Изобретение относится к области машиностроения, в частности к производству режущего инструмента для лезвийной обработки деталей из жаропрочных сплавов, а именно, к микротекстурированию поверхностного слоя керамических пластин электроэрозионной обработкой и может быть использовано на заключительном этапе изготовления сменных многогранных керамических пластин на основе α/β-модификаций спеченного сплава SiAlON.
По сравнению с широко используемыми для изготовления режущих пластин твердыми сплавами, инструментальная керамика на основе α/β-модификаций сплава SiAlON является более эффективным решением для высокопроизводительной обработки жаропрочных никелевых сплавов типа Inconel 718, широко используемых в промышленности для изготовления элементов газовых турбин, узлов авиационных двигателей и космических аппаратов, благодаря улучшенным механическим, антикоррозийным свойствам и структурной стабильности в условиях повышенных температур эксплуатации. Улучшенные механические свойства никелевых сплавов предопределяют повышенные теплосиловые нагрузки на инструмент, сопровождающие процессы их механической обработки, и способствуют интенсификации физико-химических процессов взаимодействия в зонах контакта задней поверхности режущих пластин с обрабатываемой заготовкой и передней поверхности со сходящей стружкой и высокоинтенсивному износу инструмента.
Как показывает производственный опыт, никелевые сплавы начинают разупрочняться при температурах более 800°С, соответствующих скоростям резания 300 м/мин и выше, после чего их механическая обработка сопровождается существенно меньшими теплосиловыми нагрузками на инструмент. В высокоскоростном диапазоне 300…450 м/мин керамика SiAlON может эксплуатироваться на операциях точения благодаря более высокой теплостойкости. Однако при всех очевидных преимуществах даже самые современные марки инструментальной керамики имеют склонность к хрупкому разрушению режущей части при токарной обработке на скоростях резания более 300 м/мин при увеличении подачи свыше 0,2 мм/об. Даже при выборе керамических пластин с усиленной геометрией и повышенной прочностью режущей кромки при указанных режимах наблюдаются высокие скорости износа режущей части, что связано с интенсивными процессами трения и адгезионного схватывания на задней поверхности пластины, контактирующей с обрабатываемой заготовкой, и на передней поверхности, соприкасающейся со сходящей стружкой. При этом изношенный участок задней поверхности пластины характеризуется наличием кратеров со следами адгезии, а на передней поверхности формируются достаточно большие углубления в виде лунок, которые часто приводят к микросколам и выкрашиваниям режущей кромки.
Поэтому разработка и применение инновационных технических решений, связанных с улучшением характеристик поверхностного слоя, направленных на снижение интенсивности процессов адгезионного схватывания и трения на контактных площадках и обеспечения повышенной износостойкости пластин из инструментальной керамики в процессе токарной обработки жаропрочных никелевых сплавов, сегодня является очень актуальным.
Перспективным технологическим решением, посредством которого можно достичь указанной цели, является микротекстурирование участков поверхностного слоя передней поверхности керамических пластин для получения специфической текстуры, представляющей собой, например, комплект углублений в виде глухих отверстий. Функциональным назначением углублений на передней поверхности является выполнение роли вместилищ для микрокапсулированных или консистентных смазок, которые предотвращают их вынос из зоны контакта сходящей стружкой и надежно удерживают на контактной площадке более длительное время, что обеспечивает значительное снижение интенсивности процессов трения и адгезионного схватывания стружки с передней поверхностью инструмента. С учетом размеров очага изнашивания на передней поверхности керамической пластины, который за один период стойкости при высокоскоростной токарной обработке никелевых сплавов с подачами свыше 0,2 мм/об доходит до 450 мкм, примером целесообразной текстуры может являться комплект из углублений в виде глухих отверстий (например, в количестве 25 штук), каждое из которых имеет диаметр 45-55 мкм и глубину 25-35 мкм.
Указанные текстуры могут быть получены посредством воздействия на поверхность материала мощным световым потоком при лазерной обработке или электрическими разрядами при электроэрозионной обработке. Преимуществом последней является более высокое качество обработанного поверхностного слоя (точность, чистота, однородность) и уменьшение времени обработки текстуры в виде комплекта углублений за один проход благодаря возможности использования электродов сложной конфигурации. Главным препятствием для практического применения для этих целей электроэрозионной обработки является крайне низкие стабильность протекания процесса электроэрозионной обработки и эффективность ее использования для обработки материалов с пониженной электропроводностью, в частности, спеченных керамических пластин на основе SiAlON. Для решения этой проблемы можно использовать принцип создания искусственной проводимости керамического материала посредством нанесения на обрабатываемую пластину электропроводного слоя. При таком подходе в начале обработки электрод-инструмент взаимодействует с токопроводящим слоем, в результате чего начинают отделяться электропроводные продукты эрозии. Их наличие в межэлектродном зазоре способствует созданию электрического разряда, который в свою очередь начинает выбивать микрочастицы материала с поверхности керамической пластины. Для повышения стабильности процесса искрообразования между электродом-инструментом и электродом-керамической пластины, дополнительно можно осуществлять подачу электропроводного мелкодисперсного порошка в рабочую диэлектрическую жидкость.
