Область техники, к которой относится изобретение
Настоящее изобретение относится к металлизированным пеноматериалам, в общем, и к устройству и способам их изготовления, в частности.
Уровень техники
Металлические пеноматериалы, такие как никелевый пеноматериал, хорошо известны и используются, например, при изготовлении электродов для батарей. Металлический пеноматериал является весьма пористой металлической структурой с отрытыми ячейками на основе структуры полимерных пеноматериалов с открытыми ячейками. Металлический пеноматериал может быть получен электроосаждением. Для изготовления металлического пеноматериала, такого как никелевый пеноматериал, металлический никель может быть осажден на полимерные подложки с отрытыми ячейками, такие как полиуретановый пеноматериал, и впоследствии спечен для удаления полимерной подложки в регулируемой атмосфере при повышенной температуре. Типичный способ может начаться с использования длинных полос полиуретанового пеноматериала, например, от около 1 до 2 мм толщиной и около 1 мм шириной. Полиуретановая полоса может быть сделана электропроводящей при нанесении покрытия, например, электропроводящего красителя, содержащего уголь, при предварительном покрытии никелем с использованием химического осаждения или вакуумного напыления. Затем электроосаждается толстый слой никеля поверх электропроводящего слоя для получения листа с поверхностной массой от около 400 до 600 г/м2. Электропроводящий пеноматериал покрывается электроосаждением с использованием такого пеноматериала в качестве катода. Анод (аноды) размещается либо с одной стороны, либо с двух сторон от полосы пеноматериала. Металлический пеноматериал также может быть получен при карбонильном осаждении, которое не требует предварительного нанесения покрытия. На окончательном этапе пеноматериал может быть термообработан, например, при температуре около 1000°С, чтобы разложить и испарить полиуретановую сердцевину и отжечь никель. Простая известная непрерывная вертикальная установка для нанесения гальванического покрытия схематически изображена на фиг.1 и более полно описана ниже.
Стадия осаждения металла является критической и, в конечном счете, ответственной за качество вспененного продукта. Она определяет, является ли плотность пеноматериала достаточно однородной по поверхности и по толщине. Она определяет, являются ли физические свойства металла, такие как прочность и удлинение, соответствующими и является ли химический состав осажденного металла удовлетворительным и не загрязненным нежелательными материалами, например, в случае осажденного никеля, что он не загрязнен медью, серой или другими элементами, которые могли бы отрицательно повлиять на работу батареи. Равномерное электроосаждение трудно выполнить при трехмерном характере пеноматериала и самой природе электроосаждения, которые могут препятствовать электроосаждению внутри структуры. Это происходит потому, что процесс электроосаждения внутри пеноматериала может быть лимитирован скоростью переноса массы, управляемой медленной диффузией ионов металла внутрь структуры пеноматериала. Если плотность тока и общая скорость электроосаждения слишком высоки относительно скорости диффузионного процесса, электролит внутри структуры пеноматериала становится обедненным. Тогда осаждение металла становится неэффективным, а покрытие - пористым и плохого качества. Конечный продукт меньше металлизирован в центре, чем снаружи, и имеет худшие механические и коррозионные свойства. Отношение покрытий, или отношение дифференциальных толщин (ОДТ), является отношением количества внешнего нанесенного осадка к количеству осадка, нанесенного внутри. По причинам, упомянутым выше, трудно получить величину ОДТ, равную 1:1.
Электроосаждение любого металла на поверхность электрода должно поддерживаться эффективным переносом ионов металла из объема раствора к поверхности электрода. В самом электролите этот перенос обеспечивается движением электролита, вызванным градиентами концентрации (естественной конвекцией) или перемешиванием (принудительной конвекцией). Однако электролит, примыкающий к электроду, является статическим. Ионы металла перемещаются к поверхности в результате диффузионного процесса, приводимого в действие градиентом концентрации между объемом электролита и обедненным электролитом, примыкающим к поверхности. Повышение плотности тока увеличивает градиент концентрации и снижает концентрацию на поверхности вплоть до точки, где она становится равной нулю. В этой точке разряд иона водорода становится превалирующим, уменьшая кпд по току осаждения металла. Металл, осажденный при этом, так называемом, предельном токе или вблизи его, может быть чрезвычайно плохого качества, т.е. очень пористым и с захватом электролита.
Обедненный электролит внутри диффузионного слоя менее плотный и выталкивающая сила заставляет его подниматься по вертикальной поверхности электрода. Этот, так называемый, естественный конвекционный поток помогает доставлять ионы металла к внешней части диффузионного слоя и также ограничивает его толщину, которая, обычно, составляет долю миллиметра. Естественная конвекция ограничивает применяемую плотность тока от около 200 до 1000 А/м2 и скорость осаждения во всех устройствах без перемешивания, в зависимости от толщины осадка и требуемого качества продукта. В электролитических устройствах с механическим перемешиванием толщина диффузионного слоя может быть намного меньше, таким образом, имеется возможность более быстрого электроосаждения. К сожалению, механическое перемешивание не такое равномерное, как естественная конвекция, поэтому скорость осаждения также менее равномерная.
Электроосаждение на трехмерную структуру, такую как пеноматериал, дополнительно усложнено обеднением электролита внутри пеноматериала, где естественный конвекционный поток сильно затруднен. Поры внутри пеноматериала в поперечном направлении составляют долю миллиметра и сравнимы с толщиной диффузионного слоя, что делает конвекционный обмен обедненного электролита с объемом электролита чрезвычайно плохим. В случае вертикально ориентированной полосы пеноматериала обедненный электролит внутри пеноматериала имеет меньшую плотность и создает медленный ламинарный поток вверх внутри полосы пеноматериала. Он пополняется медленной диффузией и весьма ограниченным конвекционным обменом с объемом электролита, как схематически показано на фиг.2. Низкая концентрация электролита внутри пеноматериала снижает электрохимический кпд электроосаждения и усиливает неоднородность толщины осадка. Движение электролита и потоки представлены стрелками Е. График переноса массы показывает относительную скорость потока и концентрацию никеля как снаружи, так и внутри пеноматериала F.
