 мм. По формуле (2) определяют радиус сопряжения соответствующего участка копира R=200 мм. Сопряжение участков поковки со стороны дульной части и со стороны казенной части в зоне внутреннего угла радиусом R=1600 мм обеспечивает плавное изменение деформации с получением заданной точности канала.
После радиального обжатия поковку обрабатывают резанием в окончательные размеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТУПЕНЧАТОГО СТВОЛА | 1991 |
|
RU2018388C1 |
| Способ изготовления ствола | 2017 |
|
RU2676936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2007 |
|
RU2352429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2012 |
|
RU2497626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2015 |
|
RU2591824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2007 |
|
RU2352430C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2586726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2013 |
|
RU2539548C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2017 |
|
RU2652924C1 |
Изобретение относится к обработке металлов давлением. Способ включает изготовление трубной заготовки, радиальное обжатие поковки ствола с криволинейной образующей наружной поверхности. Обжатие на радиально-обжимной машине осуществляют с использованием копира и следящей системы с ощупывающим роликом, имеющим возможность прокатывания по упомянутому копиру. Поковку ствола изготавливают с наружной поверхностью, криволинейная образующая которой имеет два отрезка. Один отрезок со стороны дульной части расположен под внутренним углом α к другому со стороны казенной части. Упомянутые отрезки сопряжены между собой радиусом сопряжения, исходя из соотношения. Проводят окончательную обработку резанием. В результате обеспечивается повышение точности канала ствола по всей длине. 1 ил.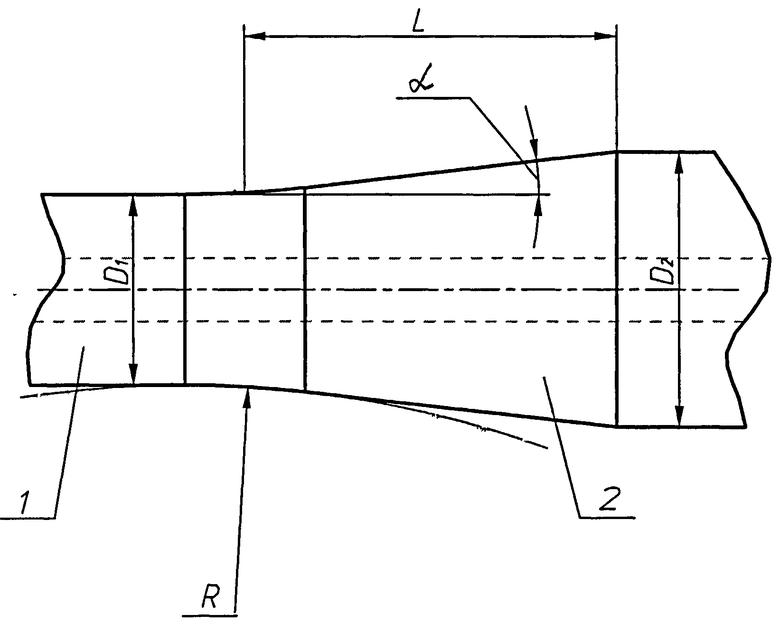
Способ изготовления ствола со ступенчатой наружной поверхностью, включающий изготовление трубной заготовки под радиальное обжатие, изготовление поковки ствола с криволинейной образующей наружной поверхности радиальным обжатием на радиально-обжимной машине с использованием копира и следящей системы с ощупывающим роликом, имеющим возможность прокатывания по упомянутому копиру, и окончательную обработку резанием, отличающийся тем, что поковку ствола изготавливают с наружной поверхностью, криволинейная образующая которой имеет два отрезка, один из которых, размещенный со стороны дульной части ствола, расположен под внутренним углом α к другому, размещенному со стороны казенной части ствола, причем упомянутые отрезки сопряжены между собой радиусом сопряжения R, который определяют из следующего соотношения:
R>2·d·tg(2·α)/tg(0,5·α), где
d - диаметр ощупывающего ролика следящей системы радиально-обжимной машины,
α - внутренний угол между двумя отрезками криволинейной образующей наружной поверхности поковки.
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТУПЕНЧАТОГО СТВОЛА | 1991 |
|
RU2018388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2007 |
|
RU2352429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 1999 |
|
RU2156670C1 |
| US 3780465 A1, 25.12.1973. | |||

