Изобретение относится к прокатному оборудованию и может быть использовано при производстве сортовых гнутых профилей.
Такие профили изготавливаются на многоклетевых станах дуо, т.е. содержащих двухвалковые рабочие клети, в которых производится последовательное формоизменение полосовой заготовки путем постепенной подгибки ее элементов до заданного поперечного сечения. Наибольшее распространение получили профилегибочные станы с непрерывным и комбинированным процессами, особенности которых достаточно подробно описаны, например, в книге под ред. И.С. Тришевского. Производство гнутых профилей (оборудование и технология). М.: Металлургия, 1982, с. 71-78 и 83-90. Как правило, первая клеть стана - задающая, с гладкими валками, а последующие клети - формующие, с калиброванными валками, и между каждой парой смежных клетей установлены вертикальные ролики.
Известен профилегибочный стан, у которого каждая предыдущая по ходу прокатки клеть наклонена к оси прокатки в направлении последующей клети на угол, определяемый в зависимости от некоторых параметров стана (см. а.с. СССР N 680781, кл. B 21 D 5/14 от 07.04.77 г.). Известен также стан холодного профилирования, имеющий пару валков, формующих в поперечном (по ширине полосы) направлении, пару промежуточных продольно формующих (по длине полосы) валков и пару дополнительных валков для подгибки кромок (см. пат. США N 4176539, кл. B 21 D 5/06 от 16.03.78 г.).
Недостатком известных станов является невозможность мобильного устранения таких дефектов, как волнистость кромок и трещинообразование при профилировании и профилактики этих дефектов, что обусловлено отсутствием на станах соответствующего оборудования.
Наиболее близким аналогом к заявляемому объекту является непрерывный профилегибочный стан 1-4х50-300, описанный в книге А.П. Чекмарева и В.Б. Калужского. Гнутые профили проката. М.: Металлургия, 1974, с. 30-32, рис. 10 и 11.
Этот стан для производства сортовых гнутых профилей содержит последовательно установленные задающую (с гладкими валками), формующие (с калиброванными валками) клети дуо с нажимными устройствами и вертикальные ролики, расположенные между клетями, и характеризуется наличием правильно-калибровочных клетей, а также универсальных клетей, имеющих горизонтальные и вертикальные валки. Недостатком такого стана также является невозможность быстрого устранения и профилактики волнистости кромок и трещинообразования при профилировании, что снижает производительность и выход годного и повышает трудозатраты.
Указанные дефекты гнутых профилей являются следствием чрезмерных растягивающих напряжений при подгибке элементов полосовой заготовки, обусловленных применением режимов профилирования (углов и радиусов изгиба), не соответствующих толщине заготовки и ее механическим свойствам. Эти свойства полосовой стали могут изменяться в достаточно широких пределах по длине рулонной заготовки. Например, пластичность передних и задних концов такой заготовки ниже, чем у средних (по длине участков полосы, что объясняется особенностями горячей прокатки полосового металла.
Технической задачей предлагаемого изобретения является повышение качества гнутых сортовых профилей и снижение трудозатрат при их производстве.
Для решения этой задачи у профилегибочного стана, преимущественно непрерывного типа, для производства сортовых профилей, содержащего последовательно установленные задающую и формующие клети дуо с нажимными устройствами и вертикальные ролики, расположенные между клетями, имеются одна или две резервные клети, выполненные с быстродействующим нажимным устройством и с возможностью свободного прохождения профилируемой полосы между валками, а между задающей клетью и установленными за ней вертикальными роликами дополнительно содержится электромагнитный прибор неразрущающего контроля механических свойств заготовки, электрически связанный с нажимными устройствами резервных клетей, и при профилировании швеллеров резервная клеть установлена только после второй формующей клети.