Обедненный электролит внутри пеноматериала может быть пополнен принудительной конвекцией, например принудительным потоком электролита через пеноматериал. Однако этот способ может быть трудно регулируемым. Принудительный поток, созданный накачиванием или перемешиванием, обычно недостаточно равномерный по всей поверхности и также стремится исказить форму (плоскостность) металлизированной области. Плотность пеноматериала будет тогда зависеть от скоростей локального потока и расстояний от анода, становясь неравномерной по поверхности. При применении для батарей, в большинстве случаев, неоднородная плотность пеноматериала является неприемлемой, так как вызывает преждевременный выход батареи из строя в блоках батарей. Из-за трудностей, связанных с неравномерным электроосаждением в условиях принудительной конвекции, металлический пеноматериал часто изготавливают при естественной конвекции. Это обеспечивает более равномерные скорости электроосаждения, но также ограничивает плотности тока и скорости электроосаждения в диапазоне от 10 до 30 г/м2мин, в зависимости от требуемого качества.
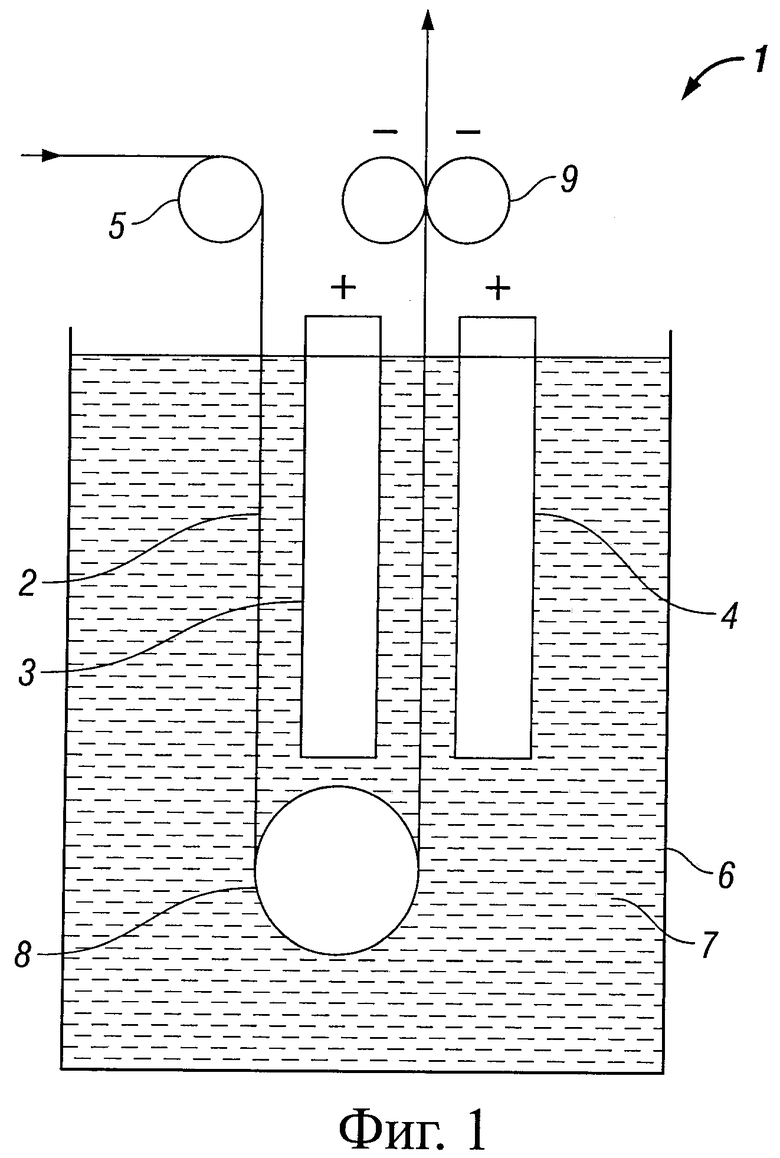
Электролитические устройства электроосаждения используют в промышленном масштабе для изготовления металлического пеноматериала, обычно используют либо вертикальную, либо, как правило, горизонтальную ориентацию пеноматериала. Устройства электроосаждения с вертикальной полосой пеноматериала являются относительно простыми и наиболее легкими в обслуживании, обеспечивая возможность наивысшей производительности, исходя из общей площади производственного участка. В типичных устройствах электроосаждения покрываемый пеноматериал перемещается вверх между корзинами, наполненными электролитически осаждаемым никелем, в то время как электрический ток подводится к покрываемому пеноматериалу посредством соответствующих контактов, расположенных выше электролита. На фиг.1 схематически показано устройство 1 простой установки непрерывного электроосаждения для покрытия непрерывной полосы 2 пеноматериала, включающее первый вертикально ориентированный анод 3 и второй вертикально ориентированный анод 4. Полоса 2 подается по подающему ролику 5 в резервуар 6 для электроосаждения. Резервуар 6 эксплуатируется с подходящей электролитической ванной 7. Полоса электропроводящего пеноматериала 2 направляется в ванну 7 внизу и делает оборот вокруг нижнего погруженного направляющего ролика 8. Полоса 2 затем перемещается вверх от направляющего ролика 8 из резервуара 6 к устройству 9 прижимного ролика металлического катода, соединенного с источником питания, например, с помощью обычного контактного кольца (не показано).
Вертикальная геометрия устройства электроосаждения обеспечивает короткое расстояние между контактами и покрытой областью, что является важным фактором, принимая во внимание то, что вся энергия электроосаждения должна подаваться через покрытый пеноматериал и что электропроводность пеноматериала ограничена даже при плотности готового продукта, выходящего из устройства электроосаждения. К сожалению, вертикальная ориентация пеноматериала не обеспечивает эффективной естественной конвекции и это может привести к плохому распределению плотности по толщине пеноматериала.
Известны горизонтальные устройства электроосаждения, имеющие негоризонтальные секции для доставки пеноматериала в электролит и из электролита и подачи энергии электроосаждения посредством контактов, расположенных выше электролита. Такие устройства, по существу, являются более сложными, включают плохо доступные никелевые корзины, расположенные ниже пеноматериала, и, обычно, более трудны в работе и обслуживании. Хотя горизонтальные устройства электроосаждения обеспечивают более эффективную естественную конвекцию в горизонтальной секции, производительность на единицу площади производственного участка может быть, фактически, ниже, чем у вертикальных устройств электроосаждения.
Для того чтобы максимизировать выработку работу устройств электроосаждения обычно осуществляют при наибольшей плотности тока (и производительности), допустимой в соответствии с требованиями качества для конкретного применения. Однако технологиям получения электролитического пеноматериала присуща общая проблема, т.е. невозможность работы при одинаковой плотности тока, согласующейся с возможностью переноса массы. Конвекционный перенос массы является достаточно однородным вдоль покрываемого пеноматериала в вертикальных или горизонтальных устройствах электроосаждения, в то время как плотность тока колеблется в диапазоне от очень высокой, вблизи выхода покрытого пеноматериала (ближе всего к контактам электропитания), до весьма низкой плотности тока, вблизи начала зоны электроосаждения, где плотность пеноматериала и электропроводность низкие. Вследствие этого, на качество пеноматериала может оказать негативное влияние превышение безопасной плотности тока в верхней зоне, в связи с чем большинство устройств электроосаждения работают с производительностью значительно ниже их потенциала.
