Изобретения относятся к области транспортировки по трубам различных продуктов и веществ, а более конкретно - к технологии изготовления изоляционной ленты, предназначенной для защиты от почвенной коррозии магистральных нефтепроводов и нефтепродуктопроводов, газопроводов, канализационных труб и т.п.
Известны способы изготовления различных гибких изоляционных материалов (например, рубероида, электротехнической изоляционной ленты, медицинского лейкопластыря, канцелярской ленты типа "скотч" и т.д.) путем нанесения относительно тонких клеящих, изолирующих, водоотталкивающих и других покрытий на гибкую пленку с последующим формированием рулона.
Как показала практика, вышеназванные способы изготовления подобного рода изделий нельзя использовать при изготовлении специальной изоляционной ленты для защиты трубопроводов от почвенной коррозии, поскольку это связано с необходимостью нанесения относительно толстого слоя специфической битумной мастики на полихлорвиниловую пленку.
Наиболее близким к заявляемому решению является способ изготовления изоляционной ленты по а. с. СССР N 863401, B 29 D 9/00, 1981 г., заключающийся в том, что на гибкую тканевую ленту наносят изоляционный слой латексной пены, затем производят калибровку толщины гибкой ленты с нанесенным слоем изоляционного материала, причем в процессе гибкую ленту охлаждают с помощью охлаждаемых приводных валков, после чего готовую изоляционную ленту сматывают в рулон.
Такой способ, хотя и позволяет изготовлять изоляционную ленту в виде гибкой ленты с нанесенным на нее изоляционным слоем, однако он не позволяет изготовлять специальную изоляционную ленту с мастичным покрытием, применяемую для защиты от почвенной коррозии магистральных трубопроводов, поскольку это связано с необходимостью нанесения относительно толстого слоя специфической мастики на полихлорвиниловую ленту и, кроме того, не позволяет обеспечить хранение такой ленты без коробления.
Задачей, на решение которой направлено заявляемое изобретение, является обеспечение возможности изготовления высококачественной изоляционной ленты с мастичным покрытием, сматываемой в недеформируемые рулоны необходимого диаметра.
Данная задача решается с помощью технического результата от использования заявляемого изобретения, заключающегося в создании условий для минимально возможной деформации ленты от силового и температурного воздействий на нее и надежного нанесения антиадгезива, обеспечивающего сцепляемость его со слоем изоляционной мастики.
Указанный результат достигается тем, что в известном способе изготовления изоляционной ленты, заключающемся в том, что сначала на гибкую ленту наносят изоляционный слой, затем производят калибровку толщины гибкой ленты с нанесенным изоляционным слоем, после чего ленту охлаждают и сматывают в рулон.
Согласно заявляемому изобретению после охлаждения гибкой ленты и калибровки толщины гибкой ленты с нанесенным на ней изоляционным слоем на нее наносят антиадгезив путем нанесения слоя антиадгезивного материала на изоляционный слой, причем на гибкую ленту воздействуют тянущим усилием на всем пути прохождения гибкой ленты по всей технологической цепочке, при этом производят дополнительное охлаждение гибкой ленты в воздушном потоке путем многорядного развешивания ее в зоне действия воздушного потока на приводных принудительно охлаждаемых барабанах, а перед намоткой гибкой ленты на приемный барабан ее предварительно разгружают от остаточных деформаций, после чего окончательное сматывание гибкой ленты в рулон производят в ненапряженном состоянии. При этом в качестве гибкой ленты применена полимерная поливинилхлоридная пленка, а в качестве изоляционного слоя применена битумная мастика, которую перед нанесением разогревают, а в качестве антиадгезива применена ламинированная бумага.
Введение новых операций, а также особое выполнение уже имеющихся операций позволяют обеспечить получение рулона полихлорвиниловый ленты с изоляционным битумным покрытием высокого качества, обеспечить его длительное хранение и возможность немедленного использования в любое время.
Возможность осуществления данного способа подтверждается нижеприведенным описанием предлагаемой заявителем оригинальной конструкции установки для изготовления изоляционной ленты.
Известны различные установки, предназначенные для изготовления различных гибких изоляционных материалов (например, рубероида, электротехнической изоляционной ленты, медицинского лейкопластыря, канцелярской ленты типа "скотч" и т. д. ) путем нанесения относительно тонких клеящих, изолирующих, водоотталкивающих и других покрытий на гибкую пленку с последующим формированием рулона.
Однако, ни одна из этих установок не позволяет изготавливать специальную изоляционную ленту, предназначенную для защиты от почвенной коррозии магистральных нефтепроводов, нефтепродуктопроводов, газопроводов и т.п.
Наиболее близким решением к заявляемому является известная конструкция установки по изготовлению изоляционной ленты по а. с. СССР N 863401, B 29 D 9/00, 1981 г. Такая установка содержит размоточное устройство, узел нанесения изоляционного материала, узел калибровки толщины изоляционной ленты, устройство протягивания ленты, систему предварительного охлаждения ленты и устройство сматывания ленты в рулон.