Сущность заявляемого технического решения состоит, во-первых, в том, что при профилировании полосовой заготовки непрерывно, с помощью вышеназванного прибора, определяются основные свойства металла (предел текучести, временное сопротивление и относительное удлинение), характеризующие его пластические свойства, т. е. способность к деформированию без появления вышеназванных дефектов. Во-вторых, стан содержит одну-две резервные клети, которые могут оперативно включаться в работу при недостаточной пластичности заготовки, уменьшая частные (за один проход) углы подгибки и возникающие при деформации напряжения.
Для того, чтобы резервные клети включались в работу без остановки стана, они должны быть оснащены быстродействующими нажимными устройствами (например, гидравлического типа), позволяющими при получении соответствующего сигнала от прибора немедленно опускать верхний валок до требуемого положения, обеспечивающего подгибку заготовки на заданный угол. Местоположение прибора неразрушающего контроля за первой (задающей) клетью стана объясняется тем, что заготовка в зоне действия прибора должна быть, по возможности плоской и тем, что гладкие валки, создающие "подпор" полосы, задаваемой в формующие клети, могут частично деформировать (обжимать) металл, изменяя его механические характеристики. Достаточно близко расположенные к прибору вертикальные ролики обеспечивают устойчивость движущейся полосы в вертикальной плоскости в необходимых пределах.
Местоположение резервной клети (клетей) зависит от вида профиля и от величины суммарных углов подгибки, при которых наиболее часто наблюдается трещинообразование и волнистость кромок, так как при критических свойствах металла, вызывающих этот дефект, необходимо вместо одного прохода сделать два с меньшими частными углами подгибки.
На чертеже схематично показан заявляемый профилегибочный стан (римские цифры - номера клетей, стрелкой показано направление профилирования).
Стан содержит последовательно расположенные рабочие клети дуо 1, между которыми расположены вертикальные ролики 2, обеспечивающие устойчивую задачу формуемой заготовки 3 в калибры клетей. В промежутке между I клетью с гладкими валками (задающей) и вертикальными роликами установлен прибор 4 контроля мехсвойств профилируемой полосы, который электрически связан с нажимными устройствами 5 резервных клетей IV и VI (заштрихованы).
Стан работает следующим образом. Профилируемая полоса после задающей клети проходит в непосредственной близости от прибора 4, постоянно определяющего ее мехсвойства. При переходе этих свойств через заданную предельную величину прибор подает сигнал (импульс) на быстродействующие нажимные устройства 5 одной или двух резервных клетей. Эти устройства перемещают вниз верхние валки 6 резервных клетей, обеспечивая требуемый для профилирования межвалковый зазор - происходит дополнительная подгибка элементов заготовки, уменьшающая частные углы подгибки.
При изменении свойств движущейся заготовки до требуемых величин прибор снова дает импульс нажимным устройством резервных клетей - происходит подъем валков этих клетей на исходную высоту, обеспечивающую беспрепятственное прохождение полосы между валками, т.е. профилирование ведется с увеличенными частными углами подгибки.
Очевидно, что кратковременное использование резервных клетей ведет к уменьшению износа их валков, т.е. к уменьшению расхода валков в целом по стану. Кроме того, сокращаются простои стана, связанные с устранением вышеназванных дефектов, и увеличивается выход качественного металла.
Опытную проверку заявляемого объекта осуществляли на непрерывном профилегибочном агрегате 1-4х5-300 ЗАО "Прокат - гнутый профиль" ОАО "Магнитогорский меткомбинат". С этой целью две клети стана использовались как резервные (причем, их местоположение по ходу профилирования менялось) и они были оснащены быстродействующими нажимными устройствами, позволяющими вводить эти клети в действие в течение 1,0 - 1,5 с (при скорости прокатки 1,5 - 2,5 м/с).
Неразрушающий контроль мехсвойств низкоуглеродистой полосовой заготовки ( σв ≤ 465 МПа) из горячекатаной стали осуществлялся с помощью прибора (установки) непрерывного действия ИМПОК-1, расположенной после задающей клети (описание этого электромагнитного прибора можно найти, например, в журнале "Сталь", 1990, N 4, с. 78-80). Профили различного вида (швеллерные, корытные м C-образные) толщиной 2 - 4 мм формировались в различном количестве клетей (от 7 до 10).
