Изобретение относится к химическим источникам тока и может получить применение при изготовлении катодов для химических источников тока с анодом из активного щелочного металла и жидким катодным веществом, например Li/SO2 и Li/SOCl2.
Известен способ изготовления катода для литиевых химических источников тока с жидким катодным реагентом, который заключается в том, что на электропроводную подложку в виде тонкой фольги из никеля или нержавеющей стали наносят смесь графита и сажи со связующим компонентом - фторопластовой суспензией (Кедринский Н. А., Дмитриенко В.Е., Поваров Ю.М., Грудянов И.И. Химические источники тока с литиевым электродом. Красноярск: Изд-во Красноярского ун-та, 1983, 119-123).
Недостатки известного способа связаны со слабой адгезией катодной массы с металлической основой катода, а следовательно, и пониженной его механической устойчивостью. Это существенно осложняет изготовление катода, особенно рулонного типа, и обусловливает возможность осыпания активной массы в процессе эксплуатации ХИТ и его преждевременного выхода из строя. Наряду с этим, повышение внутреннего сопротивления элемента при длительной его работе приводит к уменьшению коэффициента использования активного вещества и удельных характеристик ХИТ.
Известен способ изготовления катода для ХИТ с жидким неводным электролитом, сущность которого состоит в том, что, с целью повышения электропроводности и механической устойчивости катода, содержащего в качестве активного компонента графит, сажу и связующее, в него дополнительно вводят никелевый порошок (Пат. 5077150 США, МКИ5 H 01 M 10/28, 1991).
Недостатки известного способа заключаются в том что введение никелевого порошка в катодную массу при кажущемся увеличении механической прочности одновременно снижает его пластические свойства, это исключает возможность применения данного способа для изготовления катодов рулонного типа.
Известен способ изготовления ХИТ с неводным электролитом, в котором для повышения эксплуатационной надежности и, в частности, предотвращения осыпания катода внутреннюю боковую поверхность корпуса ХИТ покрывают волокнистым фторированным полимером в виде трехмерной сетки (заявка 2-170357, Япония, МКИ5 H 01 М 6/16, 1990).
К недостаткам этого способа следует отнести локализованный характер защитного эффекта, достигаемого благодаря указанному покрытию боковой поверхности корпуса ХИТ. Это связано с соприкосновением только части поверхности катода с соответствующим участком внутренней стенки корпуса ХИТ. Кроме того, использование такого покрытия резко ухудшает условия сборки ХИТ вследствие увеличения трения и возможного истирания соприкасающихся поверхностей.
Прототипом изобретения является способ изготовления катода для литиевого химического источника тока с тионилхлоридным катодным реагентом, в котором для улучшения сцепления катодной массы, состоящей из смеси гранита, сажи и фторопласта, металлической основе катода придавали дополнительную шероховатость глубоким химическим травлением (Harris P. Guentert M., Goebel F. // Proc. 34-th. Int. Power Sources. Symp. Cherry Hill, N.J. June: 25-28, 1990. c. 343-345).
Недостатки прототипа заключаются в том, что химическое или электрохимическое травление, в т.ч. и глубокое, не обеспечивает создание на обрабатываемой поверхности требуемой макрошероховатости без нарушения качества основы. Создаваемая химическим травлением шероховатость на поверхности катодной основы может приводить к улучшению адгезии тонкослойных покрытий, но недостаточна для обеспечения удовлетворительного сцепления и удержания толстых 0,4-0,6 мм слоев катодного вещества. Кроме того, процесс химического травления трудно управляем, связан с быстрым нарушением стабильности травильных ванн и вредными условиямм труда.
Задачей изобретения является улучшение характеристик литиевых химических источников тока с жидким активным реагентом путем повышения качества катода за счет увеличения механической устойчивости и адгезированности катодной массы.
