Изобретение относится к литейному производству и может быть использовано для изготовления отливок с равноосной структурой из жаропрочных сплавов точным литьем по выплавляемым моделям в вакууме, например турбинных лопаток газотурбинных двигателей и установок.
Известно устройство для литья в вакууме для получения отливок с равноосной структурой, включающее вакуумную плавильную камеру, в которой расположены поворотная плавильная индукционная печь и индукционная печь нагрева литейной формы, снабженная нагревателем из графита или тугоплавкого металла, например Та, Мо (Патент США №3861449, В22D 27/04 - аналог).
В известном устройстве производится расплавление металла в тигле, а литейная форма нагревается до температуры порядка 1200÷1250°С. Производится заливка формы расплавом с последующим затвердеванием и охлаждением отливки, после чего плавильная камера развакуумируется и форма с отливкой удаляется из печи нагрева формы.
Данное устройство не позволяет обеспечить высокую производительность процесса, так как плавильная камера не может быть развакуумирована до тех пор, пока нагреватель печи нагрева формы не охладится ниже 400°С, чтобы предотвратить окисление нагревателя на воздухе и его преждевременный выход из строя.
Известно устройство для литья в вакууме, а именно плавильная установка УППФ-4, описанная в работе М.П. Кулешова, В.П. Калинина, Е.В. Глотова, Е.К. Каблова «Специализированное оборудование для литья по выплавляемым моделям жаропрочных сплавов и сталей» (Литейное производство, 1993, № 4, стр.30 - прототип).
Установка содержит вакуумную плавильную камеру с поворотной индукционной плавильной печью, загрузочную камеру с механизмом загрузки шихты в плавильный тигель, шлюзовой вакуумный затвор, индукционную печь нагрева формы с нагревателем, выполненные с возможностью перемещения крышки для вакуумирования печи нагрева формы с загруженной в нее формой, механизм поворота печи нагрева формы для подачи ее в плавильную камеру под заливку.
Недостатком данной установки является низкая работоспособность, связанная, в том числе, с трудностью эксплуатации силицированного графита в условиях высокотемпературного нагрева в вакууме.
Силицированный графит, стойкий к окислению при нагреве до 1300°С в воздушной среде, при нагреве в вакууме выше 1200°С начинает разлагаться с выделением графита и кремния с конденсацией продуктов разложения на охлаждаемых поверхностях плавильной камеры. Осаждаясь на водоохлаждаемых трубках и кронштейнах индукционных печей (плавильной и нагрева формы), продукты разложения вызывают нарушение электроизоляции индукторов и, как следствие, электрические пробои при работе индукционных печей в вакууме, что приводит к выходу их из строя.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение долговечности и эффективности работы устройства для литья, путем применения окалиностойкого нагревательного элемента индукционной печи, при обеспечении высокой механической прочности и надежности работы нагревательного элемента и всего устройства в целом, при одновременном сокращении времени подготовки устройства к плавке и упрощении его конструкции.
Указанный технический результат достигается тем, что в устройстве для литья в вакууме, содержащем плавильную камеру, плавильный тигель с индуктором, индукционную печь нагрева формы с нагревательным элементом и крышки, плавильный тигель выполнен с донным сливом и снабжен стопором, соединенным с механизмом его перемещения, устройство дополнительно снабжено механизмами перемещения формы и загрузки-выгрузки тигля, причем нагревательный элемент индукционной печи нагрева формы выполнен из жаропрочного сплава, в качестве которого используется сплав никеля.
В устройстве в качестве жаропрочного сплава может использоваться сплав, температура плавления которого превышает рабочую температуру нагревательного элемента.
В устройстве в качестве жаропрочного сплава могут использоваться сплавы никеля, например ЭИ 435 или ЭИ 868.
В устройстве в качестве сплавов никеля могут использоваться интерметаллидные сплавы, например ВКНА-4Л.
В устройстве крышки могут быть выполнены с возможностью перемещения и перекрытия двух противоположных торцов плавильной камеры.
В устройстве плавильный тигель с индуктором, индукционная печь нагрева формы с нагревательным элементом, выполненным из жаропрочного сплава, и механизм перемещения формы могут быть закреплены на одной из крышек с образованием плавильно-заливочного блока, причем устройство может содержать, по меньшей мере, один такой блок.
В устройстве механизм загрузки-выгрузки тигля может быть расположен вне плавильной камеры или закреплен на плавильно-заливочном блоке.
В устройстве индукционная печь нагрева формы может быть расположена под плавильным тиглем.
Проведем сравнение работы прототипа с нагревателем из графита и заявляемого изобретения, в котором нагреватель изготовлен из жаропрочного сплава, например, на основе никеля.
