Изобретение относится к области энергетического машиностроения и касается изготовления газогенераторов жидкостных ракетных двигателей.
Из анализа уровня техники известны различные способы изготовления газогенераторов жидкостных ракетных двигателей (ЖРД). Так патент США N 3147592, НКИ 60-39.46, 1964 г. выдан на конструкцию газогенератора, в котором крышка вместе с подводящим патрубком приварена к смесительной головке. В головке установлены форсунки. Смесительная головка скреплена с корпусом с помощью резьбы. Корпус выполнен за одно целое с камерой и огневым патрубком. Это техническое решение выбираем в качестве аналога изобретения.
Недостаток аналога состоит в том, что из конструкции видно, что способ изготовления газогенератора не обеспечивает надежность агрегата для ЖРД больших тяг.
Известен способ изготовления сварно-паяной конструкции газогенератора ЖРД, включающая операции сборки, пайки и сварки смесительной головки, имеющей крышку с патрубком, подводящим один из компонентов топлива, и жестко связанные с крышкой форсунки и днище и магистраль подвода другого компонента, операции изготовления корпуса с выходным патрубком и последующими операциями сварки корпуса со смесительной головкой (см. И.И.Горев "Основы производства жидкостных ракетных двигателей", М., 1969 г., стр. 10-12). Это техническое решение принимаем в качестве прототипа. Недостатком прототипа является недостаточная надежность сварных и паяных соединений, не обеспечивающих повышенные прочностные и эксплуатационные свойства газогенераторов особенно при высоких рабочих давлениях, например 600 атмосфер, и относительно большой теплонапряженности агрегата.
Задача, которая стояла при разработке изобретения, заключалась в том, чтобы повысить технологичность изготовления конструкции и его прочностных и эксплуатационных характеристик путем обеспечения высокого качества сварных и паяных соединений.
Технический результат от реализации изобретения состоит в том, что при повышении технологичности изготовления увеличилась надежность агрегата за счет обеспечения высокого качества в конструкции сварных и паяных соединений. Благодаря этому удалось создать окислительный газогенератор для ЖРД больших тяг.
Сущность изобретения заключается в том, что в способе изготовления сварно-паяной конструкции газогенератора ЖРД, включающий операции изготовления смесительной головки, снабженной патрубком подвода первого компонента топлива, магистрали подвода второго компонента топлива, корпуса, выходного патрубка и последующего скрепления их между собой сваркой, дополнительно изготавливают двухслойную проставку, состоящую из внешней силовой оболочки и огневой стенки, оребренной с наружной стороны, и соединительное разрезное кольцо, выходной патрубок выполняют двухслойным, состоящим из внешней силовой оболочки и огневой стенки, оребренной с наружной стороны, корпус выполняют в виде сферической оболочки, имеющей три отверстия, два из которых выполнены соосно с разных сторон в стенках сферической оболочки и предназначены для соединения со смесительной головкой и выходным патрубком соответственно, а третье предназначено для соединения с магистралью подвода второго компонента топлива, перед скреплением корпуса, смесительной головки и выходного патрубка предварительно скрепляют между собой пайкой внешние силовые оболочки и огневые стенки соответственно двухслойной проставки и выходного патрубка, причем перед пайкой наносят на внутренние поверхности силовых оболочек и на наружные поверхности огневых стенок высокотемпературный припой, пайку ведут при температуре 960-980oC при упоре торцов огневых стенок друг в друга с обеспечением осевой щели между силовыми оболочками, далее проводят сварку по торцам огневой стенки двухслойной проставки и огневой стенки выходного патрубка путем электронно-лучевой сварки, при этом направляют электронный луч в щель между силовыми оболочками, далее проводят сварку силовой оболочки двухслойной проставки и силовой оболочки выходного патрубка между собой с помощью соединительного разрезного кольца аргоно-дуговой сваркой, далее проводят сварку двухслойной проставки со смесительной головкой при помощи аргоно-дуговой сварки в среде защитных газов, далее соединенные между собой смесительную головку, двухслойную проставку и выходной патрубок помещают в корпус, к которому предварительно приварена магистраль подвода второго компонента топлива, и осуществляют сварку корпуса со смесительной головкой и выходным патрубком.
Причем соединение корпуса со смесительной головкой и соединение патрубка подвода первого компонента топлива со смесительной головкой осуществляют аргоно-дуговой сваркой в среде защитных газов, причем по границе шва выполняют дополнительные валики.