Решение этой задачи достигается тем, что в способе, включающем нанесение на металлическую основу катода катодной массы, содержащей смесь графита, сажи и связующего компонента - фторопласта, согласно изобретению на металлическую основу катода перед покрытием ее катодной массой наносят электролитическое композиционное покрытие на основе никеля, содержащее 5-9 мас.% дисперсных частиц графита размером 5-20 мкм, толщиной с учетом выступающих пиков и граней соосажденных частиц дисперсной фазы 20 - 35 мкм.
Положительный эффект в изобретении обусловливается образованием на металлической основе катода рельефной макрошероховатой поверхности осажденным на нее прочно адгезированным электролитическим композиционным никель-графитовым покрытием. При этом возрастают эксплуатационная стабильность ХИТ и разрядная емкость /на 5-10%/ благодаря уменьшению внутреннего электросопротивления.
Способ осуществляют по следующей технологической схеме применительно к изготовлению инертных катодов на металлической основе из нетканой никелевой сетки или фольги / основные операции /:
1. Обезжиривание / органические растворители, венская известь /.
2. Активация химическая в концентрированной соляной кислоте.
3. Нанесение композиционного покрытия из сернокислых и сульфаминовых электролитов никелирования, например, г/л:
никеля сульфат - 450-650
никеля хлорид - 12-15
кислота борная - 30-35
порошок гранита дисперсностью 5-20 мкм - 25-35
при pH - 3,2 - 3,5
температуре, oC - 50-60
плотности тока, А/дм2 - 2,5-3,5
и перемешивании очищенным сжатым воздухом.
4. Удаление наростов, дендритов.
5. Термообработка при температуре 250-300oC в среде воздуха и выдержке 1-1,5 ч.
6. Нанесение слоя катодной массы толщиной 0,45-0,50 км, состоящей из смеси гранита, сажи и фторопласта при различном весовом соотношении, например 1:10:2 мас.%, в пастообразном виде.
7. Сушка в среде воздуха последовательно при обычной температуре и температуре 250±10oC.
Примеры конкретного применения.
1. По прототипу с приданием металлической основе катода дополнительной шероховатости травлением в растворе смеси соляном и азотной кислот 100-120 и 15-20 г/л соответственно.
2. По предлагаемому способу.
2.1. При суммарной толщине покрытия 20-35 мкм и содержании дисперсных частиц гранита размером 5-20 мкм, мас.%:
2.1.1 - 1-5; 2.1.2 - 5-9; 2.1.3 - выше 9.
2.2. При суммарной толщине покрытия 20-35 мкм и содержании дисперсной фазы графита 5-9 мас.% с размером частиц, мкм:
2.2.1 - меньше 5; 2.2.2 - 5-20; 2.2.3 - больше 20.
Испытания проводились в лабораторных и полупромышленных условиях при изготовлении катодов для литиевых ХИТ типоразмера диаметром 16х20 мм. Покрытия наносились на заготовки металлической основы катодов из никелевой сетки толщиной нити 0,05 мм и размером ячейки 0,6-0,8 мм в виде полосок размером 75х15 мм. Для нанесения покрытий применялась термостатированная ванна из винипласта емкостью 3,5 дм3. Параметры процессов подготовки и нанесения покрытия, а также концентрации соответствующих растворов и электролита поддерживались согласно приведенной выше технологической схеме при средних их значениях.
Разрядная емкость ХИТ определялась с помощью потенциостата ПИ-50-1,1 в мА•ч/см2 при плотности тока разряда 2 мА/см2 только для элементов, укомплектованных катодами, полученными при оптимальных вариантах изготовления (по данным предварительных испытаний). В качестве эталона сравнения принималась соответствующая величина, отвечающая параметрам прототипа.
Катоды изготовлялись путем нанесения катодной массы на заготовки металлической основы, полученные в соответствии с указанными примерами. Катодная масса готовилась из смеси дисперсных порошков сажи, графита и фторопластового связующего, взятых в данном случае в весовом соотношении 10:1:2. Смесь сажи и графита предварительно тщательно перемешивалась в специальном смесителе, а затем к ней добавлялась суспензия фторопласта, разбавленная в смеси воды и ацетона при объемном их соотношении 1:1. Полученная однородная суспензия подвергалась сушке в среде воздуха при температуре 70±5oC и выдержке 6 ч. Высушенная смесь обрабатывалась затем гептаном до получения пластичной легкоформирующейся массы. Последняя наносилась на металлическую подложку и прокатывалась через валки до получения равномерного покрытия толщиной 0,46±0,02 мм, после чего катодные заготовки последовательно сушились в среде воздуха при обычной температуре (13-15 ч) и температуре 250±10oC (2 ч). Упаковав опытных катодов в ХИТ и их сборка производились в среде аргона в перчаточном боксе.