Такая установка, хотя и позволяет изготавливать изоляционную ленту в виде гибкой ленты с нанесенным на нее изоляционным слоем, однако не позволяет изготавливать специальную изоляционную ленту с мастичным покрытием, применяемую для защиты от почвенной коррозии магистральных трубопроводов, поскольку это связано с необходимостью нанесения относительно толстого слоя специфической мастики на полихлорвиниловую ленту и, кроме того, не позволяет обеспечивать хранение такой ленты без коробления.
Задачей, на решение которой направлено заявляемое изобретение, является обеспечение возможности изготовления высококачественной изоляционной ленты с мастичным покрытием, сматываемой в недеформируемые рулоны необходимого диаметра.
Данная задача решается с помощью технического результата от использования заявляемого изобретения, заключающегося в создании условий для минимально возможной деформации ленты от силового и температурного воздействий на нее и надежного нанесения антиадгезива, обеспечивающего сцепляемость его со слоем изоляционной мастики.
Указанный результат достигается тем, что в известной установке для изготовления изоляционной ленты, содержащей размоточное устройство, узел нанесения изоляционного материала, узел калибровки толщины ленты, устройство протягивания ленты, систему предварительного охлаждения ленты и устройство сматывания ленты в рулон.
Согласно заявляемого изобретения дополнительно введены: система дополнительного воздушного охлаждения, узел нанесения антиадгезива, разгрузочный накопитель ленты, размещенный между системой дополнительного воздушного охлаждения и устройством сматывания ленты в рулон, причем устройство протягивания ленты выполнено в виде расположенных на всей траектории перемещения ленты приводных барабанов и роликов, устройство дополнительного воздушного охлаждения снабжено комплектом дополнительных приводных барабанов, внутренние полости которых гидравлически соединены с системой прокачки проточной воды, а узел нанесения антиадгезива выполнен в виде барабана с намотанным на него антиадгезивным материалом, установленного с возможностью вращения параллельно оси одного из приводных барабанов. При этом узел нанесения изоляционного материала снабжен по меньшей мере одним ТЭНом для разогрева изоляционного материала. Кроме этого, установка дополнительно