Таким образом, для формирования требуемой микротекстуры поверхностного слоя режущих пластин из инструментальной керамики необходимо предварительное нанесение электропроводных покрытий, например, на основе многокомпонентных термически стабильных нитридов системы Ti-Al-Cr. Указанные покрытия должны не только обеспечить повышение стабильности протекания процесса электроэрозионной обработки керамических пластин на основе SiAlON электрическими разрядами, но и решить другие важные задачи - повысить микротвердость рабочих поверхностей керамических пластин и снизить коэффициент трения в сравнении с исходным керамическим материалом. Нитридные покрытия можно рассматривать как твердый износостойкий слой между обрабатываемой заготовкой и керамической пластиной, частично изолирующий их друг от друга, замедляя процессы изнашивания пластин при токарной обработке жаропрочных никелевых сплавов по сравнению с инструментом без покрытий. Таким образом, предварительное нанесение покрытия на основе многокомпонентных нитридов с последующим микротекстурированием поверхностного слоя посредством воздействия электрическими разрядами в процессе электроэрозионной прошивки должно обеспечить взаимоусиливающий эффект и повысить стабильность протекания процесса электроэрозионной обработки керамических пластин с пониженной электропроводностью, увеличить износостойкость керамических пластин и снизить шероховатость поверхности обработанной заготовки при точении жаропрочных никелевых сплавов с увеличенными скоростями резания и подачами.
Известен способ электроэрозионной обработки глухих отверстий диаметром до 450 мкм в высокоплотной оксидно-карбидной керамике в электроимпульсном режиме при электроэрозионной обработке, при которой съем материала с заготовки осуществляется в результате многочисленных разрядов в зазоре, заполненном рабочей жидкостью, между электродом-инструментом в виде стержня из карбида вольфрама и керамической заготовкой, являющейся катодом, при напряжении пробоя 40-100 В, коэффициенте усиления напряжения 10-100, силе пикового тока 20-60 А и рабочем напряжении 90-160 В (Григорьев С.Н., Кузин В.В., Федоров С.Ю., Салаи Тибор, Фаркаш Балаж. Технологические особенности электроэрозионной обработки отверстий малого диаметра в высокоплотной керамике. Часть 1 // Новые огнеупоры. 2014. №7. С. 52-56). Известный способ за счет применения электроимпульсного режима обеспечивает высокую скорость съема материала (в 8-10 раз, превышающую производительность электроискрового режима).
Недостатком данного способа является низкая точность формируемых отверстий, низкая производительность при необходимости формирования комплекта микроуглублений, так как используемый стержень-электрод за единичный проход способен образовать одно отверстие. Кроме того, предназначением данного способа является его использование для пластин из инструментальной оксидно-карбидной керамики, содержащей 30% карбида титана, который обеспечивает заметно большую электропроводность обрабатываемой керамической заготовки по сравнению с пластинами на основе α/β-модификаций керамического сплава SiAlON.
Другим способом, известным из уровня техники, является способ текстурирования поверхности сложной конфигурации в виде системы отстоящих друг от друга впадин электроэрозионной прошивкой, заключающийся в воздействии на обрабатываемую поверхность импульсным током с заданными длительностью импульса, мощностью и плотностью рисунка при использовании электрода-инструмента, выполненного с двумя рабочими поверхностями из зерен порошкового металла, а поверхность обоих торцов в виде дополнительно сформированных прототипированием на их поверхностях выпуклых элементов, форму которых выполняют в зависимости от сложности профиля поверхности обрабатываемого материала (Патент РФ №2721245, опубл. 18.05.2020). Данный способ за счет использования специального электрода-инструмента позволяет упростить технологию текстурирования, управляемость процессом, позволяет за один прием обработать всю поверхность сложной конфигурации и не ограничивает возможности получения на поверхности любого типа рисунка.
Недостатком данного способа является то, что формируемая текстура в виде системы отстоящих друг от друга впадин находится в миллиметровом диапазоне и используемый электрод-инструмент не позволяет формировать углубления в микрометровом диапазоне. Кроме того, предназначением данного способа является его использование исключительно для обработки металлических деталей, имеющих повышенную электропроводность, и невозможность использования для текстурирования пластин на основе α/β-модификаций керамического сплава SiAlON.