Было установлено, что при формовке швеллерных профилей с углами подгибки 0o--->12o--->30o--->50o--->65o--->80o --->88o--->90o достаточно иметь одну резервную клеть (с углом подгибки 40o), расположенную после второй формующей клети (на чертеже I-III), что предотвращает появление трещин и волнистости на профилях, формуемых из участков заготовки с пониженной пластичностью. Для профилей более сложных сечений необходимы две резервные клети, местоположение которых на стане зависит от конфигурации и размеров сечения.
Сравнительный технико-экономический анализ показал, что при профилировании без использования прибора неразрушающего контроля и резервных клетей (т.е. на стане, взятом в качестве ближайшего аналога - см. выше) расход валков возрастает на 10-12%, а трудозатраты (стоимость передела), в среднем, на 15% при увеличении расхода металла (заготовки) почти на 2%.
Таким образом, опыты подтвердили приемлемость заявляемого объекта для решения поставленной задачи и его преимущества перед известным профилегибочным станом.
Примеры конкретного выполнения
2 1. Профилегибочный стан 1-4х50-300 для производства швеллеров по схеме 0o--->12o--->30o--->50o--->65o---> 80o--->88o--->90o содержит дополнительную резервную клеть, установленную после второй формующей клети и снабженную быстродействующим нажимным устройством; резервная клеть осуществляет (при введении ее в действие) подгибку полок швеллера на 40o.
Между задающей клетью I и вертикальными роликами (см. чертеж) перед первой формующей клетью II установлен электромагнитный прибор ИМПОК-I для непрерывного контроля механических свойств формуемой заготовки, электрически связанный с нажимным устройством резервной клети, скорость профилирования - до 2,5 м/с.
Тот же стан производят корытные профили по схеме 0o--->10o--->18o--->42o--->66o --->78o--->88o--->90o (горизонтальные полки во всех проходах параллельны стенке профиля). Две резервные клети установлены после 2-й и 3-й формующих клетей (соответственно, III и V на чертеже) и могут осуществлять подгибку на углы, соответственно, 30o и 54o. Прибор неразрушающего контроля ИМПОК-I расположен после задающей клети стана, скорость профилирования - до 2 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства сортовых гнутых профилей проката. Стан содержит последовательно установленные задающую и формующие клети дуо с нажимными устройствами и вертикальные ролики, расположенные между клетями одну или две резервные клети, выполненные с быстродействующим нажимным устройством и с возможностью свободного прохождения профилируемой полосы между валками, размещенный между задающей клетью и установленными за ней вертикальными роликами электромагнитный прибор неразрушающего контроля механических свойств заготовки, электрически связанный с нажимным устройством каждой резервной клети. При профилировании равнополочных швеллеров резервная клеть установлена только после второй формующей клети. Стан является профилегибочным станом непрерывного типа. При профилировании с прибором неразрушающего контроля и резервными клетями повышается качество гнутых сортовых профилей и снижаются трудозатраты. 2 з.п.ф-лы, 1 ил.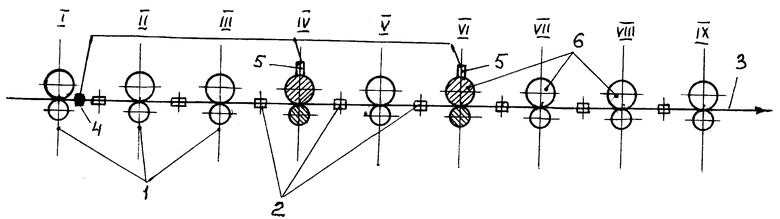
| ЧЕКМАРЕВ А.П | |||
| Гнутые профили проката | |||
| - М.: Металлургия, 1974, с.30 - 32, рис.10, 11 | |||
| Стан для изготовления профилей высокой жесткости | 1982 |
|
SU1042840A1 |
| Профилегибочный стан | 1977 |
|
SU680781A1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |
| US 4176539 А, 04.12.1972. | |||