Соответственно, различные технологии получения электролитического пеноматериала содержат одни и те же компромиссы между производительностью и качеством. Пеноматериалы с хорошим распределением плотности по толщине (ОДТ близко к 1,0) могут быть изготовлены только при довольно низкой производительности, с тем чтобы избежать превышения критической плотности тока в конце зоны электроосаждения.
Раскрытие изобретения
Согласно изобретению предложен способ электроосаждения для покрытия пеноматериала, который включает обеспечение резервуаром, анодом, катодом из полосы полимерного пеноматериала, который включает электропроводящий материал, и раствором, содержащим электролит, при этом анод ориентируют, по существу, вертикально, а участок катода ориентируют под углом от около 1° до около 45° относительно вертикали. При подведении электрического тока к аноду и катоду производится электроосаждение для покрытия пеноматериала. Наклонная ориентация участка катода вызывает диагональное конвекционное движение электролита через пеноматериал, тем самым увеличивая перенос массы электролита во внутреннюю область пеноматериала.
В одном варианте осуществления изобретения анод имеет треугольный профиль. В одном варианте осуществления изобретения имеются первый и второй аноды и пеноматериал помещают между первым и вторым анодами. В одном варианте осуществления изобретения аноды и катод имеют соответствующие концы, где подводится электрический ток, и расстояние между катодом и, по меньшей мере, одним из анодов больше на концах, где подводится электрический ток, чем на противоположных концах, где ток не подводится. Предпочтительно второй анод является скошенным, чтобы образовать большее расстояние. В одном варианте осуществления изобретения анод и катод имеют соответствующие концы, где подводится электрический ток, и пористый непроводящий барьер размещают между анодом и катодом для уменьшения плотности тока между анодом и катодом.
В другом аспекте изобретения способ, кроме того, может включать регулирование плотности тока между одним или более анодами и катодом для того, чтобы перераспределить плотность тока от верха зоны электроосаждения к областям, расположенным ниже.
Краткое описание чертежей
На фиг.1 показано схематическое изображение непрерывного вертикального устройства электроосаждения для покрытия пеноматериала согласно известному техническому решению.
На фиг.2 показано схематическое изображение потока электролита в вертикально ориентированной полосе пеноматериала и вокруг нее согласно известному техническому решению. График переноса массы показывает относительную скорость потока и концентрацию никеля внутри и вне пеноматериала.
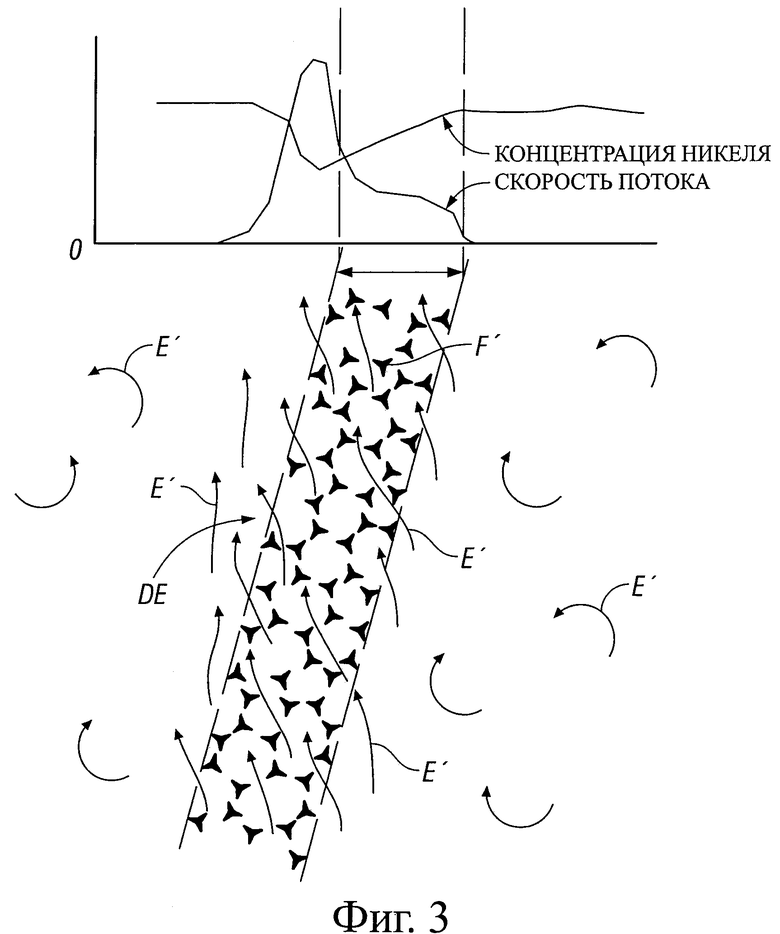
На фиг.3 показано схематическое изображение потока электролита в наклонной полосе пеноматериала и вокруг нее. График переноса массы показывает относительную скорость потока и концентрацию никеля внутри и вне пеноматериала.
