Изобретение относится к прокатному производству и может быть использовано при изготовлении холодногнутых зетовых профилей относительно малых размеров.
Такие профили обычно производят на профилегибочных станах легкого типа, использующих полосовую заготовку толщиной не более 2 мм. Профилирование зетовых профилей (в том числе неравнополочных) заключается в последовательной подгибке в нескольких калибрах (парах валков) краевых элементов полосовой заготовки до угла 90o с образованием стенки и перпендикулярных к ней полок. Технология профилирования зетовых профилей описана, например, в книге под ред. И. С. Тришевского "Производство гнутых профилей (оборудование и технология)". - М.: Металлургия, 1982, с. 253-256. С целью уменьшения продольного скручивания, которое особенно характерно для процесса изготовления неравнополочных зетовых профилей, применяют дифференцированные углы подгибки полок и поворот (наклон) стенки в определенную сторону в промежуточных и чистовых калибрах.
Известен способ изготовления гнутых зетовых профилей, в котором при их формовке во всех проходах кромки полок удерживают на одной горизонтали, совпадающей с уровнем формовки, а на продольной оси профилирования сохраняют положение точки пересечения средней линии по толщине стенки с горизонталью (см. патент РФ N 2056192, кл. B 21 D 5/06 от 14.02.95).
Недостатком известных способов является необходимость использования достаточно большого числа формующих клетей (калибров), что увеличивает расход валков, а также возможность появления продольного (винтообразного) скручивания профилей относительно малых размеров, формуемых на стане легкого типа.
Наиболее близким аналогом к заявляемому способу является технология (схема калибровки) производства гнутого неравнополочного зетового профиля, описанная в книге под ред. И.С. Тришевского "Калибровка валков для производства гнутых профилей проката".- Киев: Технiка, 1980, с. 74-83, рис. 27.
Эта технология включает задачу полосовой заготовки в калибры и подгибку в них краевых элементов полосы с наклоном к горизонтали средней части поперечного сечения и с образованием стенки и полок разной ширины и характеризуется тем, что в первых трех калибрах формуют неравнополочный уголок, а после образования стенки угол ее наклона к горизонтали постоянно увеличивают в промежуточных калибрах с одновременным уменьшением расстояния между местами изгиба формуемой полосы.
Недостатком описанной технологии является относительно большое число клетей (калибров), необходимых для изготовления профиля, а также возможность искажения геометрии (т.е. ухудшение качества) зетовых профилей малых сечений, формуемых на станах легкого типа.
Действительно, по способу, взятому в качестве ближайшего аналога, требуется 11 калибров (так как сначала профиль формуется как уголок) для получения готового профиля, тогда как по заявляемому способу - 8 (см. ниже), что уменьшает расход валков.
Далее - одной особенностью станов легкого типа является небольшое межклетевое расстояние. Поэтому при уменьшении расстояния в промежуточных калибрах между местами изгиба формуемой полосы происходит заметный изгиб отформованной средней части (стенки) "внутрь", что, учитывая относительно малую жесткость тонкого сечения, может привести к "переформовке" мест изгиба и даже к искривлению стенки.
Кроме того, постоянное увеличение угла наклона стенки к горизонтали в промежуточных калибрах неизбежно увеличивает остаточные напряжения по длине полосы, находящейся сразу в нескольких калибрах, где, очевидно, происходит ее скругливание в одном направлении. Результатом этого может быть общее продольное скругливание готового профиля.
Технической задачей изобретения является сокращение трудозатрат при профилировании на стане легкого типа за счет уменьшения расхода валков и повышение качества неравнополочных зетовых профилей.
Для решения этой задачи в способе, включающем задачу полосовой заготовки в калибры и подгибку в них краевых элементов полосы с наклоном к горизонтали средней части поперечного сечения с образованием стенки и полок разной ширины, полосу задают в первый калибр с наклоном к горизонтали под углом  где b1 и h - заданные размеры ширины соответственно малой полки и стенки профиля, и этот угол сохраняют постоянным во всех калибрах, при этом большую полку подгибают вверх, а меньшую - вниз, и углы подгибки этих элементов делают равными в каждом калибре с расположением места изгиба между стенкой профиля и его большей полкой на уровне формовки и на одной прямой, параллельной оси профилирования.
где b1 и h - заданные размеры ширины соответственно малой полки и стенки профиля, и этот угол сохраняют постоянным во всех калибрах, при этом большую полку подгибают вверх, а меньшую - вниз, и углы подгибки этих элементов делают равными в каждом калибре с расположением места изгиба между стенкой профиля и его большей полкой на уровне формовки и на одной прямой, параллельной оси профилирования.
Сущность найденного технического решения состоит прежде всего в том, что полосу задают в первый калибр под углом, величина которого во всех калибрах остается неизменной. Это сводит до минимума остаточные напряжения по длине полосы, что особенно важно для профиля небольшой толщины (0,8-1,5 мм) и с малым поперечным сечением (его площадь - в пределах 70-140 мм2).
