Изобретение относится к химическим источникам тока и может получить применение при изготовлении первичных источников тока с анодом из активного щелочного металла и жидким катодным реагентом.
Известен способ изготовления инертного катода для химического источника тока с жидким активным катодным веществом, в котором основой катода является пористая графитовая ткань, а в качестве токоотвода используют тонкую металлическую фольгу, прикрепляемую к ткани металлическим прижимом (А.С. N 1005218, БИ, N 10, 1983 г.).
Недостатки известного способа заключаются в сравнительно низких удельных характеристиках и, в частности, низкой разрядной емкости. В значительной мере это определяется пониженной электропроводностью катода из графитовой ткани и недостаточной механической устойчивостью (нарушение компактности, осыпание волокон), что затрудняет его использование при изготовлении рулонных катодов.
Известен способ изготовления катода для химического источника тока путем нанесения на внутреннюю его поверхность, содержащую оксиды металлов, пористой пленки в виде графитизированной ткани, которая служит в качестве токовывода (Пат. N 1588409 Великобритания, МКИ5 H 01 M 4/07).
Недостатками известного способа являются значительные омические потери в тонкой прослойке графитовой ткани, низкая механическая прочность катода и отсутствие надежного контакта металлической основы катода с токовыводом. Эти недостатки отрицательно сказываются на удельные и эксплуатационные характеристики соответствующего источника тока.
Задача изобретения заключается в улучшении характеристик инертного катода из графитовой ткани для ХИТ с жидким катодным активным веществом путем повышения его электропроводности и механической устойчивости.
Эта задача решается тем, что в известном способе изготовления катода химического источника тока с жидким активным катодным веществом, включающем изготовление катода из графитовой ткани, согласно изобретению на один из длинных и коротких торцевых участков прямоугольной тканевой заготовки предварительно перед сборкой наносят слой электролитического никеля шириной от длинной торцевой кромки 1,5-2,0, а от короткой - 2,0-2,5 мм и толщиной 10-15 и 20-25 мкм соответственно таким образом, чтобы слои соединялись в угловом стыке, причем к короткому торцевому участку одновременно приращивают никелевым осадком металлический токовывод.
Положительный эффект в данном случае достигается за счет повышения механической устойчивости катода и значительного снижения в нем омических потерь благодаря обеспечению надежного контакта в месте соединения графитовой ткани с металлическим токовыводом и увеличению общей электропроводности катода.
Способ осуществляют по следующей технологической схеме применительно к ХИТ рулонного типа (основные операции):
1. Вырезка заготовки.
2. Монтаж на приспособление для нанесения никелевого покрытия на длинный торец заготовки.
3. Обезжиривание покрываемого участка в органическом растворителе (этиловый спирт, ацетон).
4. Активация в растворе соляной кислоты.
5. Нанесение никелевого покрытия из электролита, г/л:
никеля сульфат - 210 - 230
никеля хлорид - 12 - 15
натрия сульфат - 80 - 100
борная кислота - 30 - 35
при pH - 3,2 - 3,5
плотности тока, А/дм2 - 3,0 - 3,5
температуре, oC - 55 - 65
и времени, мин - 30 - 40
6. Промывка в проточной горячей воде и выдержка в дистиллированной воде 1 - 1,5 ч.
7. Перемонтаж заготовки для покрытия бокового (короткого) торца с одновременным закреплением к нему токовывода в виде тонкой полоски никелевой фольги.
8. Повторение операций 3, 4, 5, 6.
Время нанесения покрытия (операция 5) - 55-75 мин.
9. Демонтаж заготовки.
10. Сушка при температуре 90 - 110oC.
11. Обработка в химически чистом ацетоне.
12. Сушка при температуре 60oC.