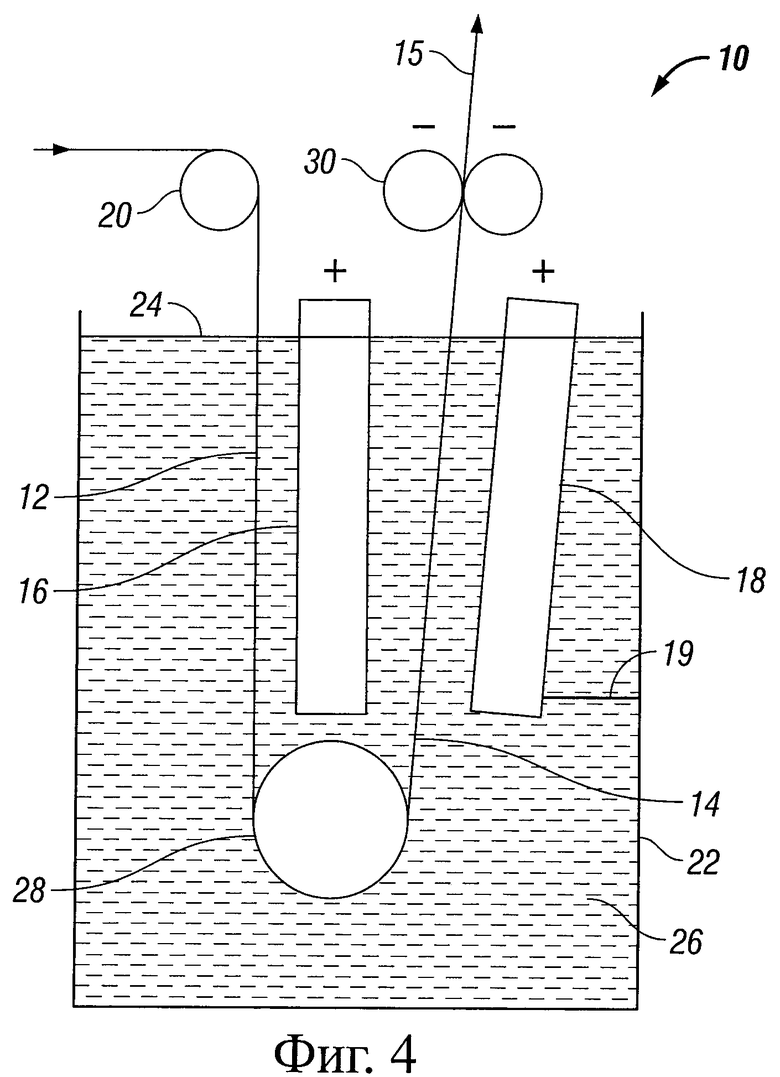
На фиг.4 показано схематическое изображение непрерывного вертикального устройства электроосаждения для покрытия пеноматериала, включающего вертикально ориентированный анод, наклонный участок катода из пеноматериала и наклонный анод.
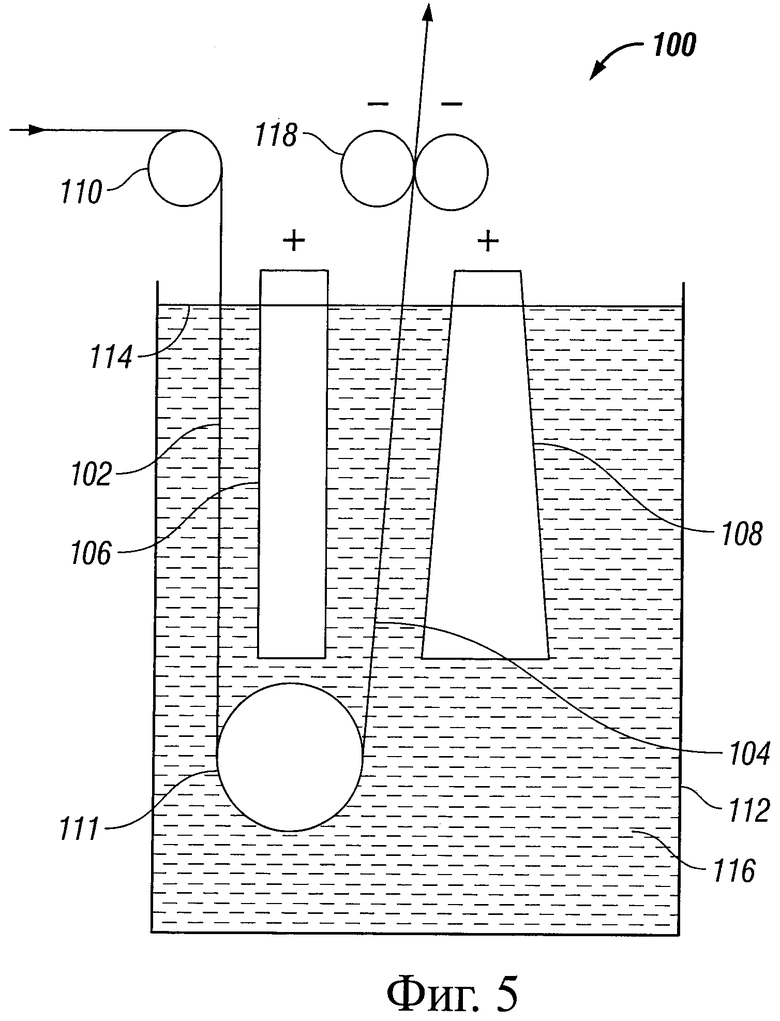
На фиг.5 показано схематическое изображение непрерывного вертикального устройства электроосаждения для покрытия пеноматериала, включающего вертикально ориентированный анод, наклонный участок катода из пеноматериала и клиновидный анод, имеющий треугольный продольный профиль.
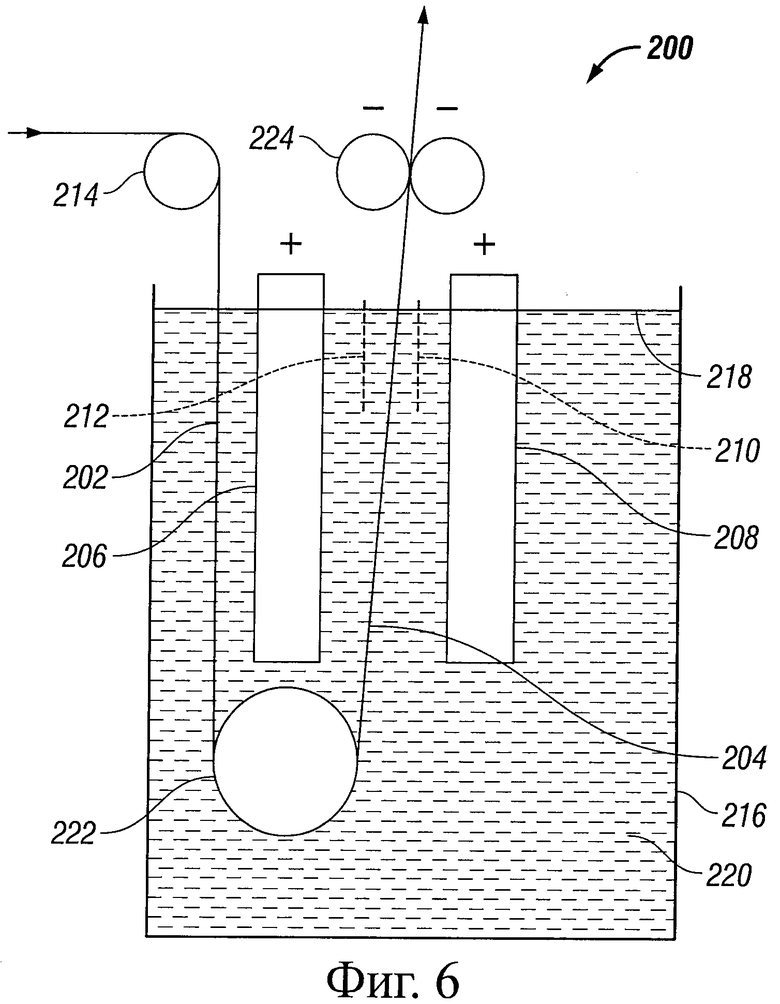
На фиг.6 показано схематическое изображение непрерывного вертикального устройства электроосаждения для покрытия пеноматериала, включающего наклонный участок катода из пеноматериала, помещенный между двумя вертикально ориентированными анодами, и, кроме того, помещенный между двумя уменьшающими величину тока масками.