Известен способ формирования микроуглублений в поверхностном слое керамики с пониженной электропроводностью на основе оксидов системы Al2O3-ZrO2 методом электроэрозионной обработки в масляной среде на копировально-прошивном станке, заключающийся в предварительном нанесении на поверхность обрабатываемой заготовки электропроводного слоя фольги, обеспечивающего образование начальной искры, и последующей подачей в зону искрообразования мелкодисперсного металлического порошка, наличие которого в зоне разряда интенсифицирует процесс искрообразования при обработке диэлектрика и формирование зоны разрушения до 50 мкм (Абляз Т.Р., Иванов В.А., Матыгуллина Е.В., Аликин Е.С. Разработка технологии электроэрозионной обработки керамики // Современные проблемы науки и образования. 2014. №6. С. 108). Известный способ за счет формирования металлизированного слоя на поверхности керамики и подачи металлического порошка в зону обработки обеспечивает устойчивый процесс искрообразования между электродом-инструментом и электродом-керамической заготовкой. Недостатками указанного способа являются отсутствие эффекта при использовании для целей повышения износостойкости керамических пластин, работающих в условиях повышенных теплосиловых нагрузок. Формируемое электропроводное покрытие в виде фольги позволяет лишь повысить устойчивость процесса искрообразования, но не обеспечивает повышение твердости контактных площадок пластины и не снижает интенсивность их изнашивания в процессе эксплуатации; низкая производительность и увеличение времени технологического процесса при необходимости формирования комплекта микроуглублений, так как используемый электрод-инструмент за единичный проход способен образовать одно углубление; отсутствие установленных рациональных технологических параметров электроэрозионной обработки на копировально-прошивном станке, обеспечивающих текстурирование углублений требуемых размеров в поверхностном слое керамической заготовки.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой, включающий нанесение создающего искусственную проводимость электропроводного слоя и последующую электроэрозионную прошивку текстуры в виде микроуглублений на быстроизнашивающихся при эксплуатации участках электрода-керамической пластины посредством воздействия на нее импульсными электрическими разрядами, возникающими между пластиной и электродом-инструментом, при силе рабочего тока 1,0 А, частоте импульсов тока 20 кГц, рабочем напряжении 70-108 В, межэлектродном зазоре 0,005-0,006 мм в среде диэлектрика с добавками 30 г/л частиц электропроводного порошка (Verma S., Satsangi P.S., Chattopadhyay K.D. Creating Productive Conditions for Electric Discharge Machining of Non-conductive Ceramics. In Advances in Materials and Manufacturing Engineering. Lecture Notes in Mechanical Engineering; Li L., Pratihar D., Chakrabarty S., Mishra P., Eds.; Springer, Singapore, 2020; pp. 387-396). Известный способ за счет формирования слоя медной фольги толщиной 60 мкм на поверхности керамических образцов на основе SiAlON и подачи в зону обработки графитового порошка с размерами частиц 30-40 мкм посредством его добавления в диэлектрическую жидкость повышает устойчивость процесса искрообразования между медным электродом-инструментом в виде стрежня и электродом-керамической заготовкой.
Недостатками данного способа, в том числе технической проблемой, являются:
- отсутствие требуемого эффекта при использовании для целей повышения износостойкости керамических пластин, работающих в условиях повышенных теплосиловых нагрузок, так как формируемое электропроводное медное покрытие позволяет лишь повысить устойчивость процесса искрообразования в процессе электроэрозионной обработки, но не обеспечивает повышение твердости контактных площадок пластины, не может сдерживать развитие очагов износа в процессе эксплуатации и соответственно не способно повысить износостойкость инструмента и снизить шероховатость обработанной поверхности;
- низкая производительность и увеличение времени технологического процесса при необходимости формирования комплекта микроуглублений, так как используемый стержневой электрод-инструмент за единичный проход способен образовать одно углубление;
- формирование в зоне обработки неорганического диэлектрического соединения на основе карбида алюминия за счет химического взаимодействия углерода, присутствующего в рабочей жидкости, содержащей графит, и алюминия, входящего в состав керамического образца, что может нарушить условия пробоя между электродами и снизить устойчивость искрообразования.
В основу заявленного изобретения был положен технический результат - повышение стабильности протекания процесса электроэрозионной обработки керамических пластин с пониженной электропроводностью на основе α/β-модификаций сплава SiAlON, увеличение их износостойкости и снижение шероховатости поверхности обработанной заготовки при точении жаропрочных никелевых сплавов типа Inconel 718 на скоростях резания более 300 м/мин при увеличении подачи свыше 0,2 мм/об.