снабжена, во-первых, устройством для сварки ленты, размещенным между размоточным устройством и узлом для нанесения изоляционного материала, причем размоточное устройство выполнено в виде трехпозиционного магазина, во-вторых, устройством для резки ленты, размещенным перед устройством сматывания ленты в рулон, и, в-третьих, устройством для защиты ТЭНов от перегрева.
Введение новых блоков, а также особое выполнение уже имеющихся блоков и узлов позволяют обеспечить получение рулона полихлорвиниловой ленты с изоляционным битумным покрытием высокого качества, обеспечить его длительное хранение и возможность немедленного использования в любое время.
Предлагаемое изобретение пояснено чертежами, на которых:
на фиг. 1 изображен общий вид заявляемой установки для изготовления изоляционной ленты;
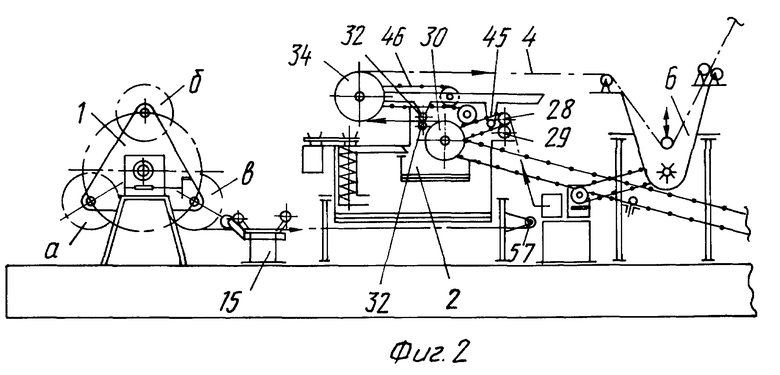
на фиг. 2 изображена левая часть заявляемой установки для изготовления изоляционной ленты в увеличенном виде;
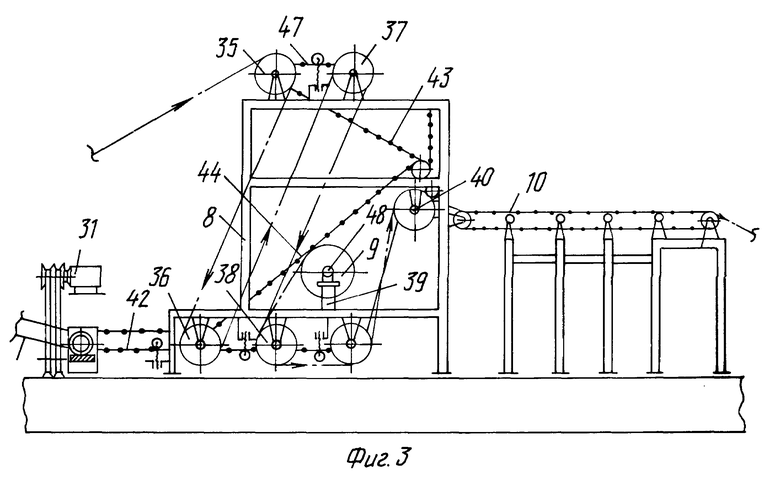
на фиг. 3 изображена центральная часть заявляемой установки для изготовления изоляционной ленты в увеличенном виде;
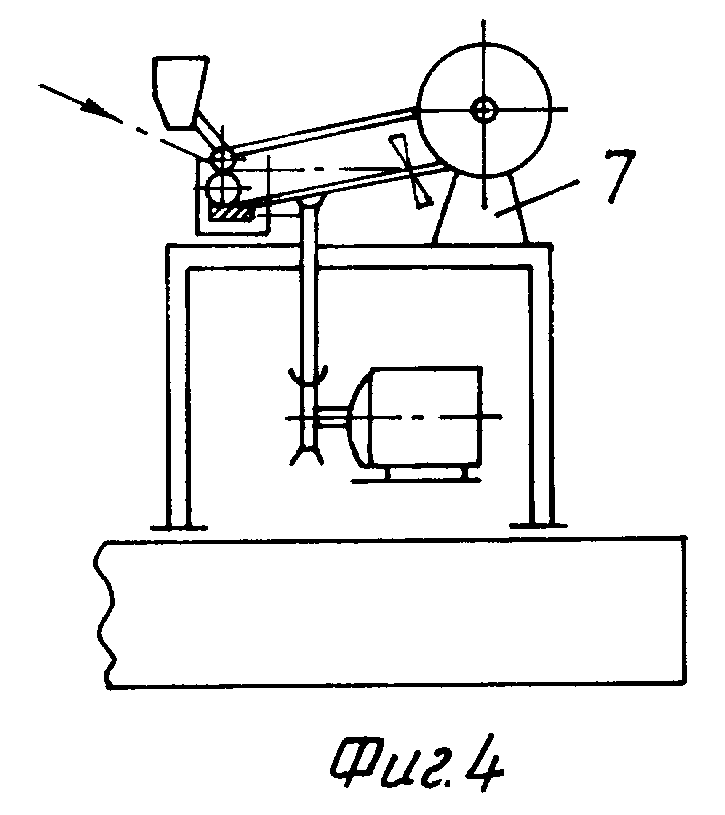