При использовании графитового нагревателя после заливки формы расплавом и перед разгерметизацией установки, необходимо снизить температуру графитового нагревателя до температуры ниже 400°C для предотвращения окисления графитового нагревателя кислородом, содержащимся в воздухе. Как правило, в зависимости от размера печи нагрева формы на это требуется от 4 до 10 часов, что резко снижает эффективность работы установки или требует значительного усложнения ее конструкции для поддержания постоянного вакуума в плавильной камере.
Это введение в состав плавильной установки дополнительных вакуумных загрузочных камер, крупногабаритных вакуумных затворов, механизмов и оборудования для перемещения формы и загрузки шихты и т.п.
Кроме того, необходимо учитывать, что прочность графитового нагревателя находится в пределах σв=8÷50 МПа, а нагревателя из жаропрочных сплавов в пределах σв=650÷750 МПа.
В качестве материала для нагревателя индукционной печи нагрева формы заявляемого изобретения может быть использован любой из известных в настоящее время жаропрочных сплавов, так как у них температура плавления больше, чем температура работы устройства.
Конкретный сплав определяется для каждого отдельного устройства путем выбора из жаропрочных сплавов исходя из условий окалиностойкости, механической прочности и т.д.
Например, если индукционная печь нагрева формы выполнена с нагревателем из жаропрочного сплава с рабочей температурой 1200÷1350°С (сплав ЭИ435, ЭИ868, интерметаллидный сплав типа Ni3Al в виде сплава ВКНА-4Л и т.д.), то после заливки формы расплавом и кристаллизации отливки можно сразу разгерметизировать плавильную камеру устройства для выгрузки залитой формы из печи нагрева формы и загрузки в нее другой формы, не опасаясь окисления нагревателя. Кроме того, при использовании нагревателей из интерметаллидных сплавов на основе Ni-Al можно довести рабочую температуру нагревателя до 1550°С.
Устройство представлено на чертеже.
На чертеже представлено устройство с одной крышкой и одним плавильно-заливочным блоком.
Устройство для литья в вакууме содержит плавильную камеру 1, плавильный индуктор 2, плавильный тигель с донным сливом 3, установленный в охранный стакан 4, снабженный стопором 5, который соединен с механизмом перемещения 6 стопора 5, индукционную печь нагрева формы 7 с нагревательным элементом 13 и загрузочным столом 9. Устройство содержит также крышки 12, выполненные с возможностью перемещения и перекрытия противоположных торцов плавильной камеры 1, механизмы перемещения формы 8 и загрузки-выгрузки 10 тигля 3.
Плавильный тигель 3 с плавильным индуктором 2, индукционная печь нагрева формы 7 с нагревательным элементом 13 и кронштейнами их крепления 14 и 15, а также конденсаторная батарея 16, механизмы перемещения формы 8 и стопора 6 закреплены на одной из крышек с образованием плавильно-заливочного блока 11. Причем количество крышек 12 может быть не менее количества плавильных камер, также как и плавильно-заливочных блоков.
Индукционная печь нагрева формы 7 может быть расположена, например, под плавильным тиглем 3, например, как показано на иллюстрациях к заявляемому решению.
Устройство работает следующим образом.
В плавильный тигель с донным сливом 3 загружается мерная шихтовая заготовка, устанавливается стопор 5, и тигель механизмом загрузки-выгрузки 10 устанавливается в охранный стакан 4 плавильного индуктора 2. В тигель устанавливается, например, термопара (на чертежах не показана) и стопор 5 соединяется с механизмом перемещения стопора 6. На загрузочный стол 9 индукционной печи нагрева формы 7 устанавливается форма, например, керамическая, которая механизмом перемещения формы 8 подается в печь нагрева формы 7. Плавильно-заливочный блок 11 стыкуется с плавильной камерой, после чего плавильная камера 1 герметизируется и вакуумируется. Включаются индукторы печи нагрева формы 7 и плавильной печи 2, производится нагрев формы, расплавление шихты и заливка формы расплавом. После заливки формы расплавом производится напуск воздуха в плавильную камеру 1 и, после затвердевания отливки, расстыковка плавильно-заливочного блока 11 с плавильной камерой 1, выгрузка плавильного тигля 3 из охранного стакана 4 плавильного индуктора 2, выгрузка залитой формы из индукционной печи нагрева формы 7. Устройство готово для проведения следующего процесса плавки шихты и заливки формы расплавом.
Для сокращения цикла работы устройства допускается загрузка в печь нагрева формы отстыкованного плавильно-заливочного блока, уже предварительно подогретой до температуры 800°С формы.
При работе устройства с двумя плавильно-заливочными блоками во время работы первого плавильно-заливочного блока второй выгружается и снаряжается для начала работы сразу же после расстыковки первого плавильно-заливочного блока с плавильной камерой.