Технический результат достигается тем, что в способе микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой, включающем нанесение создающего искусственную проводимость электропроводного слоя и последующую электроэрозионную прошивку текстуры в виде микроуглублений на быстроизнашивающихся при эксплуатации участках электрода-керамической пластины посредством воздействия на нее импульсными электрическими разрядами, возникающими между пластиной и электродом-инструментом, при силе рабочего тока 1,0 А, частоте импульсов тока 20 кГц, рабочем напряжении 70-108 В, межэлектродном зазоре 0,005-0,006 мм в среде диэлектрика с добавками 30 г/л частиц электропроводного мелкодисперсного порошка, электроэрозионную прошивку проводят в рабочей жидкости, содержащей добавки мелкодисперсных частиц оксида циркония, электродом-инструментом, выполненным в виде скрепленных механически и скрученных нитей вольфрама, а перед прошивкой на рабочих поверхностях электрода-керамической пластины формируют электропроводные многокомпонентные нитридные покрытия вакуумно-дуговым испарением катодов на основе титана, хрома, алюминидов титана и силумина и конденсацией испаряемого материала на поверхность пластин в азото-аргоновой газовой смеси.
Изобретение поясняется графическими изображениями.
На фиг. 1 - принципиальная схема процесса электроэрозионной обработки импульсными электрическими разрядами, возникающими между электродом-инструментом и электродом-керамической пластиной, для формирования микротекстуры на быстроизнашивающемся участке пластины.
На фиг. 2 - спектры виброакустического сигнала при электроэрозионной прошивке глухих микроотверстий в образце из керамики на основе SiAlON в низкочастотном и высокочастотном диапазонах при нестабильном протекании процесса в отсутствии электропроводного покрытия и при стабильном протекании процесса при наличии электропроводного покрытия.
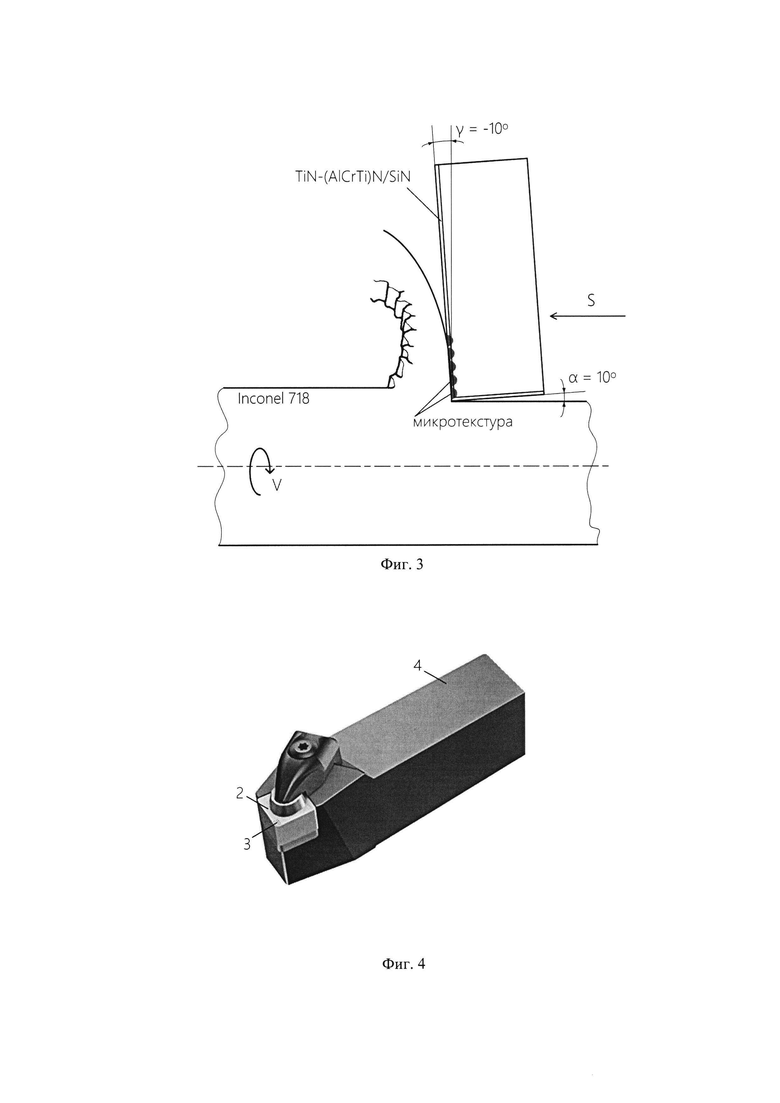
На фиг. 3 - иллюстрация функции покрытия и микроуглублений с размещенной смазкой в процессах трения и адгезионного взаимодействия на поверхностях режущей пластины из керамики при точении никелевого сплава.