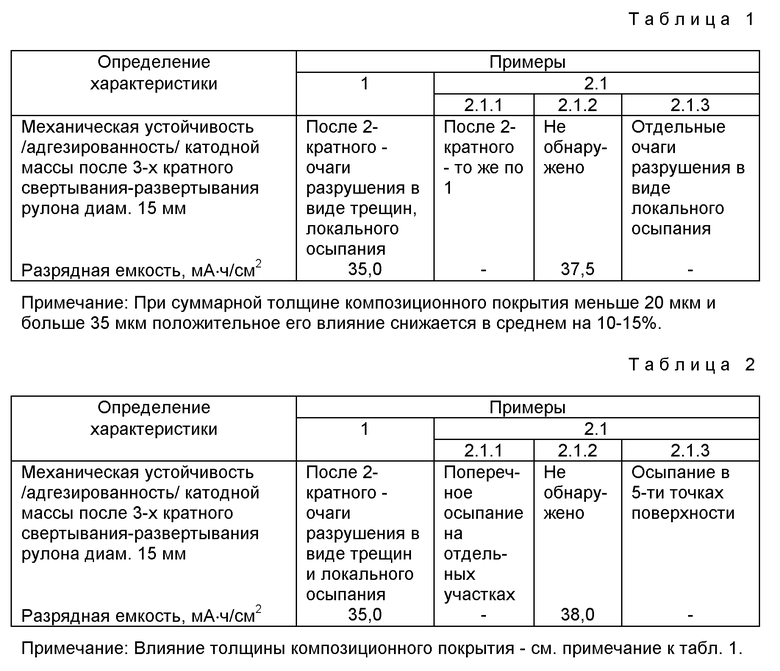
Сравнительная оценка качества исследуемых катодов осуществлялась по результатам определения разрядной емкости соответствующих элементов и визуального контроля их состояния после механических испытаний путем 3-кратного свертывания-развертывамия спиралеобразного рулона наружным диаметром 15 мм. Результаты испытаний предоставлены в таблицах 1, 2.
Приведенные данные (табл. 1, 2) свидетельствуют о том, что предлагаемый способ обеспечивает улучшение качества инертных катодов для ХИТ с жидким активным веществом благодаря повышению их механической устойчивости и компактности (примеры 2.1.2, 2.2.2). Положительную роль в этом случае играет образование на металлической основе катода рельефной макрошероховатой поверхности за счет осажденного слоя никель-графитового композита. Соосажденные в этом слое частицы графита создают на его поверхности своеобразный трехмерный каркас, способствующий значительному появлению адгезированности заполняющего его покрытия катодной массой и придающий ему дополнительную механическую устойчивость. Однако повышенное (более 9 мас.%) и пониженное (менее 5 мас. %) содержание графита в дисперсной фазе никелевого композита снижает достигаемый при его использовании положительный эффект. В первом случае вследствие нарушения равномерности покрытия, а во втором - из-за недостаточной его шероховатости. Аналогичное отрицательное влияние оказывает также пониженная (меньше 5 мкм) и повышенная (больше 20 мкм) зернистость частиц графита, а также отклонения от установленной оптимальной толщины покрытия.
Использование дополнительного никель-графитового композиционного покрытия наряду с улучшением механических свойств катода способствует повышению его химической активности в процессе работы ХИТ, что является следствием уменьшения внутреннего сопротивления элемента. Об этом свидетельствует соответствующее /до 10%/ увеличение разрядной емкости ХИТ с катодами, изготовленными по предлагаемому способу, по сравнению с прототипом. Эти факторы в итоге влияют на удельные характеристики ХИТ с жидким активным веществом.
Предлагаемый способ достаточно прост в осуществлении, технологичен, не требует дорогостоящих и дефицитных материалов, поддается механизации и автоматизации и может быть реализован в условиях любого гальванического или опытно-производственного участка. Его применение позволит резко повысить надежность и работоспособность литиевых ХИТ, работающих на жидких электролитах, в т. ч. и их безопасность, благодаря снижению вероятности короткого замыкания при осыпании катода.
Экономический эффект от использования предлагаемого способа определяется исходя из улучшенных удельных и эксплуатационных характеристик соответствующих ХИТ по сравнению с известными промышленными аналогами, а также снижения затрат за счет передела при изготовлении.
Способ прошел стадию лабораторных и полупромышленных испытаний на товарных литиевых ХИТ с положительными результатами и намечен к внедрению в IV кв. 1995 - II кв. 1996 г.г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНЕРТНОГО КАТОДА ДЛЯ ЛИТИЕВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1996 |
|
RU2157024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1996 |
|
RU2157023C2 |
| КОМПОЗИЦИОННЫЙ НАНОМАТЕРИАЛ ДЛЯ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2536649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОН, СОСТОЯЩИХ ИЗ КРЕМНИЯ ИЛИ МАТЕРИАЛА НА ОСНОВЕ КРЕМНИЯ, И ИХ ПРИМЕНЕНИЕ В ПЕРЕЗАРЯЖАЕМЫХ ЛИТИЕВЫХ АККУМУЛЯТОРАХ | 2007 |
|
RU2444092C2 |
| ПИРОУГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ ДЛЯ АНОДА ЛИТИЙ-ИОННОГО АККУМУЛЯТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2133527C1 |
| Способ получения композиционного электрохимического покрытия на стали | 2015 |
|
RU2618679C1 |
| ЭЛЕКТРОПРОВОДНЫЙ КОМПОЗИЦИОННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2398312C2 |
| УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ПОРИСТЫХ ЭЛЕКТРОДОВ | 1996 |
|
RU2103766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ЭЛЕМЕНТА СИСТЕМЫ Li/SOCl | 2004 |
|
RU2265919C1 |
| КОМПОЗИЦИОННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ ДЛЯ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2554933C1 |
Изобретение относится к химическим источникам тока и может быть использовано при изготовлении катода для литиевых химических источников тока жидким катодным реагентом. Техничесий результат - повышение эксплуатационной надежности. Способ предусматривает в качестве предварительной обработки нанесение на металлическую основу катода электролитического композиционного покрытия на основе никеля толщиной 25-35 мкм с дисперсной фазой графита 5-9 мас. %, размером дисперсных частиц 5-20 мкм, и последующее нанесение на нее слоя массы, содержащей смесь графита, сажи и фторопласта. 2 табл.
Способ изготовления инертного катода для литиевых химических источников тока с жидким активным катодным реагентом, включающий нанесение на металлическую основу катода слоя катодной массы, содержащей смесь графита, сажи и связующего компонента - фторопласта, отличающийся тем, что на металлическую основу катода перед покрытием ее катодной массой наносят электролитическое композиционное покрытие на основе никеля максимальной толщиной 20 - 35 мкм с дисперсной фазой графита 5 - 9 мас.% и размером дисперсных частиц 5 - 20 мкм.
| Кедринский Н.А., Дмитриенко В.Е., Поваров Ю.М | |||
| Грудянов И.И | |||
| Химические источники тока с литиевым электродом | |||
| - Красноярск, Изд-во Красноярского университета, 1983, с.119-123 | |||
| US, патент, 5077150, H 01 M 10-28, 1991 | |||
| JP, заявка, 2-170357, H 01 M 6/16, 1990 | |||
| Harris P., Guentert M., Goebel F.//Proc | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Int | |||
| Power Sources Symp.cherry Hill, N.J.june 25-28, 1990, p.343-345. | |||