Кроме того, изготовляют кольцевую подкладку и сварку корпуса с выходным патрубком осуществляют на изготовленной подкладке, которую предварительно закрепляют на выходном патрубке, после выполнения сварного шва по границе шва выполняют дополнительные валики
А сварку корпуса с патрубком подвода второго компонента топлива осуществляют аргоно-дуговой сваркой на удаляемой медной подкладке, которую устанавливают с внутренней стороны корня шва, после выполнения сварного шва по границе шва выполняют дополнительные валики
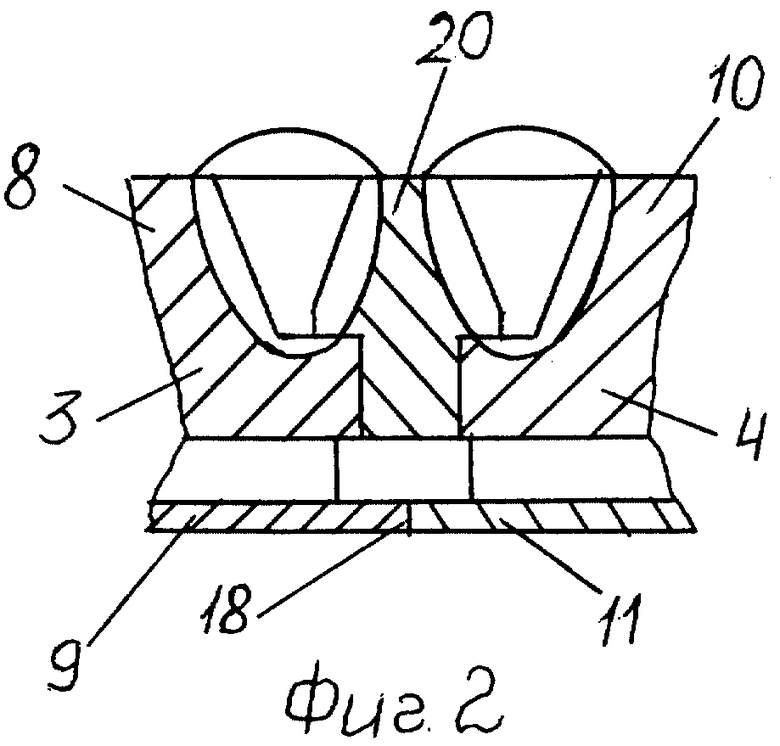
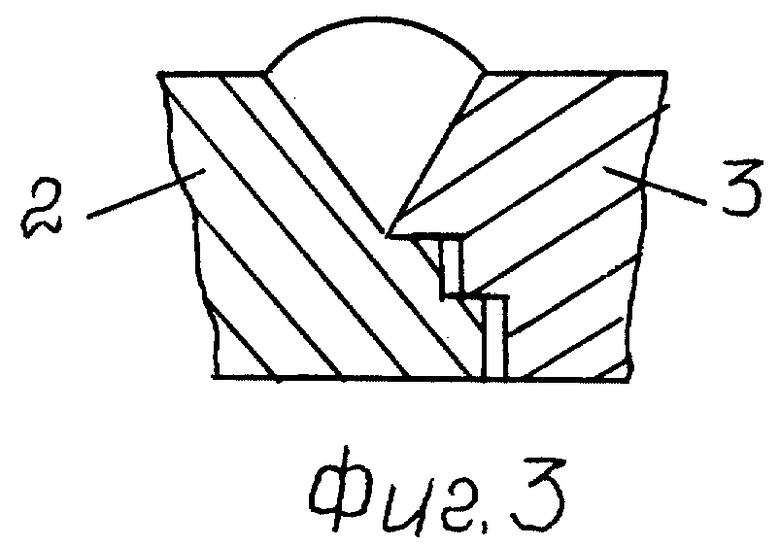
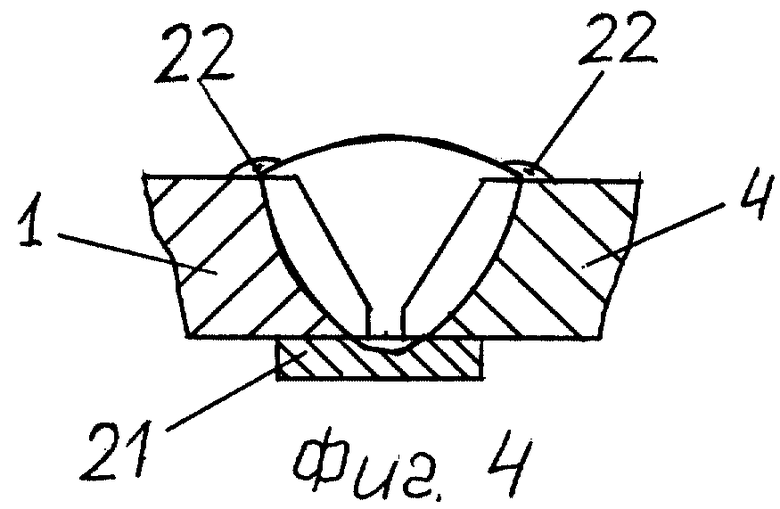
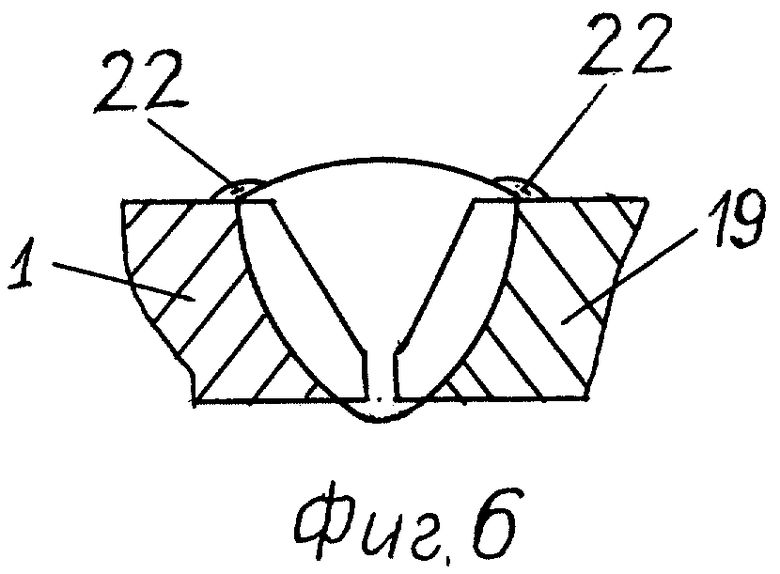
На фиг.1 изображен газогенератор, изготовленный описываемым способом. На фиг. 2 представлено сварное соединение проставки и выходного патрубка. На фиг. 3 - сварное соединение смесительной головки и проставки. На фиг.4 - сварное соединение корпуса и выходного патрубка. На фиг.5 - сварное соединение смесительной головки и корпуса. На фиг.6 - сварное соединение корпуса с подводящим патрубком. На фиг. 7 изображено надвигание силового корпуса на сварно-паяную конструкцию (состоящую из смесительной головки, выходного патрубка и проставки) перед сваркой его со смесительной головкой и выходным патрубком.
Изготовленный описываемым способом газогенератор состоит (фиг. 1 и 7) из силового корпуса 1, смесительной головки 2, проставки 3, выходного патрубка 4. Силовой корпус 1 выполняют сферическим с двумя, соосно расположенными отверстиями 5 и 6 и дополнительным отверстием 7 (фиг.7), обеспечивающим сообщение полости смесительной головки газогенератора с магистралью подвода второго компонента топлива. Проставка 3 состоит из силовой оболочки 8 и огневой стенки 9, а выходной патрубок 4 состоит из силовой оболочки 10 и огневой стенки 11. Смесительную головку 2 предварительно собирают из крышки 12 с двумя