На фиг. 4 - конструкция сборного токарного резца, используемого при проведении испытаний, в котором квадратная керамическая пластина со сформированной микротекстурой плотно прижата прихватом сверху к державке.
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой включает нанесение создающего искусственную проводимость электропроводного слоя и последующую электроэрозионную прошивку текстуры в виде микроуглублений на быстроизнашивающихся при эксплуатации участках электрода-керамической пластины посредством воздействия на нее импульсными электрическими разрядами, возникающими между пластиной и электродом-инструментом, при силе рабочего тока 1,0 А, частоте импульсов тока 20 кГц, рабочем напряжении 70-108 В, межэлектродном зазоре 0,005-0,006 мм в среде диэлектрика с добавками 30 г/л частиц электропроводного мелкодисперсного порошка, при этом электроэрозионную прошивку проводят в рабочей жидкости, содержащей добавки мелкодисперсных частиц оксида циркония, электродом-инструментом, выполненным в виде скрепленных механически и скрученных нитей вольфрама, а перед прошивкой на рабочих поверхностях электрода-керамической пластины формируют электропроводные многокомпонентные нитридные покрытия вакуумно-дуговым испарением катодов на основе титана, хрома, алюминидов титана и силумина и конденсацией испаряемого материала на поверхность пластин в азото-аргоновой газовой смеси.
Пример осуществления способа.
Образцы четырехгранных режущих пластин квадратной формы со стороной 12,7 мм и толщиной 4,76 мм из спеченной инструментальной керамики SiAlON, содержащей α-модификацию (объемная доля 80%), β-модификацию (объемная доля 15%) и нитрид титана TIN (объемная доля 5%), для нанесения на контактные площадки электропроводного двухслойного покрытия TiN-(AlCrTiN)/SiN, состоящего из внутреннего адгезионного слоя TiN и наружного износостойкого слоя (AlCrTi)N/SiN, размещаются на поворотном столе вакуумной камеры установки электродугового испарения, например серии PLATIT, АПП-Станкин и др., конструкция которой предусматривает наличие системы минимизации микрокапельной составляющей в осаждаемых покрытиях, не менее четырех испарителей с катодами на основе Ti, Cr, Al-Ti (объемная доля Ti 45…50%) и Al-Si (объемная доля Si 15…20%) и систему газонапуска, имеющую не менее двух каналов.
Очистку пластин, необходимую для достижения хорошей адгезии осаждаемого покрытия, осуществляют ионами аргона с энергией 450-550 эВ при давлении 0,8-1,1 Па посредством несамостоятельного газового разряда, зажигаемого между катодами, при подаче на поворотный стол с керамическими пластинами отрицательного напряжения 400-500 В. Электронный поток между катодами создает плазму высокой плотности, посредством которой поверхность пластин в течение 15-20 мин очищается от загрязнений и окислов перед осаждением покрытия. После завершения очистки при давлении 1,5-1,8 Па, плавно уменьшаемом до 1,0-1,1 Па, из катода на основе Ti производится формирование адгезионного слоя TiN при напуске в камеру газовой смеси азота (объемная доля 80-90%) и аргона и подаче на поворотный стол с керамическими пластинами отрицательного напряжения 500-550 В при токе дуги на катоде 100-110 А. Время выдержки при осаждении слоя составляет 20-30 мин, что обеспечивает толщину слоя 1,5-2,0 мкм. Затем производится формирование наружного износостойкого слоя (AlCrTi)N/SiN из катодов на основе Cr, Al-Ti, Al-Si при токах дуги 80-85 А, 90-95 А и 75-80 А соответственно. Наружный слой имеет нанакомпозитную структуру, при его осаждении не происходит полного смешивания компонентов Al, Cr, Ti, и Si, а формируются двухфазная структура, в которой аморфная матрица SiN обволакивает нанокристаллы (AlCrTi)N, предотвращая их рост и обеспечивая улучшенные механические характеристики. Время выдержки при осаждении слоя составляет 70-90 мин, что обеспечивает толщину 3,5-5 мкм.
Для последующего формирования на передней поверхности керамической пластины с электропроводным износостойким покрытием TiN-(AlCrTi)N/SiN текстуры, представляющей собой двадцать пять углублений в виде глухих отверстий диаметром 50±5 мкм и глубиной 30±5 мкм образцы размещают в приспособлении на столе электроэрозионного прошивного станка, а в рабочую диэлектрическую жидкость для повышения устойчивости процесса искрообразования дополнительно вводятся мелкодисперсные частиц оксида циркония (30 г/л), проводимость которых улучшается при высоких температурах. Добавка указанных частиц исключает формирование в зоне обработки диэлектрических соединений, например, карбида алюминия, не нарушает условия пробоя между электродами и повышает устойчивость искрообразования.