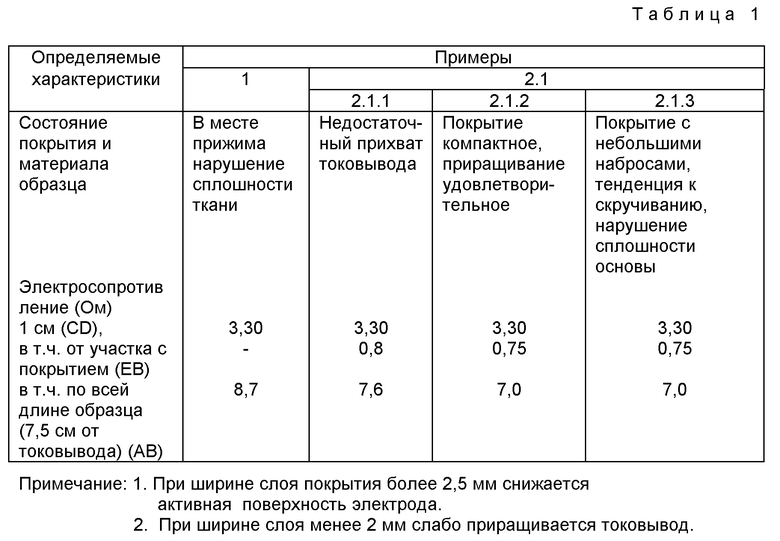
Примеры конкретного применения:
1. По прототипу с получением катода из графитовой ткани и закреплением токовывода из никелевой фольги к короткому торцу заготовки прижимом.
2. По предлагаемому способу:
2.1. - с нанесением слоя никеля на торцевой участок заготовки короткой стороны шириной от торцевой кромки 2-2,5 мм и одновременным приращиванием токовывода из никелевой фольги толщиной слоя, мм:
2.1.1. - 15-20; 2.1.2. - 20-25; 2.1.3. - 25-30.
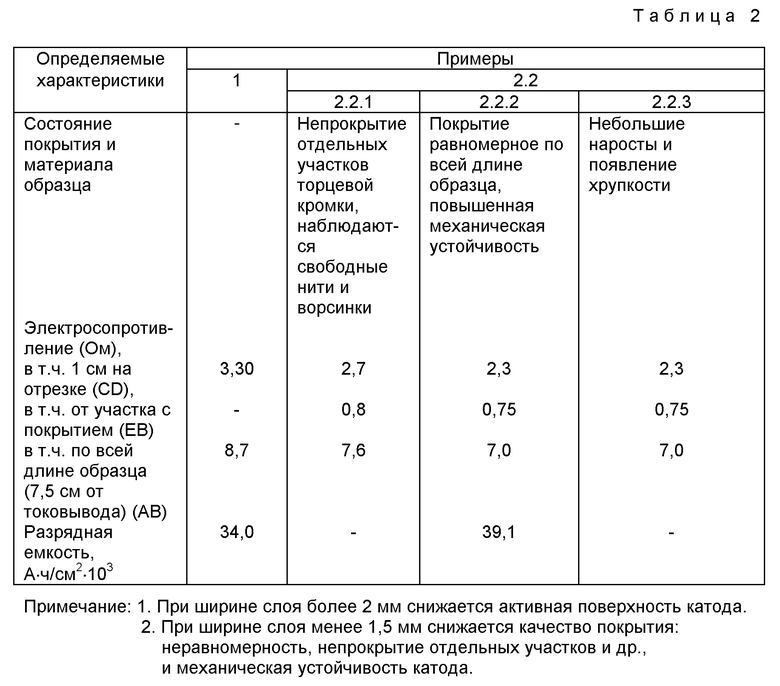
2.2. - с нанесением никелевого слоя на торцевой участок длинной стороны заготовки шириной (от торцевой кромки) 1,5 - 2 мм и толщиной, мкм:
2.2.1. - 7-10; 2.2.2. - 10-15; 2.2.3. - 15-20.
