Изобретение относится к самолетостроению, в частности к технологии изготовления и герметизации сотовых конструкций, используемых в качестве силовых элементов авиационных конструкций.
Изобретение может быть использовано для агрегатов сотовой конструкции, например, тормозные щитки, интерцепторы, законцовки закрылков, рулей, элеронов, дефлекторов.
В настоящее время известен способ герметизации трехслойных металлических панелей с сотовым заполнителем (см. а.с. N 1822076, кл. B 64 C 3/26, B 64 F 5/00), включающий опрессовку предварительно собранной панели по местам ее крепления к каркасу и по периметру, причем для повышения надежности герметизации сотовых панелей и увеличения их ресурса в зонах опрессовки производят укладку слоев клеевой пленки горячего отверждения, а после опрессовки осуществляют нагрев для полимеризации клеевой пленки.
Наиболее близким по совокупности признаков к заявляемому изобретению является способ герметизации сотовых агрегатов (см. Технологическую инструкцию по герметизации агрегатов сотовой конструкции самолета Ил-86-ТИ-1267-033-86), в котором герметик наносится на места возможного проникновения влаги внутрь сотового агрегата (стыки обшивок, заклепочные болтовые соединения, места установки узлов) обмазкой кистью или шпателем и выдерживают требования сушки герметика.
Однако известный способ обладает недостаточно высокой надежностью герметизации сотовых конструкций (панелей). К причинам, препятствующим достижению указанного ниже технического результата при использовании этого способа, как и способа по а.с. 1822076, относится то, что в эксплуатации под действием циклических изменений атмосферного давления, связанных с подъемом самолета на большие высоты и возвращения на землю, создаются перепады давления между внутренней полостью сотового агрегата и наружной атмосферой. Со временем герметизация, выполненная обычным поверхностным способом, нарушается и в агрегате образуются свищи, через которые происходит сообщение внутренней полости с атмосферой. Эти свищи существовали и раньше с момента сборки агрегата, так как полностью исключить их образование при сборке невозможно, но поверхностная герметизация перекрывала их выходы наружу. Таким образом, в эксплуатации агрегат начинает "дышать", а вместе с воздухом внутрь его засасывается и влага, так, в случае недостаточно герметичной конструкции внутрь агрегата попадает вода, которая, накапливаясь и замерзая и оттаивая (циклически), изнутри разрушает агрегат и приводит его к выходу из строя досрочно, поэтому требуются большие затраты на ремонт и восстановление его, а в некоторых случаях агрегат становится неремонтопригодным, и требуется его замена на новый.
Задачей данного изобретения является устранение указанных недостатков, а именно - обеспечение более надежной и плотной герметизации агрегатa сотовой конструкции за счет обеспечения возможности проникновения герметизирующего состава внутрь всех микроканалов, пор и непроклеев, образующихся по периметру соединяемых элементов.
Указанный технический результат, который может быть получен при осуществлении изобретения, достигается тем, что в способе герметизации агрегата сотовой конструкции, заключающeмся в нанесении герметизирующего состава на места выхода на поверхность агрегата всех соединительных швов и других стыков деталей, согласно изобретению одновременно с нанесением герметизирующего состава и в течение 10-15 мин после нанесения герметика производят отсос воздуха из внутренней полости агрегата путем подключения установленных на стенках агрегата штуцера к вакуумному насосу, затем отключают от вакуумного насоса агрегат и выдерживают необходимые требования сушки герметизирующего состава, после чего изолируют полностью внутреннюю полость агрегата от наружной атмосферы установкой заглушек на штуцера в стенках агрегата.
Таким образом, отсос воздуха из внутренней полости агрегата одновременно с нанесением герметизирующего состава и еще в течение 10-15 мин с последующей выдержкой необходимых требований сушки герметизирующего состава и полной изоляцией внутренней полости агрегата от наружной атмосферы позволяет обеспечить надежную герметизацию агрегатов сотовой конструкции и повысить их ресурс, сократить эксплуатационные расходы, связанные с восстановлением негерметичных агрегатов, за исключением негерметичности, возникающей от пробоин агрегатов.