Наклон задаваемой в первый калибр полосы необходим по следующим причинам. Во-первых, это уменьшает глубину вреза, т.е. ручья, в нижний валок меньшего диаметра, что расширяет сортамент формуемых зетовых профилей. Во-вторых, если сделать средний элемент калибра горизонтальным, то при заходе в калибр полосы она коснется сначала левого выступа верхнего валка большего диаметра (см. чертеж), что неизбежно вызовет смещение заготовки вправо с возможным смятием ("закусыванием") ее правой кромки ребордой нижнего валка. При наклонной же задаче полосы она коснется сначала выступа на верхнем валке (точка 0), что вызовет изгиб заготовки вниз без какого-либо поперечного смещения.
Кроме того, неизменным остается во всех калибрах и расстояние между обоими местами изгиба полосы, что исключает "переформовку" этих мест (т.е. смещение местоположения радиусов изгиба) с известными негативными последствиями. Еще одно существенное отличие предлагаемого способа - подгибка вверх большей полки, что уменьшает глубину вреза в нижние валки, а также расположение во всех калибрах на уровне формовки места изгиба между большей полкой и стенкой, что также уменьшает продольные изгибающие напряжения при формовке.
Немаловажным является и значительное упрощение (по сравнению с известным способом) расчета калибровки валков, что уменьшает вероятность ошибок в их изготовлении.
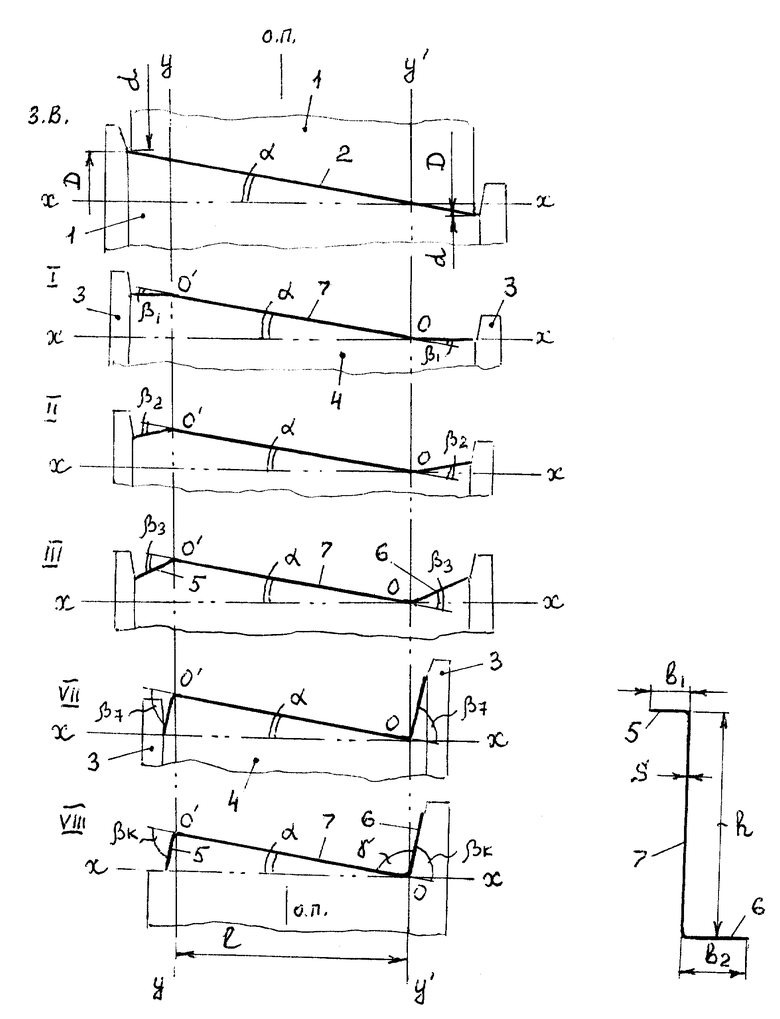
На чертеже показаны поперечное сечение гнутого неравнополочного зетового профиля и схема его получения (римские цифры - порядковые номера калибров; ЗВ - задающие валки с гладкой бочкой).
Задающие валки 1 выполнены коническими, что позволяет задавать полосовую заготовку 2 в I калибр под углом
α = arctg b1/h
(b1, b2 и h - ширина соответственно малой и большой полок и стенки профиля); для устранения перекоса задаваемой полосы в горизонтальной плоскости скорости обеих кромок заготовки должны быть одинаковыми, что достигается равенством диаметров D и d торцов верхнего и нижнего валков. Первые три-четыре калибра (или все) выполнены с закрытием ребордами 3 нижних валков 4, что предотвращает поперечное смещение формуемой полосы в калибрах и повышает точность профилирования.
С целью предотвращения травмирования полосы при взаимном проскальзывании формуемого металла и валков задающей клети (окружные скорости ее валков изменяются по длине их бочек, тогда как полоса движется со скоростью, определяемой формующими клетями) ее валки целесообразно гуммировать резиной достаточной твердости.