Испытания проводились в лабораторных и полупромышленных условиях с использованием опытной лабораторной модели и литиевого элемента типоразмера диаметром 16х20 мм. Образцами служили вырезки ткани размером 20х20х0,45 мм и 75х15х0,45 мм. Покрытия никелем наносились по приведенной выше технологической схеме при средних значениях концентрацией компонентов электролита и параметров электролиза в термостатированной ванне из винипласта емкостью 2,5 дм2. Образцы графитовой ткани монтировались в специальное приспособление - струбцину из плексигласа таким образом, чтобы открытым оставался только покрываемый торцевой участок. Толщина покрытия определялась по технологическому времени. Сравнительная оценка качества испытываемых образцов, полученных согласно указанным примерам, осуществлялась:
- визуальным контролем внешнего вида покрытия и состояния материала образца (механическая устойчивость, отсутствие выступающих по торцевым кромкам нитей, ворсинок и др.);
- измерением электропроводности (в Ом) на отрезке длиной 1 см ткани, в т. ч. и от торцевых участков с никелевым покрытием, и по всей длине образца (по осевой линии) с помощью прибора Ц 315;
- определением величины разрядной емкости в А•ч/см2•103 элементов с литиевым анодом и соответствующими опытными катодами (только оптимальные варианты) в электролите, содержащем 1 M LiClO4 и 12% SO2 в смешанном безводном растворителе (ацетонитрил и диметилсульфоксид в соотношении 3:1), при разрядной плотности тока 2 мА/см2.
Методика испытаний, касающаяся измерений электропроводности катода, поясняется дополнительно чертежом.
На чертеже представлена заготовка из графитовой ткани (а), а также варианты катодов, изготовленных по прототипу (б) и по предлагаемому способу (в, г, примеры 2.1. и 2.2).
В прототипе (б) короткий торец катодной заготовки прихвачен металлическим зажимом (1), к которому приварен токовывод (2) из никеля.
В предлагаемом способе токовывод (2) закреплен на коротком торце катодной заготовки слоем электролитического никеля (1) (в), который соединяется на угловом стыке с соосажденным по длинному торцевому участку никелевым слоем (3) (г).
Измерение электропроводности во всех вариантах проводилось соответственно между точками AB, CD и EB.
Результаты испытаний свидетельствуют о том, что предлагаемый способ обеспечивает значительное повышение рабочих характеристик катодов для литиевых ХИТ, изготовляемых из графитовых тканей, в т.ч. и с пироуглеродным покрытием (примеры 2.1.2 и 2.2.2), благодаря резкому повышению их электропроводности и механической устойчивости за счет покрытия торцевых участков электролитическим никелем.
По сравнению с прототипом разрядная емкость ХИТ с соответствующими катодами возрастает на 10-15% при одинаковых параметрах разряда. Это достигается благодаря снижению омических потерь в элементе и увеличению активности катода. Наряду с этим, закрепление токовывода слоем никеля и значительное повышение механической стойкости катода способствует увеличению технологичности и упрощению сборки ХИТ.
Снижения характеристик катода в процессе работы ХИТ за счет возможного стирания пироуглеродного наполнителя графитовой ткани при ее обработке по данному способу в опытах не обнаружено.
Предлагаемый способ прост в осуществлении, технологичен и не требует существенных издержек производства. Реализация способа возможна в условиях действующих гальванических производств и лабораторных участков. Процесс поддается механизации, а также автоматизации контроля и регулирования технологических параметров. Способ может быть распространен на все случаи изготовления катодов для литиевых ХИТ на основе угле- и графитовых тканей. Экономический эффект от его реализации в промышленности достигается за счет повышения работоспособности соответствующих ХИТ и упрощения процесса их сборки.