Подробное описание изобретения
Оптимизация естественной конвекции через пустоты матрицы пеноматериала приводит к более эффективному процессу электроосаждения и получению металлического пеноматериала, имеющего более равномерное осаждение металла по всей его структуре. Соответственно, технологии, раскрытые здесь, преимущественно, позволяют получить повышенную прочность готового изделия, так же как более однородную поверхность и внутреннюю структуру, повышенную прочность на растяжение, стабильность размеров, износостойкость и коррозионную стойкость.
Естественная конвекция раствора электролита через пустоты матрицы пеноматериала оптимизируется во время электроосаждения посредством наклона или склонения катода из пеноматериала в устройстве электроосаждения. На фиг.3 схематически показан ламинарный поток электролита через наклонный катод F' из пеноматериала. Движение электролита и потоки изображены стрелками Е'. Поскольку раствор электролита контактирует с катодом F', как видно на графике переноса массы, электролит обедняется в области, ближайшей к пеноматериалу F', что приводит к образованию зоны с меньшей плотностью. Обедненный электролит с меньшей плотностью создает диагональный поток, направленный вверх поперек пеноматериала F', и затем вверх вдоль верхней поверхности пеноматериала, в то время как новый концентрированный электролит поступает снизу пеноматериала. В отличие от вертикально ориентированного пеноматериала F, где обедненный электролит остается внутри пеноматериала и имеет медленный, ламинарный поток вверх внутри полосы пеноматериала (см., например, фиг.2), обедненный электролит имеет меньшее время задержки в пеноматериале F', поскольку он быстрее покидает противоположную сторону пеноматериала, таким образом устанавливая зону ламинарного потока обедненного электролита DE под верхней поверхностью пеноматериала F'. Таким образом, электролит пополняется внутри пеноматериала более эффективно. Кроме того, быстрый перенос электролита через пеноматериал F' минимизирует толщину диффузионного слоя. Соответственно, технологии, раскрытые здесь, обеспечивают улучшенные условия электроосаждения внутри пеноматериала F', повышая качество продукта и ускоряя электроосаждение. Поскольку отсутствует необходимость в механическом перемешивании для достижения этих эффектов, обеспечивается более равномерная скорость осаждения.
Угол, требуемый для того чтобы вызвать результирующий поток поперек толщины пеноматериала, может быть в диапазоне от около 1° до около 45°, например от около 2° до около 30° и, предпочтительно, в диапазоне от около 10° до около 20°. Этот угол, предпочтительно, ближе к вертикальному, поскольку обедненный раствор электролита с меньшей плотностью формирует более ламинарный поток вверх, создающий лучший перепад давлений и скорость потока поперек пеноматериала, чем при более горизонтальном угле, который приводит к более турбулентному потоку обедненного электролита. Турбулентный поток приводит к более быстрому перемешиванию и рассеиванию электролита с низкой плотностью, возникающему от более горизонтально установленного пеноматериала (например, более чем около 45°) и, фактически, приводит к уменьшению движущей силы потока поперек пеноматериала, по сравнению с электродом, установленным ближе к вертикали. Другими преимуществами настоящего изобретения является то, что простота и удобство обслуживания вертикального устройства электроосаждения сохраняются сопоставимыми с соответствующими параметрами горизонтального устройства электроосаждения, а производительность на единицу площади производственного участка выше, чем в вертикальном или горизонтальном устройствах электроосаждения.
В другом аспекте, в устройстве электроосаждения с наклонным пеноматериалом дополнительно применяются технологии для перераспределения плотности тока от верха зоны электроосаждения к областям, расположенным ниже. Таким образом, исключаются локальные избыточные плотности тока и получается более однородный продукт. Пеноматериалы, покрытые при высоких плотностях тока, имеют склонность к неоднородному профилю по толщине, например имеют высокую величину ОДТ. В обычных вертикальных устройствах электроосаждения для покрытия пеноматериала, например, см. фиг.1, энергия к более глубоким участкам пеноматериала подается через частично металлизированный пеноматериал, плотность и электропроводность которого снижается от верхних участков к нижним участкам. Таким образом, подвод энергии к самым глубоким зонам установки электроосаждения ограничен плохой электропроводностью пеноматериала. Соответственно, глубокие зоны работают при малых плотностях тока и вносят малый вклад в общую производительность. Верхняя покрываемая зона (зоны), фактически, получает самую высокую плотность тока и покрывается с самой высокой скоростью. По этой причине общая плотность тока ограничена тем, что в верхней зоне (зонах) достигается максимум безопасной скорости осаждения ранее, чем в более низких зонах, таким образом, ограничивается дальнейшее повышение производительности, даже если более низкие зоны могли бы обрабатываться при более высоких плотностях тока.