на фиг. 4 изображена правая часть заявляемой установки для изготовления изоляционной ленты в увеличенном виде;
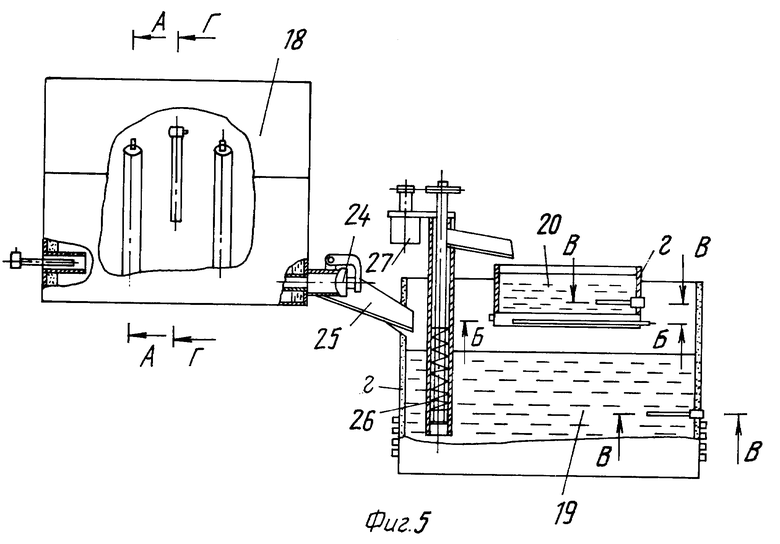
на фиг. 5 изображены плавильная печь, компенсационная и расходная ванны;
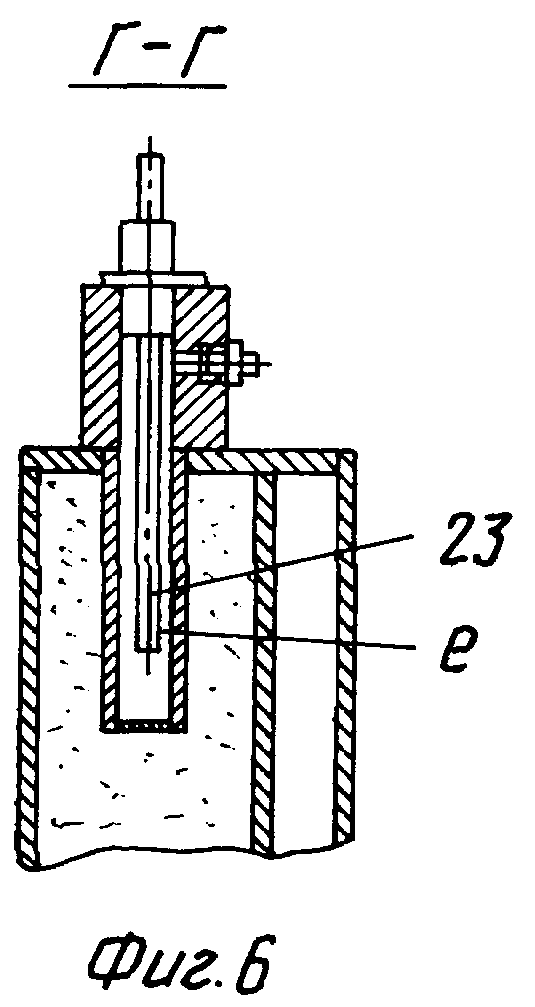
на фиг. 6 показано сечение Г-Г плавильной печи в зоне размещения ТЭНов для разогрева изоляционной мастики для показа расположения термодатчика;
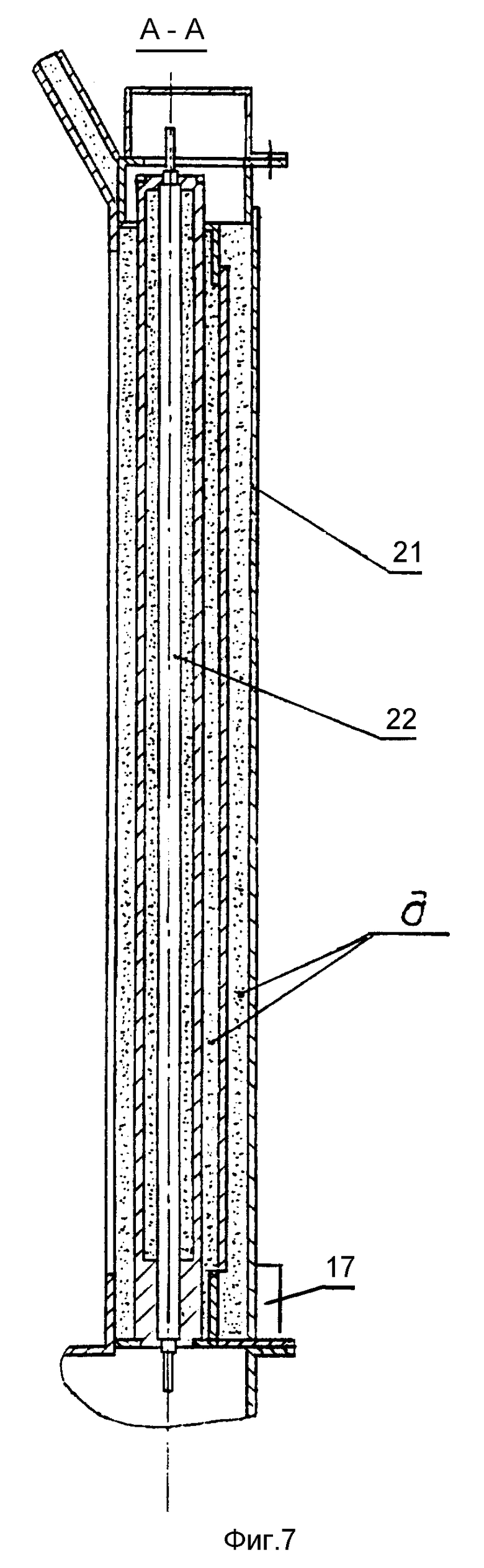
на фиг. 7 изображено сечение А-А плавильной печи для показа расположения ТЭНа;
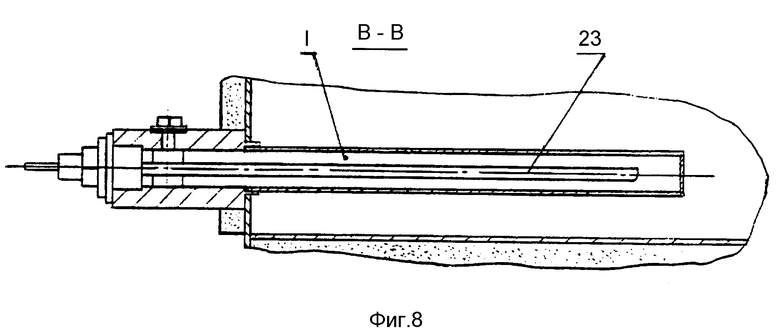
на фиг. 8 показано сечение В-В в зоне расплавленной изоляционной мастики в расходной ванне для показа расположения термодатчика;
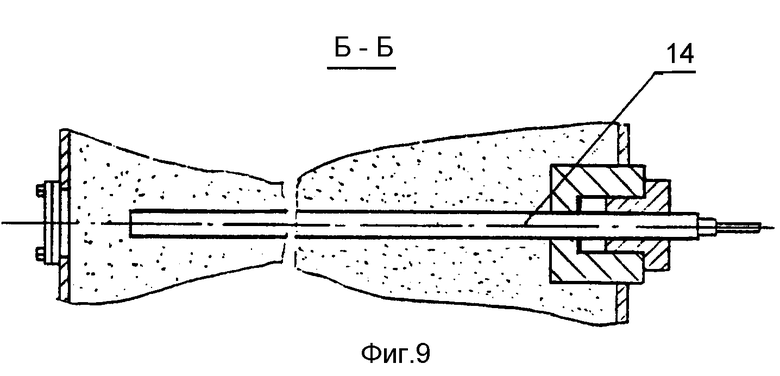
на фиг. 9 изображено сечение Б-Б в зоне размещения ТЭНов в расходной ванне для показа расположения ТЭНа;
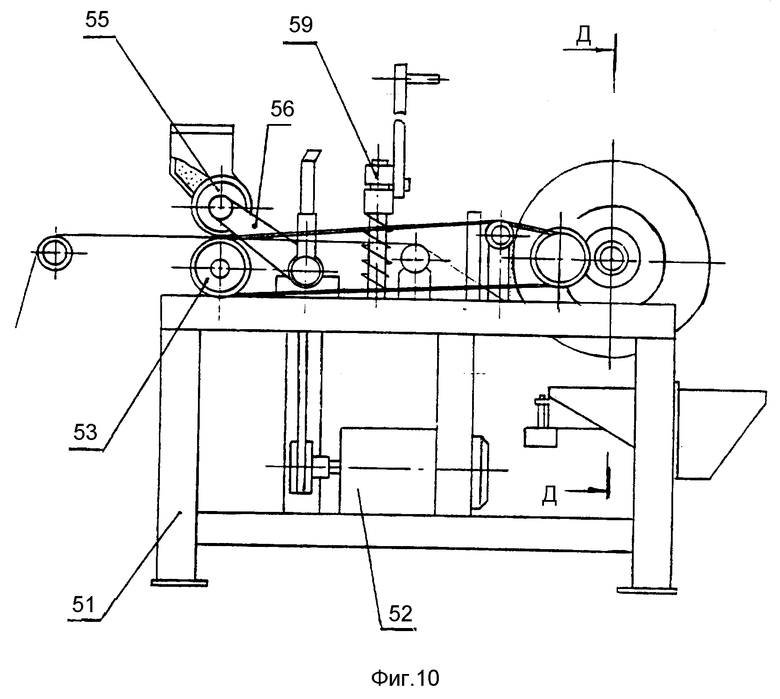
на фиг. 10 изображен блок намотки готовой изоляционной ленты для показа его конструкции;
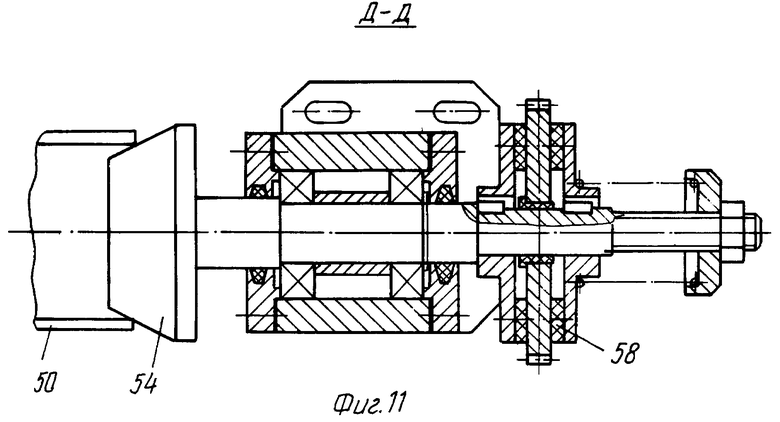
на фиг. 11 изображено сечение Д-Д блока намотки ленты для показа регулируемого тормозного устройства, обеспечивающего необходимое усилие намотки ленты.