Способ прошел стадию лабораторных и полупромышленных испытаний с положительными результатами и намечен к внедрению в производство в IV кв. 1996 г. - II кв. 1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ ЛИТИЕВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1996 |
|
RU2157025C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНЕРТНОГО КАТОДА ДЛЯ ЛИТИЕВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1996 |
|
RU2157024C2 |
| ЛИТИЕВЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 2007 |
|
RU2339124C1 |
| Способ изготовления электродов химического источника тока | 2018 |
|
RU2696479C1 |
| ЭЛЕКТРОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 2015 |
|
RU2660448C2 |
| ЛИТИЕВЫЙ ИСТОЧНИК ТОКА | 1996 |
|
RU2105391C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 2016 |
|
RU2628567C1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| АМПУЛЬНЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА И СПОСОБ ЕГО СБОРКИ | 2016 |
|
RU2653860C1 |
Использование: первичные источники тока с анодом из щелочного материала и жидким катодным реагентом. Сущность изобретения: способ изготовления катода для источника тока рулонного типа с анодом из щелочного металла и жидким активным катодным реагентом включает изготовление катода из графитовой ткани и нанесение на один из длинных и коротких торцевых участков тканевой заготовки слоя электролитического никеля шириной от длинной торцевой кромки 1,5-2,0 мм и от короткой 2,0-2,5 мм и толщиной соответственно 10-15 и 20 - 25 мкм. Слои наносят так, чтобы они соединялись в угловом стыке, причем к короткому торцевому участку одновременно приращивают никелевым осадком металлический токоотвод. Технический результат - улучшение эксплуатационных характеристик. 1 ил., 2 табл.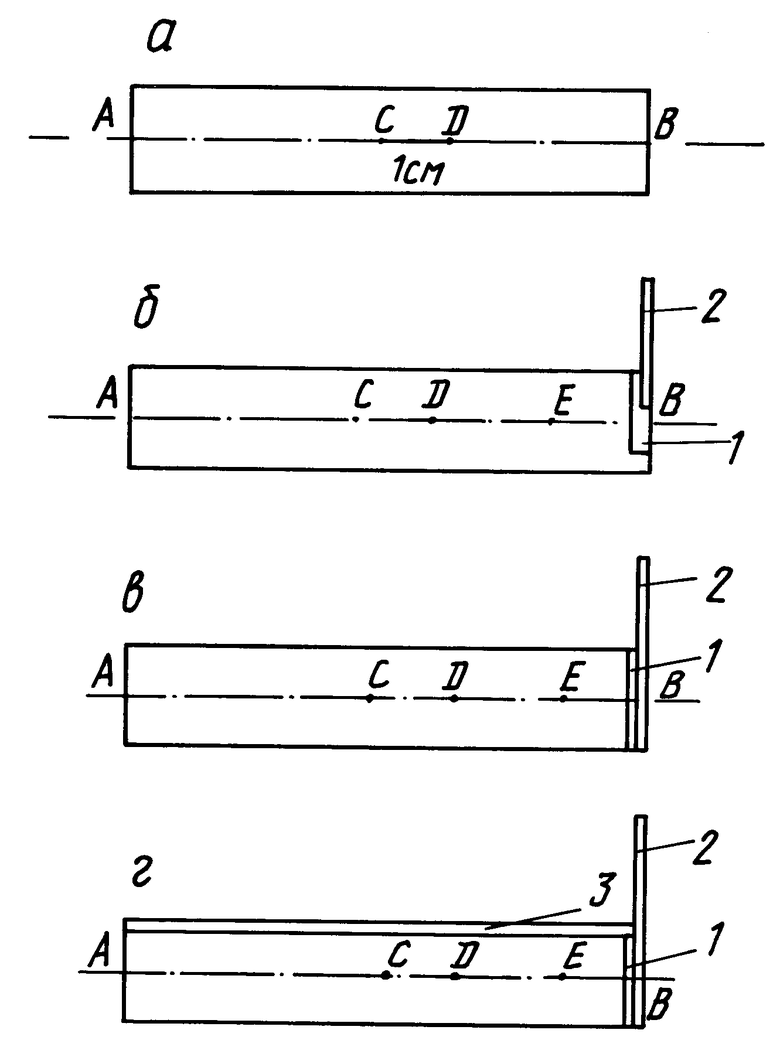
Способ изготовления катода химического источника тока рулонного типа с анодом из щелочного металла и жидким активным катодным реагентом, например, Li/SO2 или Li/SOCl2, включающий изготовление катода из графитовой ткани, отличающийся тем, что на одном из длинных и коротких торцевых участков прямоугольной тканевой заготовки наносят слой электролитического никеля шириной от длинной торцевой кромки 1,5 - 2,0 мм, а от короткой - 2,0 - 2,5 и толщиной соответственно 10 - 15 и 20 - 25 мкм таким образом, чтобы слои соединялись в угловом стыке, причем к короткому торцевому участку одновременно приращивают никелевым осадком металлический токовывод.
| SU, авторское свидетельство 1005218, H 01 M 4/96, 1983 | |||
| GB, патент, 1588409, H 01 M 4/08, 1981. |