Фиг. 1 иллюстрирует принципиальную схему процесса электроэрозионной обработки, при которой посредством воздействия импульсными электрическими разрядами, возникающими между электродом-инструментом 1 и электродом-керамической пластиной 2, на участке передней поверхности пластины производят формирование микротекстуры 3 в виде комплекта углублений из глухих отверстий. Адаптивно регулируемый межэлектродный зазор между многократно используемым по мере износа электродом-инструментом, представляющим собой скрепленные механически и скрученные нити вольфрама диаметром 40-50 мкм, зафиксированным в держателе электродов прошивного станка, и электродом-керамической пластиной составляет 0,005-0,006 мм. Рациональными режимами, при которых следует производить микротекстурирование, являются рабочее напряжении 70-108 В, частота импульсов тока 20 кГц, сила рабочего тока 1,0 А. Сформированная микротекстура заполняется высокотемпературной смазкой, например, Orbicut, Molykote и используется в процессе точения жаропрочных никелевых сплавов типа Inconel 718.
Для оценки влияния предварительно нанесенного электропроводного покрытия на стабильность протекания процесса электроэрозионной обработки керамических пластин с пониженной электропроводностью, использовалась методика контроля, основанная на измерении и оценке уровня амплитуды виброакустического сигнала, являющегося хорошо зарекомендовавшем себя средством диагностики условий взаимодействия электрода-инструмента и электрода-заготовки. Во время короткого замыкания или отсутствия электрического разряда спектр виброакустического сигнала значительно отличается от соответствующего спектра при стабильном характере протекания процесса.
Фиг. 2 демонстрирует, что спектры виброакустического сигнала при электроэрозионной прошивке глухих микроотверстий в образце из керамики на основе SiAlON в низкочастотном и высокочастотном диапазонах без предварительно сформированного электропроводного покрытия в несколько раз превышают амплитуду сигнала при обработке пластины с электропроводным многокомпонентным нитридным покрытием. Это свидетельствует о том, что в процессе электроэрозионной прошивки предварительное нанесение покрытия на электрод-заготовку обеспечивает существование электрического разряда и более стабильное протекание процесса.
Фиг. 3 наглядно иллюстрирует функции электропроводного износостойкого покрытия и сформированных микроуглублений с размещенной смазкой в процессах трения и адгезионного взаимодействия на рабочих поверхностях режущей пластины из керамики при точении, заключающиеся в снижении интенсивности процессов трения и адгезионного схватывания стружки с передней поверхностью и обрабатываемой заготовки из сплава Inconel 718 с задней поверхностью инструмента, что обеспечивает их защиту от интенсивного изнашивания.
На основе экспериментального анализа механизма изнашивания и оценки размерного износа передней поверхности керамических пластин, выбирается целесообразная текстура, формируемая электроэрозионной прошивкой, которая представляет собой, например, прямоугольную площадку длиной и шириной 350-450 мкм, на которой расположены двадцать пять углублений в виде глухих отверстий диаметром 45-55 мкм и глубиной 25-35 мкм. Количество таких микротекстур на каждой пластине определяется количеством режущих граней и в данном случае составляет четыре штуки.