Предлагаемая установка для изготовления изоляционной ленты содержит следующие основные узлы: размоточное устройство 1, узел нанесения изоляционного материала 2, узел калибровки толщины 3 ленты 4, устройство протягивания 5 ленты 4, систему предварительного охлаждения 6 ленты 4 и устройство сматывания 7 ленты 4 в рулон, систему дополнительного воздушного охлаждения 8, узел нанесения антиадгезива 9, разгрузочный накопитель (накопительный конвейер) 10 ленты 4, размещенный между системой дополнительного воздушного охлаждения 8 и устройством сматывания 7 ленты 4 в рулон, причем устройство протягивания 5 ленты 4 выполнено в виде расположенных на всей траектории перемещения ленты 4 приводных барабанов и роликов 11, устройство дополнительного воздушного охлаждения 8 снабжено комплектом дополнительных приводных барабанов 12, внутренние полости которых гидравлически соединены с системой прокачки проточной воды 13. При этом узел нанесения изоляционного материала 2 снабжен по меньшей мере одним ТЭНом 14 для разогрева изоляционного материала. Кроме этого, установка имеет, во-первых, устройство для сварки 15 ленты 4, размещенное между размоточным устройством 1 и узлом для нанесения изоляционного материала 2, причем размоточное устройство 1 выполнено в виде трехпозиционного магазина, одна из позиций которого "а" является загрузочной, вторая "б" - ожидания, а третья "в" - рабочей, во-вторых, устройство для резки 16 ленты 4, размещенное перед устройством сматывания 7 ленты 4 в рулон, и, в-третьих, устройство для защиты ТЭНов от перегрева 17.
С рулона, находящегося на рабочей позиции "в", сматывается лента 4 в процессе работы установки. После завершения сматывания конечный выключатель (на чертеже не показан) отключает привод протяжки ленты и включает привод поворота трехпозиционного магазина.
При этом рулон с позиции ожидания "б" перемещается в рабочую позицию "в", рулон с загрузочной позиции "а" перемещается в позицию ожидания "б", а на позицию загрузки "а" перемещается свободная от рулона позиция "в".
Включение протяжки ленты 4 производится после стыковки конца ленты 4 с началом последующего рулона с помощью устройства для сварки 15. Наличие устройства для сварки 15 позволяет существенно облегчить условия работы на установке и обеспечивает непрерывность технологического процесса. Узел нанесения изоляционного материала (изоляционной мастики) 2 состоит из плавильной печи 18 компенсационной 19 и расходной 20 ванн (см. фиг.5), а также системы барабанов и роликов для нанесения слоя расплавленной изоляционной мастики на поливинилхлоридную ленту 4, ее протяжку и калибровку по толщине. Плавильная печь 18, компенсационная 19 и расходная 20 ванны снабжены теплоизоляционными камерами "г", заполненными перлитно - вспученным песком, обладающим высокими теплоизоляционными свойствами, нагревательными камерами 21 (см. фиг. 7, 9) с размещенными в них ТЭНами 14 и 22, свободное пространство между которыми заполнено периклазом "д" (кристаллической окисью магния), что обеспечивает высокую теплопередачу от ТЭНов к стенкам печи и ванн.
Контроль нагрева поверхностей плавильной емкости, температуры расплавленной изоляционной мастики в печи и в ваннах осуществляется термодатчиками 23, управляющими работой ТЭНов 14 и 22. Для удобства эксплуатации каждый термодатчик 23 размещен в герметичной полости "е", заполненной маслом (см. фиг. 6, 8). Вышеперечисленные элементы и узлы предназначены для исключения перегрева изоляционной мастики и уменьшения зашлаковывания соприкасающихся с ней металлических поверхностей. Подача изоляционной мастики из плавильной печи 18 (см. фиг. 5) в компенсационную ванну 19 осуществляется через шаровой клапанный запор 24 и лоток 25 из компенсационной 19 в расходную 20 ванну с помощью шнекового насоса 26 с электроприводом 27.
Нанесение изоляционной мастики на ленту 4 осуществляется следующим образом: устройство протягивания 5 ленты 4, состоящее на приводного барабана 28 (см. фиг. 1, 2) и прижимного обрезиненного ролика 29 производит протяжку ленты 4 с размоточного устройства 1 и передачу ее на намазывающий барабан 30, нижняя часть образующей которого выполнена погруженной в расплав изоляционной мастики в расходной ванне 20, а верхняя - в контакте с лентой 4. Вращаясь под действием цепного привода 31, барабан 30 переносит слой мастики из ванны 20 на ленту 4, которая затем поступает на калибратор, состоящий из двух роликов - нижнего 32 и верхнего 33 с регулируемым межцентровым расстоянием между ними для изменения толщины слоя наносимой изоляционной мастики, причем нижний ролик 32, контактирующий со слоем изоляционной мастики, снабжен электронагревателем (на чертеже не показан), смонтированным внутри него, что позволяет уменьшить усилие протяжки при калибровке ленты 4 и повысить точность нанесения слоя изоляционной мастики по толщине.