коаксиально расположенными стыковочными поверхностями 13 и 14, патрубка подвода первого компонента топлива 15, закрепленного на крышке 12 сваркой, и жестко связанных с крышкой 12 форсунок 16 и днище 17. Выходной патрубок 4 выполнен в виде конусообразного раструба со стыковочной поверхностью 18 на конце большего диаметра. К сферической поверхности силового корпуса 1 приварен патрубок 19, подводящий второй компонент топлива.
При изготовлении газогенератора собирают проставку 3, устанавливая огневую стенку 9 внутри силовой оболочки 8, затем собирают выходной патрубок 4, устанавливая огневую стенку 11 внутри силовой оболочки 10.
Перед этими сборками на внутренней поверхности силовых оболочек 8 и 10 наносят слой меди, а на наружной поверхности огневых стенок 9 и 11, скрепляемые с силовыми оболочками 8 и 10 соответственно, наносят медно-серебряный припой. Пайку производят при температуре 960-980o. При пайке обеспечивают выступание торцов взаимного контакта огневых стенок 9 и 11 над торцами силовых оболочек 8 и 10, как это показано на фиг. 2.
Торцы 18 огневых стенок 9 и 11, упирая друг друга, сваривают между собой электронно-лучевой сваркой, направляя луч между торцами рубашек 8 и 10 (фиг. 2). Закрепляют проставку 3 одной из ее торцевых поверхностей со стыковочной поверхностью 18 выходного патрубка 4 с помощью соединительного кольца 20. Проставку 3 и выходной патрубок 4 сваривают с соединительным кольцом 20 аргоно- дуговой сваркой с среде защитных газов.
Проставку 3 со смесительной головкой 2 (фиг.3) сваривают аргоно-дуговой сваркой в среде защитных газов.
Патрубок 19 предварительно закрепляют на силовом корпусе 1 (фиг.7) в отверстии 7 аргоно-дуговой сваркой в среде защитных газов на удаляемой подкладке, причем после удаления подкладки корень шва оплавляют ручной аргоно-дуговой сваркой с присадочной проволокой, а по границе шва выполняют дополнительные валики 22.