В одном варианте осуществления изобретения зазор в верхнем участке устройства электроосаждения увеличен по сравнению с зазором в нижнем участке. Это создает более высокое падение напряжения (IR) в электролите в верхней зоне, чтобы там уменьшить плотность тока, в то же время увеличивая плотность тока в более низкой зоне, с самым узким зазором электролита и меньшим падением IR. Зазор электролита увеличивают путем увеличения расстояния между катодом и анодом на верхнем участке устройства электроосаждения и вблизи его относительно нижнего участка. Клиновидный зазор электролита может быть получен при установке одного или более анодов в наклонном положении относительно катода или при изготовлении одного или более анодов большей ширины на одном конце, чем на другом. На фиг.4 предложен схематический пример устройства 10 непрерывного электроосаждения для покрытия непрерывной полосы 12 пеноматериала, включающего наклонный катодный участок 14 пеноматериала, вертикально ориентированный анод 16 и, кроме того, наклонный анод 18. Наклонный анод поддерживается опорным элементом 19. Анод 16 удерживается на месте другим опорным элементом (не показан). Наклонный катодный участок 14 пеноматериала наклонен на промежуточный угол, разделяющий зазор между вертикальным анодом 16 и наклонным анодом 18. Специалисты в данной области техники способны определить оптимальные углы наклона, которые могут зависеть, например, от энергозатрат, поскольку перераспределение плотности тока влечет за собой повышение напряжения. Существенное перераспределение тока может быть достигнуто изменением зазора анод-анод, например, составляющим около 5 см внизу зоны элетроосаждения до диапазона от около 8 до 10 см вверху. Это приводит к углу наклона пеноматериала от около 1° до 2°, когда вертикальный анод 16, фактически, является вертикальным. Большие или меньшие относительные углы пеноматериала по отношению к аноду (анодам) могут быть получены при ориентации вертикального анода 16 в невертикальной конфигурации. Хотя переменный зазор может быть использован для достижения благоприятного перераспределения тока, также предусматривается, что в определенных вариантах осуществления изобретения анод (аноды) ориентирован, по существу, параллельно, пеноматериалу, чтобы создать постоянный зазор между анодом (анодами) и пеноматериалом. Действительно, аноды, размещенные на любой стороне пеноматериала, могут быть, по существу, параллельны друг другу и пеноматериалу, таким образом, создавая постоянный зазор между анодами и пеноматериалом. Использованный здесь термин «по существу» означает как «ровно», так и «приблизительно». В другом варианте осуществления изобретения, схематически изображенном на фиг.5, устройство 100 непрерывного электроосаждения для покрытия непрерывной полосы 102 пеноматериала включает наклонный катодный участок 104 пеноматериала, вертикально ориентированный анод 106 и клиновидный анод 108. Ориентация клиновидного анода 108 создает увеличенный зазор вверху зоны электроосаждения. Альтернативно, оба анода могут быть клиновидными.
В другом варианте осуществления изобретения для увеличения электрического сопротивления электролита в верхнем участке устройства электроосаждения, где подводится ток, уменьшающая величину тока маска размещена между катодом из пеноматериала и анодом (анодами) вверху зоны электроосаждения устройства электроосаждения. Маской является, предпочтительно, непроводящий пористый лист, который позволяет электролиту протекать насквозь, но снижает скорость электроосаждения. На фиг.6 схематически демонстрируется пример устройства 200 непрерывного электроосаждения для покрытия непрерывной полосы 202 пеноматериала, включающего наклонный катодный участок 204 пеноматериала, первый вертикально ориентированный анод 206, второй вертикально ориентированный анод 208, первую уменьшающую величину тока маску 210 и, необязательно, вторую уменьшающую величину тока маску 212. Уменьшающая величину тока маска может быть изготовлена из любого подходящего материала, например природного материала, такого как целлюлозное волокно или асбестовое волокно, или полимерного синтетического материала, такого как полиолефин, полиэстер, политетрафторэтилен, полистирол, поливинилхлорид, полиамид и аналогичных материалов. Маска может быть в форме сетки, перфорированного листа, тканого материала или нетканого материала. Технологии придания таким природным материалам и синтетическим полимерам формы сетки или волокон для тканого или нетканого материала хорошо известны. Электрический ток, направляемый через ограниченное поперечное сечение маски, будет создавать большее падение IR в верхней зоне (зонах) и в нижнюю зону (зоны) будет направляться больший ток. В предпочтительном варианте осуществления изобретения уменьшающая величину тока маска охватывает менее чем около 75% длины анода.
Пеноматериалы с открытыми ячейками, подходящие для использования, хорошо известны. Материалы, которые могут быть применены, включают любые природные или синтетические полимерные пеноматериалы, такие как целлюлоза, гидроксипропилцеллюлоза, полиуретаны, включающие полиэфир-полиуретановый пеноматериал или полиэфирный полиуретановый пеноматериал; полиэфиры, олефиновые полимеры, такие как полипропилен или полиэтилен; виниловые и винилбензольные полимеры, полифенол, поливинилхлорид и полиамиды. Среднее количество пор на дюйм в этих подложках пеноматериалов может содержаться в широком диапазоне, типично в диапазоне от около 5 до около 100 пор на дюйм (ppi). В предпочтительных вариантах осуществления изобретения природный или синтетический пеноматериал способен испаряться после осаждения требуемого металла так, что в конце производственного процесса остается только металл. Для того чтобы нанести электролитическое покрытие на пеноматериал, он должен быть сделан, по меньшей мере, частично электропроводящим. Пеноматериал может быть сделан электропроводящим по любой технологии, известной специалистам в данной области техники, например покрытием латекс-графитом; химическим осаждением металла, такого как медь или никель; покрытием электропроводной краской или красителем, содержащим угольный порошок, или металлический порошок, такой как серебряный порошок или медный порошок; и вакуумным напылением металла. Очевидно, что невспененные материалы могут также быть применены в качестве материалов подложки. Нити, включая волокна или пряжу, могут также служить в качестве подложки для осаждения электропроводящего металла. Исходный вспененный материал может, однако, формироваться из органического материала, обладающего электропроводностью, или состоять из металлических волокон. В последнем упомянутом случае применение электропроводящего поверхностного слоя не является необходимым и можно обходиться без него. Для удобства все вышеупомянутые материалы, описанные в этом параграфе, будут называться «пеноматериалом».
В общем, и в качестве примера, устройство электроосаждения для использования согласно раскрытию настоящего изобретения может включать резервуар для электроосаждения, снабженный средствами для подачи и удаления электролитической ванны; направляющие устройства для направления предварительно покрытого непрерывного пеноматериала вниз в резервуар и затем вверх между анодами, например корзинами, к электрическим контактам; устройство для перемещения пеноматериала, расположенное выше ванны; устройство (устройства) для подачи электрического тока к контактам анода (анодам) и контактам пеноматериала; причем пеноматериал перемещается за анодом (или между 2 или более анодами), наклоненным от вертикали для того, чтобы дать возможность обедненному электролиту с низкой плотностью внутри пеноматериала подниматься и создавать естественную конвекцию, вызывающую диагональный поток электролита через пеноматериал. В предпочтительном варианте осуществления изобретения аноды размещают вокруг полосы пеноматериала, чтобы, по существу, выравнивать распределение плотности тока, как описано выше, например увеличивают зазор электролита (от пеноматериала до анода) от нижней зоны к верхней зоне или используют маску, уменьшающую величину плотности тока. В другом предпочтительном варианте осуществления изобретения аноды размещены таким образом, что зазор между анодом, обращенным к верхней поверхности пеноматериала, и пеноматериалом меньше зазора, сравнительно с анодом, обращенным к нижней стороне пеноматериала. Это увеличивает плотность тока на верхней поверхности пеноматериала, где электролит является более обедненным и кпд по току ниже.