Для сокращения цикла работы устройства с двумя плавильно-заливочными блоками допускается загрузка в печь нагрева формы отстыкованного плавильно-заливочного блока уже предварительно подогретой до температуры 800°С формы, и после загрузки шихтой плавильной печи включение индукторов обоих печей блока на нагрев шихты и формы на воздухе до его стыковки с плавильной камерой.
Пример конкретного выполнения.
- в вакууме до Т=2200°С
Т=1200°С - 24
Сравнение свойств представленных материалов показывает, что нагреватели, изготовленные из жаропрочных сплавов на основе никеля, по своим высокотемпературным свойствам не уступают нагревателям из графита, а по прочностным характеристикам и окалиностойкости на воздухе значительно превосходят их.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ДЕТАЛЕЙ С ГРАНУЛЯРНОЙ СТРУКТУРОЙ | 2007 |
|
RU2375147C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ ИЗ ЛИТЕЙНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2254962C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
Изобретение может быть использовано для изготовления отливок с равноосной структурой точным литьем по выплавляемым моделям в вакууме. Устройство содержит плавильную камеру с крышками, плавильный тигель с индуктором, механизм загрузки-выгрузки тигля, индукционную печь нагрева формы с нагревательным элементом. Плавильный тигель выполнен с донным сливом и снабжен стопором. Плавильный тигель, механизм перемещения стопора, индукционная печь нагрева формы и механизм перемещения формы закреплены на одной из крышек и образуют плавильно-заливочный блок. Сокращается время подготовки устройства к плавке и упрощается его конструкция. Выполнение нагревательного элемента индукционной печи нагрева формы из никелевого сплава позволяет повысить долговечность устройства и эффективность его работы. 5 з. п. ф-лы, 1 ил., 1 табл.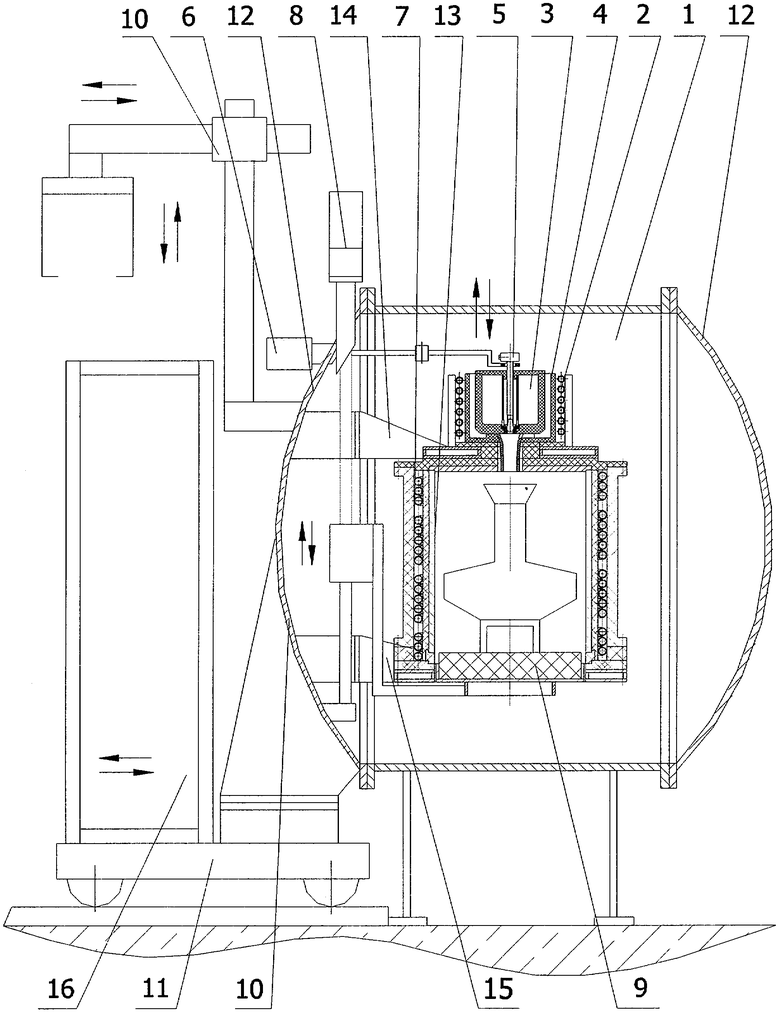
| US 3861449 А, 21.01.1975 | |||
| КОРОЛЕВ В.М | |||
| и др., Вакуумная установка для литья по выплавляемым моделям, Литейное производство, 1968, №8, с.16-18 | |||
| US 4658881 А, 21.04.1987 | |||
| КУЛЕШОВ М.П | |||
| и др | |||
| Специализированное оборудование для литья по выплавляемым моделям жаропрочных сплавов и сталей | |||
| Литейное производство, 1993, №4, с.30 | |||
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |