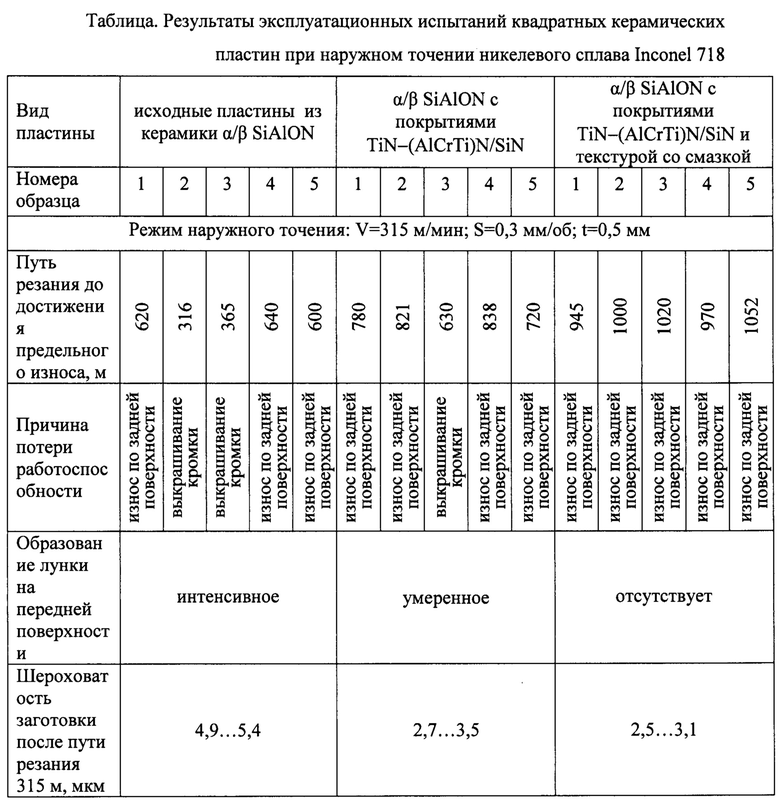
Эксплуатационные испытания квадратных керамических пластин, прошедших нанесение электропроводного износостойкого покрытия TiN-(AlCrTi)N/SiN общей толщиной 6 мкм и последующую электроэрозионную прошивку микротекстуры из двадцати пяти углублений в виде глухих отверстий, производили при наружном точении цилиндрического прутка диаметром 80 мм из сплава Inconel 718 на универсальном токарно-винторезном станке ZMM Sliven CU 500-М RD, оснащенном частотным преобразователем, при скорости резания V=315 м/мин, подачи S=0,3 мм/об и глубине резания t=0,5 мм. На фиг. 4 изображена конструкция сборного токарного резца, используемого при проведении испытаний, в котором квадратная керамическая пластина 2 со сформированной микротекстурой 3 плотно прижата прихватом сверху к державке 4. Конструкция сборного резца обеспечивала следующую геометрию керамических пластин - передний угол γ=-10°, задний угол α=10°. Испытывались три вида пластин: 1) исходные пластины без покрытия и текстурирования: 2) пластины, на рабочие поверхности которых было нанесено износостойкое электропроводное покрытие TiN-(AlCrTi)N/SiN; 3) пластины с износостойким электропроводным покрытием TiN-(AlCrTi)N/SiN и микротекстурой в виде глухих отверстий, в которых была размещена смазка Molykote.
За критерий потери работоспособного состояния был принят предельный износ режущих пластин по задней поверхности, равный 0,45 мм. Для количественной оценки износа использовался металлографический оптический микроскоп StereoDiscovery, предназначенный для измерения линейных размеров. Износостойкость инструмента определялась как путь резания до достижения инструментом предельного износа. Через каждые 315 м процесс точения останавливали и контролировали значение износа. По окончании эксперимента для каждого вида керамических пластин строили кривую зависимости износа по задней поверхности от пути резания, на основании которой вычисляли значение стойкости. Кроме того, в процессе экспериментов оценивались шероховатость обработанной заготовки из никелевого сплава.
При режимах обработки V=315 м/мин, S=0,3 мм/об, t=0,5 мм средняя стойкость исходных керамических пластин составила 508 м, но наблюдались случаи потери работоспособного состояния вследствие выкрашивания, что указывает на невысокую надежность инструмента при точении никелевых сплавов с увеличенными скоростями и подачами. При этом наблюдалось интенсивное лункообразование на передней поверхности, а шероховатость обработанной заготовки составила 4,9…5,4 мкм. После нанесения покрытия средняя стойкость керамических пластин увеличилась и составила 757 м, сократились случаи хрупкого разрушения режущей кромки. На передней поверхности наблюдалось менее интенсивное лункообразование, а шероховатость обработанной поверхности снизилась и составила 2,7…3,5 мкм. Использование керамической пластины с покрытием и микротекстурой, в которой размещена смазка, блокирует процесс лункообразования, обеспечивает увеличение средней стойкости до 997 м. При этом случаев хрупкого разрушения выявлено не было, а шероховатость обработанной поверхности снизилась и составила 2,5…3,1 мкм.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - повышение износостойкости режущих пластин на основе α/β-модификаций керамического сплава SiAlON, а также снижение шероховатости поверхности обработанной заготовки в процессе точения жаропрочных никелевых сплавов типа Inconel 718 на скоростях резания более 300 м/мин при увеличении подачи свыше 0,2 мм/об за счет микротекстурирования керамических пластин электроэрозионной обработкой, предусматривающей нанесение на контактные площадки электропроводного износостойкого покрытия и последующее воздействие на поверхностный слой электрическими разрядами в процессе электроэрозионной прошивки для формирования на передней поверхности комплекта углублений в виде глухих отверстий диаметром для размещения в них микрокапсулированных или консистентных смазок на основе металлических нанопорошков и их удерживания в процессе резания.