Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых гнутых профилей относительно малых сечений. Такие профили изготавливают обычно на специальных станах легкого типа, одним из основных узлов которых является двухвалковая рабочая клеть с расположенными за ней вертикальными роликами. Эти ролики предназначены не только для центрирования формуемой полосы (во избежание "закусывания" ее кромок ребордами валков), но и для создания поперечных усилий, действующих на полосу вне клети и особенно необходимых при формовке несимметричных сортовых профилей. На станах легкого типа, использующих заготовку толщиной не более 2,5 мм, вертикальные ролики могут использоваться и для дополнительной подгибки вертикальных элементов профилей на небольшие углы 2 - 4o, что сокращает общее число проходов.
Современные узлы рабочих клетей, содержащих вертикальные ролики, достаточно подробно описаны в книге под ред. И.С. Тришевского "Производство гнутых профилей (оборудование и технология)", М.: Металлургия, 1982, с. 98-102 и 104-105, рис. V. 7. Как правило, вертикальные ролики профилегибочных клетей выполняются с возможностью изменения расстояния между ними.
Известна универсальная рабочая клеть профилегибочных агрегатов, у которой оседержатели вертикальных роликов выполнены U - образными, огибающими горизонтальные валки, и установлены на ползунах, смонтированных на станине, что уменьшает габариты узла (см. а. с. СССР 245523, кл. В 23 К, опубл. 15.04.70 г.). Известна также рабочая клеть профилегибочного стана с элементами, осуществляющими зажатие отбортовок на профиле, которые выполнены в виде двух гусеничных цепей замкнутого контура, охватывающих по меньшей мере один из рабочих валков и установленных на направляющих роликах, закрепленных на станине с обеих сторон клети по ходу прокатки (см. а.с. СССР 755368, кл. В 21 Д 5/06, опубл. 20.08.80 г.).
Недостатком известных устройств является невозможность исправления с их помощью таких дефектов геометрии гнутых профилей (в особенности несимметричных), как прогиб в вертикальной плоскости и продольное (вокруг горизонтальной оси) скручивание.
Наиболее близким аналогом к заявляемому объекту является узел рабочей клети профилегибочного стана, описанный в упомянутой книге И.С. Тришевского и др. на с. 98-102 (рис.V. 1) и с. 104 - 105 (рис. V. 7).
Этот узел содержит скрепленные поперечинами станины со стойками и подушками, в которых размещены оси валков, и вертикальные ролики на выходе из клети, установленные на осях в ползунах, перемещающихся в направляющих, и характеризуется тем, что ролики могут одновременно перемещаться в вертикальной плоскости на одинаковую высоту, что позволяет центрировать профилируемую полосу, а при небольшой ее толщине - подгибать околокромочные элементы полосы на некоторый угол.
Недостатком такого узла также является невозможность исправления вышеуказанных дефектов геометрии гнутых профилей, что ухудшает их качество и потребительские свойства.
Технической задачей предлагаемого изобретения является повышение качества гнутых профилей относительно малых размеров за счет улучшения их геометрии.
Для решения указанной задачи в узле рабочей клети профилегибочного стана, содержащем скрепленные поперечинами станины со стойками и подушками, в которых размещены оси валков, и расположенные на выходе из рабочей клети вертикальные ролики, смонтированные на осях в ползунах, установленных с возможностью перемещения в поперечных направляющих, он снабжен расположенным на выходе из рабочей клети горизонтальным роликом, установленным на стойках посредством закрепленных на них кронштейнов с возможностью перемещения по вертикали на заданное расстояние и поворота относительно оси профилирования на угол 15÷18o в вертикальной плоскости, параллельной осям валков, при этом концы осей вертикальных роликов ввинчены в ползуны с возможностью индивидуального перемещения каждого из роликов по вертикали и с фиксированием их осей посредством гаек, опирающихся на поверхности ползунов, а направляющие ползунов выполнены с возможностью установки на различном расстоянии от стоек рабочей клети. Узел предназначен для профилегибочного стана легкого типа.
Сущность заявляемого технического решения заключается, во-первых, в оснащении узла рабочей клети дополнительным горизонтальным роликом с возможностью его перемещения по вертикали, а также поворота и изменения угла наклона образующей его бочки к горизонтали и, во-вторых, создание возможности "разновысотной" и на различных расстояниях от клети установки вертикальных роликов, что позволяет активно воздействовать на геометрию профилируемой полосы. Так как поворот сечения формуемой полосы горизонтальным роликом и некоторую подгибку ее элементов вертикальными роликами обычно применяют только для относительно тонких (≤2,5 мм) и узких полос, настоящее устройство целесообразно применять на профилегибочных станах легкого типа, хотя принципиально оно приемлемо и для станов среднего типа.
Выбранный диапазон 15-18o углов поворота горизонтального ролика определен при опытных испытаниях (см. ниже) заявляемого объекта.
На чертеже схематично показан предлагаемый узел рабочей клети профилегибочного стана (а - общий вид узла, б - вид расположения горизонтального ролика со стороны выхода из клети; стрелка - направление движения полосы).
Клеть узла содержит станины, образованные стойками 1, смонтированные на плитовинах 2, скрепленных внизу поперечинами 3, а вверху - продольными траверсами 4 нажимных винтов. В станинах размещены подушки 5 с установленными в них осями 6 верхнего и нижнего профилирующих валков.
На выходе из клети к ее стойкам 1 с помощью Г-образных кронштейнов 7 (см. фиг. 1а и 1б) крепится горизонтальный ролик 8, цапфы которого свободно лежат в опорах 9. Фиксирование этого ролика от смещения вверх не требуется, так как на его бочку постоянно (при профилировании) воздействует сверху движущаяся полоса, прижимая цапфы к опорам. В свою очередь, опоры 9 закреплены на кронштейнах 7 таким образом, чтобы был возможен их поворот вокруг т. О, находящейся на пересечении горизонтальной оси X-X ролика с вертикальной осью Y-Y профилирования. Суммарный угол поворота ролика - 2α=15...18o. Кроме того, сами кронштейны 7 могут перемещаться по вертикали на заданное расстояние благодаря наличию в них щелевых отверстий 10, что необходимо при изменении уровня формовки из-за изменения диаметра валков (вследствие переточек при их ремонтах).
Вертикальные ролики 11 расположены по ходу прокатки за горизонтальным роликом. Они установлены на осях 12, концы которых ввинчены в ползуны 13 и зафиксированы в них гайками 14. Ползуны перемещаются с помощью винтов 15 в направляющих 16, установленных (как и плитовины 2 клети) на фундаментных балках 17, на которых направляющие могут устанавливаться на различных расстояниях от клети.
Для поворота горизонтального ролика необходимо "ослабить" гайки болтов, входящих в дугообразные отверстия кронштейнов 7 и в соответствующие им отверстия 18 опор ролика, а после поворота ролика "затянуть" гайки.
Аналогичным образом осуществляется перемещение кронштейнов по стойкам 1 в вертикальном направлении.
Перемещение вертикальных роликов 11 вверх-вниз осуществляется вращением их осей 12 с предварительным "ослаблением" фиксирующих гаек 14, лежащих на поверхности ползунов 13. При необходимости возможно перемещение направляющих 16 вертикальных роликов вдоль по фундаментным балкам 17 путем закрепления торцевых поперечин этих направляющих в соответствующих отверстиях на балках.
Опытную проверку заявляемого узла рабочей клети производили на профилегибочном стане "0,5÷2,5" ЗАО "Прокат - гнутый профиль" Магнитогорского меткомбината. С этой целью при формовке сортовых гнутых профилей разнообразной конфигурации из полосовой заготовки толщиной 0,5...2,5 мм и шириной 50...250 мм из сталей с пределом прочности до 500 МПа испытывались два узла - предлагаемый и известный (см. выше).
При использовании заявляемого узла рабочей клети (во всех проходах при профилировании) выход гнутых профилей высокой и повышенной точности размеров (см. , например, ГОСТ 19772 и ГОСТ 8281) составил 67-91%, а брак не превысил 0,4%. При использовании известного узла выход профилей указанной точности не превысил 64%, а брак составил до 0,6%. Было также установлено, что при углах поворота горизонтального ролика менее 15o наблюдались затруднения в получении требуемой геометрии некоторых профилей (в особенности - несимметричных, например, зетовых).
Таким образом, опытная проверка подтвердила приемлемость заявленного объекта для решения поставленной задачи и его преимущество перед известным объектом.
По данным Центральной лаборатории Магнитогорского меткомбината использование найденного технического решения при производстве сортовых гнутых профилей малых сечений позволит сократить брак примерно в 1,5 раза и повысить выход проката высокой и повышенной точности размеров, в среднем, в 1,3 раза, что даст соответствующее увеличение прибыли от реализации указанных гнутых профилей с улучшенной геометрией, а также возможность уменьшить расход металла при их производстве.
Пример конкретного выполнения
Двенадцатиклетьевой стан легкого типа 0,5-2,5х50-250 содержит узлы рабочих клетей, показанные на чертеже (см). Каждый из них предназначен для формовки из полосовой заготовки из сталей с σв≤500 МПа сечением до 600 мм2 сортовых гнутых профилей высотой до 80 мм.
Узел содержит двухвалковую клеть открытого типа, а также горизонтальный ролик, установленный на выходе из клети на ее стойках, и пару вертикальных роликов, расположенных по ходу прокатки за этим роликом. Горизонтальный ролик выполнен с возможностью перемещения по вертикали в пределах 75 мм и поворота относительно продольной оси профилирования в диапазоне 15...18o. Вертикальные ролики могут перемещаться по вертикали в пределах 50 мм, а также сближаться друг с другом до расстояния между их рабочими поверхностями в 45 мм и удаляться до 252 мм. Возможна перестановка вертикальных роликов по фундаментной балке вдоль направления прокатки с изменением их расстояния до стоек клети в пределах 0,3...0,5 м.
Диаметр бочки горизонтального ролика 100 мм, ее длина 110 м; диаметр вертикальных роликов (наибольший) 125 мм; расстояние между осями двух смежных клетей стана 0,8 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых гнутых профилей. Инструментальный узел рабочей клети профилегибочного стана содержит скрепленные поперечинами станины со стойками и подушками, в которых размещены оси валков. На выходе из рабочей клети расположены вертикальные ролики, смонтированные на осях в ползунах и установленные с возможностью перемещения в поперечных направляющих. На выходе из рабочей клети установлен горизонтальный ролик на стойках посредством закрепленных на них кронштейнов. Ролик установлен с возможностью перемещения по вертикали на заданное расстояние и поворота относительно оси профилирования на угол 15÷18o в вертикальной плоскости, параллельной осям валков. Концы осей вертикальных роликов ввинчены в ползуны с возможностью индивидуального перемещения каждого из роликов по вертикали. Оси роликов фиксируются посредством гаек, опирающихся на поверхности ползунов. Направляющие ползунов выполнены с возможностью установки на различном расстоянии от стоек рабочей клети. В результате обеспечивается повышение качества гнутых профилей за счет улучшения их геометрии. 1 з.п. ф-лы, 1 ил.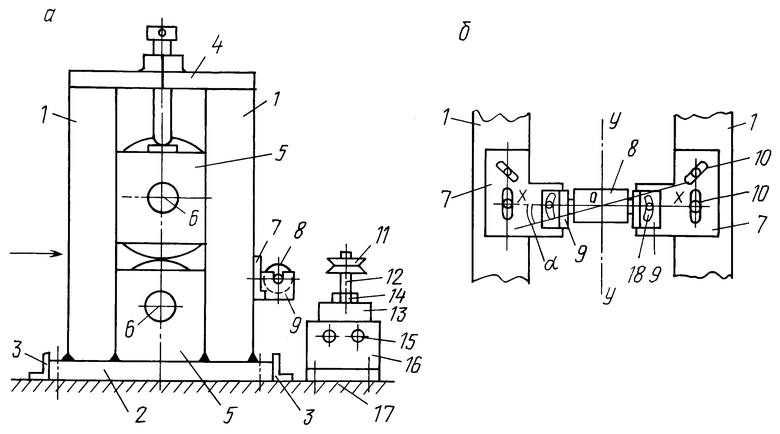
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| Производство гнутых профилей | |||
| - М.: Металлургия, 1982, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ поштучного профилирования уголков | 1989 |
|
SU1690890A1 |
| Стан для профилирования уголков | 1990 |
|
SU1755996A1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |
| US 4176539 A, 04.12.1979. | |||