Вращение всех приводных барабанов 28, 30, 34, 35, 36, 37, 38, 39, 40 осуществляется от общего цепного привода 31 установки с помощью цепных передач 41, 42, 43, 44, 45, 46, 47. Узел нанесения антиадгезива 9 предназначен для нанесения антиадгезивного материала - ламинированной бумаги на покрытую изоляционной мастикой ленту 4 методом наложения ламинированной бумаги на слой изоляционной мастики, и состоит из барабана 48 с намотанной на него ламинированной бумагой, закрепленного в подшипниковых опорах 49 с возможностью вращения параллельно оси одного из приводных барабанов.
Система дополнительного воздушного охлаждения 8 ленты 4 состоит из вентиляционной установки, насосной установки, двух баков с водой (на чертеже не показаны) и системы приводных барабанов 35, 36, 37, 38, 39, 40, внутренние полости которых (также, как и внутренняя полость барабана 34) с помощью коллекторов соединены с напорной и сливной магистралями. В зависимости от температуры окружающей среды и/или условий эксплуатации установки по сигналу температурных датчиков, контролирующих температуру воды в баках, система охлаждения может работать одним или двумя насосами, с одним или двумя баками, с включенным или выключенным вентилятором. Все охлаждающие барабаны с помощью цепных передач 42, 43, 44 соединенные с основным цепным приводом 31 установки, создают тянущее усилие в ленте 4, что позволяет значительно снизить в ней усилие растяжения и, следовательно, ее деформацию.
Разгрузочный накопитель (накопительный конвейер) 10 представляет собой цепной конвейер, на верхней ветви которого укладывается лента 4, сходящая с системы дополнительного воздушного охлаждения 8, и осуществляется ее транспортировка к приемной оправке 50 устройства сматывания 7 ленты 4 в рулон.
Устройство сматывания 7 ленты 4 в рулон состоит из рамы 51, (см. фиг. 10) с размещенным на ней электроприводом 52 вращения приводного ролика 53.
Приемная оправка 50 для намотки ленты 4 в рулон закреплена в центрах, один из которых, 54, кинематически связан с электроприводом 52, а второй (на чертеже не показан) имеет возможность осевого перемещения для закрепления приемной оправки 49 и снятия готового рулона. Приводной ролик 53 и вспомогательный ролик 55, размещенный на подпружиненном рычаге 56, осуществляют подтяжку ленты 4 с разгрузочного накопителя (накопительного конвейера) 10 на устройство сматывания 7 ленты 4 в рулон.
Работа предлагаемой установки осуществляется следующим образом.
Вначале рассмотрим работу установки, начиная с перемещения ленты 4 от размоточного устройства 1 до формирования рулона на устройстве сматывания 7 ленты 4 в рулон.
Движение ленты начинается с размоточного устройства 1 (см. фиг. 2), в котором может быть закреплено три рулона исходной ПВХ-ленты. Разматываясь с рулона, находящегося в рабочем положении "в", лента проходит под плитой нагревателя устройства для сварки 15, поднятой при движении ленты. Далее, огибая направляющий ролик 57, поступает в узел нанесения изоляционного материала 2. Здесь лента 4, огибая приводной (ведущий) барабан 28 и прижимной обрезиненный ролик 29, проходит между ними и поступает на намазывающий барабан 30, калибруется между роликами 32, 33 и огибает охлаждающий приводной барабан 34. Намазывающий барабан 30 при вращении захватывает расплавленную изоляционную мастику из расходной ванны 20 и наносит ее на ленту 4. Зазором между калибрующими роликами 32 и 35 определяется толщина наносимого на ленту слоя изоляционной мастики. Избыток мастики стекает в расходную ванну 20, из которой она вновь попадает на намазывающий барабан 30. С охлаждающего барабана 34 лента 4 поступает в систему предварительного охлаждения 6, а затем в узел нанесения антиадгезива 9.
Конструкция установки предусматривает возможность реализации различных режимов охлаждения ленты в зависимости от температуры окружающей среды в автоматическом режиме со снижением сопротивления перематываемой ленты 4 на охлаждающих барабанах до минимума. Это обеспечивается возможностью работы системы охлаждения с одним или двумя насосами, подающими воду во внутренние полости барабанов 34, 35, 36, 37, 38, 39, 40.
Передача ленты 4 к устройству сматывания 7 ленты 4 в рулон осуществляется через промежуточный разгрузочный накопитель (накопительный конвейер) 10. За счет того, что скорость перемещения цепей разгрузочного накопителя 10 ниже скорости перемещения ленты 4 на остальных позициях установки, лента 4 укладывается на разгрузочном накопителе 10 свободно, в виде петель, что обеспечивает компенсацию разности скоростей движения ленты 4 в установке и скорости намотки ее, дальнейшее (дополнительное) охлаждение ленты 4 перед намоткой и, следовательно, снятие напряжений в ленте 4.