Обращаясь к примеру, показанному на фиг.4, полоса электропроводящего пеноматериала 12 подается по подающему ролику 20 в резервуар 22 для электроосаждения. В резервуаре 22 поддерживается уровень 24 обычной электролитической ванны 26. Электролитическая ванна 26 может быть любой из ассортимента обычных электролитических ванн, способных производить электроосаждение множества металлов. Такие металлы, в качестве примера, включают никель, хром, цинк, медь, олово, свинец, железо, золото, серебро, платину, палладий, родий, алюминий, кадмий, кобальт, индий, ртуть, ванадий, талий и галлий. Согласно настоящему изобретению могут наноситься сплавы, такие как латунь, бронза, кобальт-никелевые сплавы, медно-цинковые сплавы и другие. Некоторые металлы не подходят для электроосаждения из водной среды и требуют специальных электролитических ванн. Например, алюминий и германий, в большинстве случаев, электроосаждаются из органических ванн или расплавленной соли. Все такие известные электролитические ванны являются обычными в данной области техники и могут быть здесь использованы.
Полоса электропроводящего пеноматериала 12 направляется в ванну 26 вниз и делает оборот вокруг погруженного направляющего ролика 28. Направляющий ролик 28 может быть изготовлен из любого материала, инертного к составу электролитической ванны, например из пластика. Подходящие пластики включают нейлон, поливинилхлорид, полиэтилен и полипропилен. Полоса 12 затем перемещается вверх от направляющего ролика 28 к устройству 30 прижимного ролика металлического катода, электрически соединенного с электропитанием, например, посредством обычного контактного кольца (не показано). Аноды 16, 18 могут быть расходуемыми или нерасходуемыми. Катодный участок 14 полосы 12 пеноматериала проходит между анодами под углом, описанным выше, чтобы обеспечить диагональную конвекцию через катодный участок 14 пеноматериала. Таким образом, катодный участок 14 полосы 12 пеноматериала покрывается с обеих сторон и выходит из резервуара 22 металлизированным пеноматериалом 15. Следует понять, что в альтернативных вариантах осуществления изобретения может присутствовать только один анод, который имел бы тенденцию ограничиваться металлизацией одной стороны полосы 12. В других альтернативных вариантах осуществления изобретения аноды удерживаются на неравных расстояниях от катода, например, ближе к одной стороне пеноматериала, чем к другой, для того, чтобы добиться более толстого покрытия на стороне пеноматериала, ближайшей к аноду. Таким образом, могут быть изготовлены полосы пеноматериала, способные легко сворачиваться в направлении наименее покрытой стороны.
Обращаясь к примеру, показанному на фиг.5, полоса электропроводящего пеноматериала 102 подается по подающему ролику 110 в резервуар 112 для электроосаждения. В резервуаре 112 поддерживается уровень 114 обычной электролитической ванны 116. Вертикальный анод 106 является, по существу, прямоугольным элементом, который может быть корзиной, изготовленной из титана или другого вентильного металла, вследствие чего он является коррозионностойким в электролитической ванне. Примерами других вентильных металлов являются тантал, цирконий, ниобий, вольфрам и их сплавы, где сплав содержит, преимущественно, по меньшей мере, один из вентильных металлов. Размер корзины анода 106 является оптимизированным для данного применения. Ширина участка корзины, обращенной к наклонному катодному участку 104 пеноматериала, предпочтительно почти такая же, как и ширина полосы 102 покрываемого пеноматериала. Глубина корзины может быть сделана в соответствии с требуемой плотностью тока. Клиновидный анод 108 имеет треугольный продольный профиль и может также являться корзиной, которая обладает коррозионной стойкостью. Зазор между катодным участком 104 пеноматериала и каждой из анодных корзин 106 и 108 увеличивается в направлении верха устройства электроосаждения.
Полоса 102 электропроводящего пеноматериала направляется в ванну 116 к низу и делает оборот вокруг погруженного направляющего ролика 111. Катодный участок полосы 104 пеноматериала затем перемещается вверх от направляющего ролика 111 к устройству 118 прижимного ролика металлического катода, электрически соединенного с электропитанием, например, посредством обычного контактного кольца (не показано). Как указано выше, аноды 106, 108 могут быть расходуемыми или нерасходуемыми. Катодный участок 104 полосы 102 пеноматериала проходит между анодами под углом, описанным выше, чтобы обеспечить диагональную конвекцию через участок 104.
Обращаясь к примеру, показанному на фиг.6, полоса 202 электропроводящего пеноматериала подается вокруг подающего ролика 214 в резервуаре 216 для электроосаждения. В резервуаре 216 поддерживается уровень 218 обычной электролитической ванны 220. Как указано выше, электролитическая ванна 220 может быть любой из множства обычных электролитических ванн, способных производить электроосаждение множества металлов. Уменьшающие величину тока маски 210 и 212, как показано, помещены соответственно между анодами 208 и 206. Полоса 202 электропроводящего пеноматериала направляется в ванну 220 к низу и делает оборот вокруг нижнего погруженного направляющего ролика 222. Катодный участок полосы 204 пеноматериала затем перемещается вверх от направляющего ролика 222 к устройству 224 прижимного ролика металлического катода, электрически соединенного с электропитанием, например, посредством обычного контактного кольца (не показано). Как указано выше, аноды 206, 208 могут быть расходуемыми или нерасходуемыми. Катодный участок 204 полосы пеноматериала проходит между анодами под углом, описанным выше, чтобы обеспечить диагональную конвекцию через участок 204.
Когда предпочтительное пористое металлическое изделие изготовлено с привлечением электроосаждения пеноматериала с открытыми порами, применяемое покрытие часто является никелевым покрытием и результирующий пористый никелевый лист в общем может иметь поверхностную массу в диапазоне, например, от около 300 г/м2 вплоть до около 5000 г/м2 основной поверхности изделия. Более типично, поверхностная масса листа будет находиться в диапазоне от около 400 до около 2000 г/м2. Для материала с очень открытыми порами поверхностная масса никелевого покрытия будет составлять, как правило, например, от около 1000 и до около 2000 г/м2 изделия. В некоторых вариантах осуществления изобретения анодные корзины для применения с вышеуказанной ванной могут быть заполнены расходуемой никелевой стружкой (не показано).