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его реализации предназначен для повышения стабильности протекания процесса электроэрозионной обработки керамических пластин с пониженной электропроводностью на основе α/β-модификаций сплава SiAlON, повышения их износостойкости и снижения шероховатости поверхности обрабатываемой заготовки при точении жаропрочных никелевых сплавов с увеличенными скоростями резания и подачами за счет выполнения микротекстурирования керамических пластин электроэрозионной обработкой, предусматривающей нанесение на контактные площадки электропроводного двухслойного покрытия на основе нитридов TiN-(AlCrTi)N/SiN посредством вакуумно-дугового испарения катодов из тугоплавких соединений в азото-аргоновой среде и последующее воздействие на поверхностный слой электрическими разрядами в процессе электроэрозионной прошивки для формирования на передней поверхности комплекта углублений в виде глухих отверстий диаметром 45-55 мкм и глубиной 25-35 мкм для размещения в них микрокапсулированных или консистентных смазок на основе металлических нанопорошков и их удерживания в процессе резания;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании | 2019 |
|
RU2712154C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Способ изготовления турбинной лопатки с перфорационными охлаждающими отверстиями и термобарьерным покрытием | 2022 |
|
RU2800698C1 |
| Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов | 2021 |
|
RU2795971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ФРЕЗ | 2012 |
|
RU2596545C2 |
| Способ получения керамического композита на основе нитрид кремния-нитрид титана | 2022 |
|
RU2784667C1 |
| РЕЖУЩАЯ ПЛАСТИНА С КЕРАМИЧЕСКИМ ПОКРЫТИЕМ | 2008 |
|
RU2456126C2 |

Изобретение относится к области машиностроения, в частности к микротекстурированию поверхностного слоя керамических пластин электроэрозионной обработкой, и может быть использовано на заключительном этапе изготовления сменных многогранных керамических пластин на основе α/β-модификаций спеченного сплава SiAlON. В способе на поверхности керамической пластины формируют электропроводное многокомпонентное нитридное покрытие вакуумно-дуговым испарением катодов на основе титана, хрома, алюминидов титана и силумина и конденсацией испаряемого материала на поверхность пластин в азотоаргоновой газовой смеси. После осуществляют электроэрозионную прошивку текстуры в виде микроуглублений на быстроизнашивающихся при эксплуатации участках керамической пластины, при этом используют электрод-инструмент, выполненный в виде скрепленных механически и скрученных нитей вольфрама. Электроэрозионную прошивку осуществляют при силе рабочего тока 1,0 А, частоте импульсов тока 20 кГц, рабочем напряжении 70-108 В, межэлектродном зазоре 0,005-0,006 мм в среде диэлектрика с добавкой 30 г/л мелкодисперсных частиц оксида циркония. Техническим результатом является повышение стабильности протекания процесса электроэрозионной обработки керамических пластин, увеличение износостойкости и снижение шероховатости поверхности обработанных керамических пластин. 4 ил., 1 табл., 1 пр.
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой, включающий нанесение создающего искусственную проводимость электропроводного покрытия и последующую электроэрозионную прошивку текстуры в виде микроуглублений на быстроизнашивающихся при эксплуатации участках керамической пластины посредством воздействия на нее импульсными электрическими разрядами, возникающими между электродом-керамической пластиной и электродом-инструментом, при силе рабочего тока 1,0 А, частоте импульсов тока 20 кГц, рабочем напряжении 70-108 В, межэлектродном зазоре 0,005-0,006 мм в среде диэлектрика с добавками 30 г/л частиц электропроводного мелкодисперсного порошка, отличающийся тем, что электроэрозионную прошивку проводят в рабочей диэлектрической жидкости, содержащей добавки мелкодисперсных частиц оксида циркония, электродом-инструментом, выполненным в виде скрепленных механически и скрученных нитей вольфрама, а перед прошивкой на рабочих поверхностях электрода-керамической пластины формируют электропроводное многокомпонентное нитридное покрытие вакуумно-дуговым испарением катодов на основе титана, хрома, алюминидов титана и силумина и конденсацией испаряемого материала на поверхность пластин в азотоаргоновой газовой смеси.
| Verma S | |||
| et.al | |||
| Creating Productive Conditions for Electric Discharge Machining of Non-conductive Ceramics | |||
| In Advances in Materials and Manufacturing Engineering | |||
| Lecture Notes in Mechanical Engineering; Springer, Singapore, 10.01.2020, pp | |||
| Аппарат для получения газа под высоким давлением для работы в поршневом или турбинном двигателе | 1922 |
|
SU387A1 |
| СПОСОБ ТЕКСТУРИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛА | 2019 |
|
RU2721245C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| EP 1864742 A1, 12.12.2007 | |||
| Индикатор засоренности воздухоочистителя для двигателя внутреннего сгорания | 1989 |
|
SU1837114A1 |