Силовой корпус 1 с подводящим патрубком 19 надвигают отверстиями 5 и 6 и надевают, как показано на фиг.7, на сварно- паяную конструкцию, состоящую из смесительной головки 2, проставки 3 и выходного патрубка 4 до упора, после чего производят сварку.
Силовой корпус 1 сваривают с выходным патрубком 4 (фиг.4) на остающейся подкладке 21 в среде защитных газов, а по границе шва выполняют дополнительные валики 22.
Неподвижное крепление силового корпуса 1 со смесительной головкой 2 (фиг. 3) и крепление патрубка 15 на смесительной головке 2 может осуществляться аргоно-дуговой сваркой в среде защитных газов, причем по границе шва выполняют дополнительные валики 22.
Промышленная применимость
Предлагаемый способ позволил создать и изготовить окислительный газогенератор для ЖРД большой тяги, обладающий высокой надежностью и высокими энергетическими параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| ГАЗОГЕНЕРАТОР | 1999 |
|
RU2159351C1 |
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ И ЕЕ КОРПУС | 1999 |
|
RU2158841C2 |
| СМЕСИТЕЛЬНАЯ ГОЛОВКА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) И КАМЕРА ЖРД С ЭТОЙ ГОЛОВКОЙ | 2000 |
|
RU2205973C2 |
| ЗАГЛУШКА КАМЕРЫ ЖРД | 1999 |
|
RU2159350C1 |
| ЖИДКОСТНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ | 1999 |
|
RU2158838C2 |
| МОДУЛЬ-ГАЗОГЕНЕРАТОР | 1999 |
|
RU2159349C1 |
| РЕГУЛЯТОР РАСХОДА | 1999 |
|
RU2159377C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| КОРПУС КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1999 |
|
RU2158840C2 |


Способ может быть использован при изготовлении газогенератора жидкостных ракетных двигателей. Сварку сферического корпуса со смесительной головкой и выходным патрубком производят через предварительно изготовленную проставку после соединения ее с другими узлами конструкции. Проставку и выходной патрубок выполняют из двух спаянных между собой оболочек. Внутренние оболочки узлов соединяют электронно-лучевой сваркой. Внешние оболочки соединяют аргонодуговой сваркой с применением предварительно изготовленного разрезного кольца. Проставку со смесительной головкой соединяют автоматической сваркой в защитных газах. Способ позволяет получить окислительный газогенератор большой тяги, обладающий высокой надежностью и хорошими энергетическими параметрами. 3 з.п.ф-лы, 7 ил.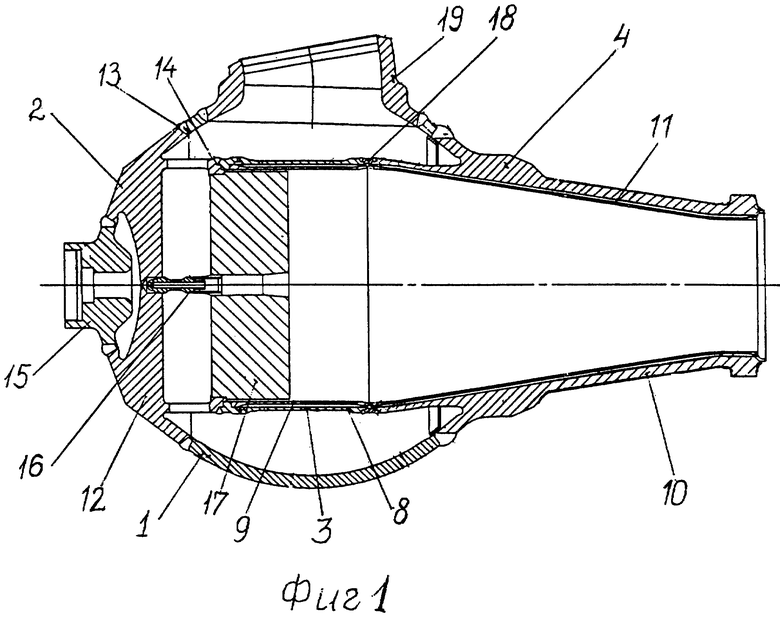
| ГОРЕВ И.И | |||
| Основы производства жидкостных ракетных двигателей | |||
| - М.: Машиностроение, 1969, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| RU 2001299 C1, 15.10.1993 | |||
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1993 |
|
RU2100636C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНО-ПАЯНОГО ТЕЛЕСКОПИЧЕСКОГО СОЕДИНЕНИЯ КОНСТРУКЦИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 1996 |
|
RU2106231C1 |
| US 3249124, 25.02.1969. | |||