Если требуется, способ может быть также дополнен стадией термической обработки, следующей за осаждением металла, целью которой является удаление материала подложки полимерного пеноматериала, присутствующего внутри, например, посредством пиролиза. Например, после завершения электроосаждения конечное металлизированное изделие может быть промыто, высушено и может быть термически обработано, например, чтобы разложить основное вещество полимера. В некоторых случаях изделие может быть отожжено, как, например, в восстановительной или инертной атмосфере. Такие технологии обработки хорошо известны в данной области техники. См., например, патент США №4978431, полное содержание которого включено ссылкой. После нанесения металла термическое разложение может быть проведено при температуре в диапазоне, например, от около 500°С до около 800°С в течение промежутка времени вплоть до около 3 часов, в зависимости от использованного пластикового пеноматериала (полимера). Отжиг может быть проведен любым известным способом. К примеру, в случае применения никеля он может быть проведен, например, в атмосфере водорода при температуре в диапазоне от около 800°С до около 1200°С в течение промежутка времени вплоть до около 30 мин. Условия термической обработки могут быть также выбраны такими, чтобы происходило спекание осажденного металла, вследствие чего структура является еще более механически упрочненной.
В соответствии с положениями законодательства здесь продемонстрированы и описаны отдельные варианты осуществления изобретения. Различные изменения могут быть внесены в изложенные здесь примеры и варианты осуществления изобретения, не выходя за рамки объема и существа изобретения, определенные в нижеследующей формуле изобретения. Например, могут быть включены многочисленные зоны электроосаждения добавлением дополнительных анодов, мимо которых проходит наклонная катодная полоса пеноматериала. Специалистам в данной области техники очевидно, что изменения могут быть внесены в форму изобретения, определенного формулой изобретения, и что некоторые признаки изобретения могут быть иногда выгодно использованы без соответствующего использования других признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ В БЛОКЕ ЭЛЕКТРООСАЖДЕНИЯ | 2008 |
|
RU2476630C2 |
| ЭЛЕКТРОЛИЗНАЯ ЯЧЕЙКА ДЛЯ ВОСПОЛНЕНИЯ КОНЦЕНТРАЦИИ ИОНОВ МЕТАЛЛОВ В СПОСОБАХ ЭЛЕКТРООСАЖДЕНИЯ | 2002 |
|
RU2302481C2 |
| ЭЛЕКТРОЛИТИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2109855C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ | 2009 |
|
RU2515718C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1996 |
|
RU2134311C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОРОШКОВ МЕТАЛЛОВ | 2010 |
|
RU2420613C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2126312C1 |
| СПОСОБ ДЛЯ ПОКРЫТИЯ ДВИЖУЩЕЙСЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПОКРЫТАЯ МЕТАЛЛИЧЕСКАЯ ПОЛОСА, ПРОИЗВЕДЕННАЯ ЭТИМ СПОСОБОМ | 2015 |
|
RU2690156C2 |
| СПОСОБ ЭЛЕКТРОПЛАКИРОВАНИЯ НЕПОКРЫТОЙ СТАЛЬНОЙ ПОЛОСЫ ПЛАКИРУЮЩИМ СЛОЕМ | 2017 |
|
RU2743357C2 |

Изобретение относится к области гальванотехники. Способ включает резервуар, анод, катод из полосы полимерного пеноматериала, который включает электропроводящий материал, и раствор электролита, при этом анод ориентируют в резервуаре, по существу, вертикально, а участок катода ориентируют под углом от около 1° до около 45° относительно вертикали. Технический результат: повышение равномерности покрытия, прочности готового изделия, стабильности размеров и коррозионной стойкости. 15 з.п. ф-лы, 6 ил.
1. Способ электроосаждения для покрытия пеноматериала, характеризующийся тем, что обеспечивают резервуар, анод, катод из полосы полимерного пеноматериала, который включает электропроводящий материал, и раствор электролита, при этом анод ориентируют в резервуаре, по существу, вертикально, а участок катода ориентируют под углом от около 1 до около 45° относительно вертикали.
2. Способ по п.1, в котором анод и катод, по существу, параллельны.
3. Способ по п.1, в котором катодом является непрерывная полоса пеноматериала, которую подают в резервуар, пропускают мимо анода и выводят из резервуара посредством одного или более направляющих устройств.
4. Способ по п.1, в котором обеспечивают второй анод, при этом пеноматериал размещают между первым и вторым анодами.
5. Способ по п.1, в котором анод и катод имеют соответствующие концы, к которым подводят электрический ток, и расстояние между катодом и анодом больше на концах, где подводят электрический ток, чем на противоположных концах, где ток не подводят.
6. Способ п.4, в котором аноды и катод имеют соответствующие концы, к которым подводят электрический ток, и расстояние между катодом и, по меньшей мере, одним из анодов больше на концах, где подводят электрический ток, чем на противоположных концах, где ток не подводят.
7. Способ по п.1, в котором раствор электролита содержит никель.
8. Способ по п.1, в котором анодом является корзина, содержащая никель.
9. Способ по п.1, в котором анод имеет треугольный профиль.
10. Способ п.6, в котором второй анод является скошенным, чтобы образовать большее расстояние.
11. Способ п.4, в котором первый анод помещают на более близком расстоянии к катоду, чем второй анод, для того, чтобы увеличить плотность тока на верхней поверхности пеноматериала относительно нижней поверхности пеноматериала.
12. Способ по п.11, в котором увеличенная плотность тока на верхней поверхности пеноматериала вызывает увеличенное количество осажденного металла в окрестности верхней поверхности по сравнению с нижней поверхностью.
13. Способ по п.4, в котором второй анод размещают на более близком расстоянии к катоду, чем первый анод, для того, чтобы увеличить плотность тока на нижней поверхности пеноматериала относительно верхней поверхности пеноматериала.
14. Способ по п.13, в котором увеличенная плотность тока на нижней поверхности пеноматериала вызывает увеличенное количество осажденного металла в окрестности нижней поверхности по сравнению с верхней поверхностью.
15. Способ по п.1, в котором анод и катод имеют соответствующие концы, к которым подводят электрический ток, и пористый непроводящий барьер помещают между анодом и катодом для уменьшения плотности тока между анодом и катодом.
16. Способ по п.15, в котором барьер перекрывает меньше чем около 75% длины анода.
| US 4978431, 18.12.1990 | |||
| US 6149781, 21.11.2000 | |||
| Способ получения открытоячеистого пенометалла | 1989 |
|
SU1724739A1 |
| Устройство для электрохимической обработки полосы | 1982 |
|
SU1142529A1 |