В заключительном цикле процесса конец ленты 4 наматывают на приемную оправку 50 и включают электропривод 52. При достижении заданного диаметра рулона электропривод 52 отключается автоматически.
Поддержание усилия намотки на заданном уровне обеспечивается муфтой предельного момента 58, размещенной на оси приводного центра 54 намотки рулона. Отрезка ленты производится с помощью устройства для резки 16 ленты 4, выполненном в виде ножниц 59 (см. фиг. 10), размещенных на раме 51 устройства сматывания 7 ленты 4 в рулон.
После этого рулон отправляется на склад готовой продукции.
Использование предлагаемых изобретений позволяет:
1. Обеспечить возможность изготовления высококачественных рулонов изоляционной ленты необходимого диаметра путем исключения выдавливания изоляционной мастики из рулона в сторону его торцев; спекания слоев рулона, приводящему к невозможности его размотки по истечении срока релаксации ленты; конусообразной деформации рулона за счет выдавливания и смещения слоев ленты в сторону одного из торцев рулона.
2. Повысить эксплуатационные качества изоляционной ленты за счет обеспечения надежной сцепляемости мастичного слоя с изолируемой трубой и с базовой лентой в месте перехлеста.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2201347C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 2001 |
|
RU2196645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2196643C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 2001 |
|
RU2196644C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 2001 |
|
RU2197385C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ЛЕНТОЧНОГО ПОКРЫТИЯ НА ТРУБОПРОВОД | 1999 |
|
RU2157946C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ЛЕНТОЧНОГО МАСТИЧНОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151942C1 |
| БЛОК ИСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2153620C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Устройство для изготовления рулонного изоляционного материала | 1987 |
|
SU1479135A1 |
Изобретение относится к транспортировке по трубам различных продуктов и веществ и, более конкретно, к технологии изготовления изоляционной ленты, предназначенной для защиты от почвенной коррозии магистральных нефтепроводов и нефтепродуктопроводов, газопроводов, канализационных труб и т.п. В способе изготовления изоляционной ленты на гибкую ленту наносят изоляционный слой. Затем производят калибровку толщины гибкой ленты с нанесенным изоляционным слоем, после чего ленту охлаждают. После охлаждения гибкой ленты на нее наносят антиадгезив путем нанесения слоя антиадгезивного материала на изоляционный слой. Причем на гибкую ленту воздействуют тянущим усилием на всем пути прохождения гибкой ленты по всей технологической цепочке. При этом производят дополнительное охлаждение гибкой ленты в воздушном потоке путем многорядного развешивания ее в зоне его действия на приводных принудительно охлаждаемых барабанах. Перед намоткой гибкой ленты на приемный барабан ее предварительно разгружают от остаточных деформаций, после чего окончательное сматывание ленты в рулон производят в ненапряженном состоянии. Устройство для изготовления изоляционной ленты содержит размоточное устройство, узел нанесения изоляционного материала, узел калибровки толщины ленты, устройство протягивания ленты, систему предварительного охлаждения ленты и устройство сматывания ленты в рулон. В установку дополнительно введены система дополнительного воздушного охлаждения, узел нанесения антиадгезива и разгрузочный накопитель ленты, размещенный между системой дополнительного воздушного охлаждения и устройством сматывания ленты в рулон. Изобретение обеспечивает возможность изготовления высококачественной изоляционной ленты с мастичным покрытием, сматываемой в недеформируемые рулоны необходимого диаметра. 2 с. п.ф-лы, 7 з.п.ф-лы. 11 ил.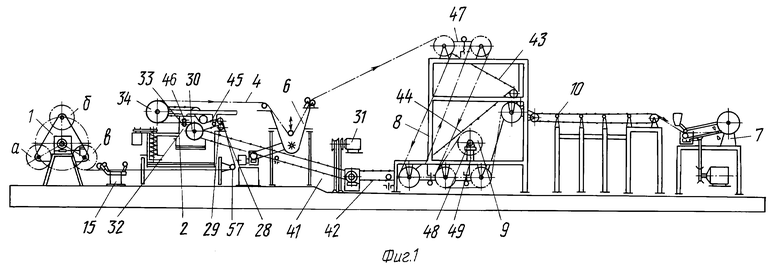
| Установка для изготовления многослойного армированного пористого материала | 1979 |
|
SU863401A1 |
| Способ получения электроизоляционного пленочного материала | 1987 |
|
SU1479317A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1094747A1 |
| US 4692352 A, 08.09.87 | |||
| Устройство для уплотнения бетонной смеси | 1981 |
|
SU988566A1 |
| ИСПЫТАТЕЛЬНАЯ КАМЕРА МАШИНЫ ТРЕНИЯ | 1999 |
|
RU2163013C2 |
| US 4276107 A, 30.06.81 | |||
| US 4778703 A, 18.10.88. | |||