Малая 5 и большая 6 полки профиля подгибаются в противоположные стороны, причем большая полка подгибается вверх. Угол наклона α стенки профиля 7 постоянен во всех калибрах; полки подгибаются в калибрах на угол β до достижения угла γ = 90o между ними и стенкой в последнем (VIII) калибре. Таким образом, места изгиба полосы (точки 0 и 0 ) во всех калибрах расположены на постоянном уровне (точка 0 - на уровне формовки xx) и на одних и тех же прямых (yy и y y ), параллельных оси профилирования ОП, расстояние между которыми l = h • cosα.
Так как формуемая полоса даже самой малой длины (3 м) находится практически всегда во всех калибрах стана легкого типа (расстояние между первой и последней клетями при 9-10 клетях и межклетьевом расстоянии 250-300 мм редко превышает 2,7 м), то наличие плоской стенки (при небольшом поперечном сечении полосы) обеспечивает общее продольное скручивание в пределах допуска.
Опытную проверку найденного технического решения производили на профилегибочном стане легкого типа 0,3-1,5х20-90 ОАО "Магнитогорский меткомбинат".
С этой целью при изготовлении неравнополочных зетовых профилей разных размеров испытывались два варианта калибровок: по заявляемому способу (формовка в восьми калибрах с гуммированными валками задающей клети) и по известному (формовка в десяти калибрах). Результаты оценивались по качеству (геометрии) готовых профилей.
Размеры профилей, изготовленных предлагаемым способом, полностью соответствовали требованиям технических условий, а величина их продольного скручивания не превышала допускаемой: произведения длины (в метрах) на 1o (см., например, ГОСТ 13229). Царапин и рисок на профилях не было.
При формовке же по способу, выбранному в качестве ближайшего аналога, отсортировка по скручиванию была незначительной (до 0,3%), но у части профилей наблюдалось "невыполнение" радиуса изгиба из-за "переформовки", а при больших отношениях ширины стенки к толщине (более 60) отмечены случаи ее искривления. Общий вес валков при реализации известного способа был больше на 12%.
Таким образом, опытная проверка показала приемлемость заявляемого объекта для решения поставленной задачи и его преимущества перед известным объектом.
Пример конкретного выполнения.
Зетовый профиль с размерами (см. чертеж): b1 = 20, b2 = 30, h = 40 и S = 1 мм формуется в восьми калибрах стана легкого типа.
Угол наклона заготовки (при задаче в I калибр) и стенки профиля во всех калибрах
α = arctg (20:40) = 26,5o.
Катающие диаметры валков: Dк = 150 и dк = 100 мм, т.е. Dк/dк = 1,5; диаметры торцов валков задающей клети: D = 160 и d = 70 мм. Валки задающей клети гуммированы резиной.
Первыe три калибра и предпоследний (VII), а также задающие валки выполнены с закрытием ребордами нижних валков. Углы подгибки полок β (по отношению к стенке) по проходам:
0o ---> 10o ---> 20o---> 34o ---> 50o ---> 66o ---> 80o ---> 88o ---> 90o.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ФОРМОВКИ НЕСИММЕТРИЧНОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 1992 |
|
RU2043801C1 |
| СПОСОБ ФОРМОВКИ НЕРАВНОПОЛОЧНОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 2006 |
|
RU2302309C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении холодногнутых зетовых профилей относительно малых размеров. Полосовую заготовку задают в калибры и подгибают в них краевые элементы полосы с наклоном к горизонтали средней части ее поперечного сечения, образуя стенку и полки разной ширины. В первый калибр заготовку задают с наклоном ее к горизонтали на угол α. Во всех последующих калибрах на этот угол α наклоняют к горизонтали среднюю часть поперечного сечения заготовки. Величину угла α определяют из приведенного выражения. Для образования большей полки профиля краевые элементы полосы подгибают вверх, а для образования меньшей полки - вниз. Краевые элементы в каждом калибре подгибают на равные углы. Место изгиба между стенкой профиля и большей полкой располагают на уровне формовки и на одной прямой, параллельной оси профилирования. Способ предназначен преимущественно для использования на стане легкого типа. В результате обеспечивается уменьшение расхода валков и повышение качества полученных профилей. 1 з.п. ф-лы, 1 ил.
где b1 - заданный размер ширины малой полки профиля, мм;
h - заданный размер ширины стенки профиля, мм;
большую и меньшую полки профиля образуют путем подгибки краевых элементов полосы, соответственно, вверх и вниз, а подгибку краевых элементов в каждом калибре производят на равные углы с расположением места изгиба между стенкой профиля и его большей полкой на уровне формовки и на одной прямой, параллельной оси профилирования.
| Тришевский И.С | |||
| и др | |||
| Калибровка валков для производства гнутых профилей проката.-Киев: Техника, 1980, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| RU 2056192 C1, 20.03.96 | |||
| Способ изготовления гнутых неравнополочных зетовых профилей | 1989 |
|
SU1625543A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| GB 1203923 A, 03.09.70 | |||
| US 3475937 A, 04.11.69. | |||