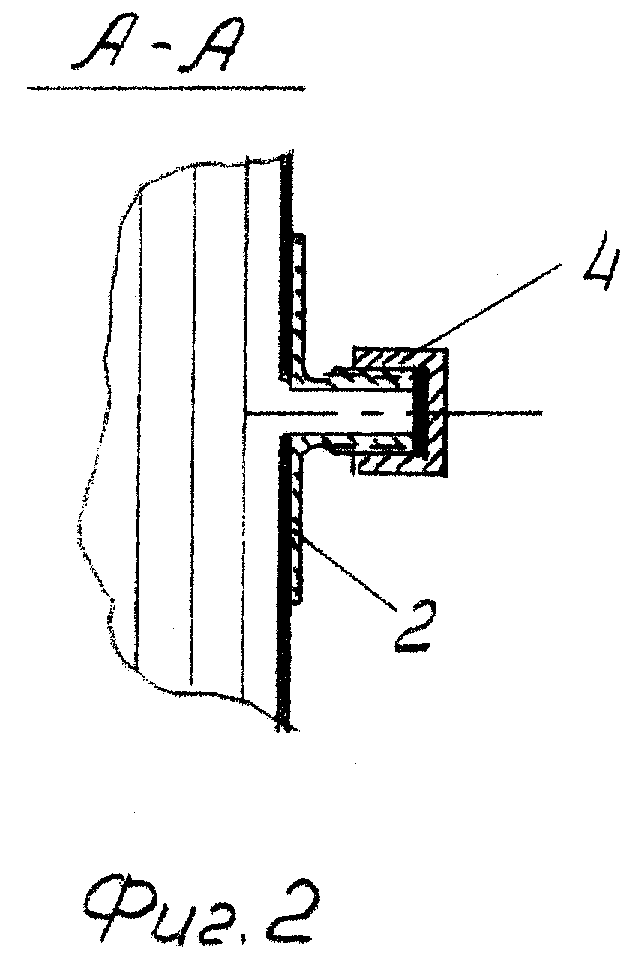
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема герметизации сотового агрегата; на фиг. 2 - разрез А-А по фиг. 1.
Способ герметизации сотового агрегата осуществляется следующим образом.
Одновременно с нанесением герметизирующего состава и в течение 10-15 мин после производят отсос воздуха из внутренней полости агрегата 1. Для этого устанавливают на стенках агрегата 1 штуцера 2 и подключают их к вакуумному насосу 3. В системе создается внутреннее давление 0,7-0,8 атм (на 0,2-0,3 атм меньше наружного). Все торцы клеевых швов, стыки деталей и т.д., в которые может проникнуть воздух, обмазывают жидким герметизирующим составом (или клеем). Из-за разряженности внутренней полости сотового отсека (агрегата) герметизирующий состав проникает внутрь всех микроканалов и пор (всасывается) и закупоривает их. Отсос воздуха производят в течение всего времени нанесения состава и еще 10-15 мин после окончания обмазки. Затем выключают вакуум-насос и выдерживают агрегат до полной просушки герметизирующего состава, обеспечивая необходимые требования его сушки. После этого изолируют полностью внутреннюю полость агрегата от наружной атмосферы, устанавливая заглушки 4 и на штуцера в стенках агрегата.
Проверку агрегата на герметичность проводят по существующей инструкции, например ТИ 75605.1365-90 (для композиционных сотовых отсеков), и по ТИ 756.05.1379-92 для металлических сотовых отсеков, после чего наносят лакокрасочное покрытие.
Предлагаемый способ герметизации может быть использован как при изготовлении новых агрегатов, так и при ремонте агрегатов в эксплуатации самолетов всех модификаций типа Ил-76, Ил-86, 96-300, Т(М), 114.
Таким образом, изложенные сведения свидетельствуют о выполнении поставленной задачи, а именно - обеспечении надежной герметизации агрегатов сотовой конструкции, повышении их ресурса, сокращении эксплуатационных расходов, связанных с восстанавлением негерметичных агрегатов.
Изобретение относится к технологии производства сотовых конструкций. Способ герметизации заключается в том, что одновременно с нанесением герметизирующего состава на места выхода на поверхность агрегата всех соединительных швов и других стыков деталей и в течение 10-15 мин после производят отсос воздуха из внутренней полости агрегата путем подключения его к вакуумному насосу. Затем отключают от вакуумного насоса агрегат и выдерживают необходимые требования сушки герметизирующего состава. После этого полностью изолируют внутреннюю полость агрегата от наружной атмосферы установкой заглушек на штуцера в стенках агрегата. Предложенный способ позволяет обеспечить надежную герметизацию агрегатов сотовой конструкции, повысить их ресурс, снизить эксплуатационные расходы. 2 ил.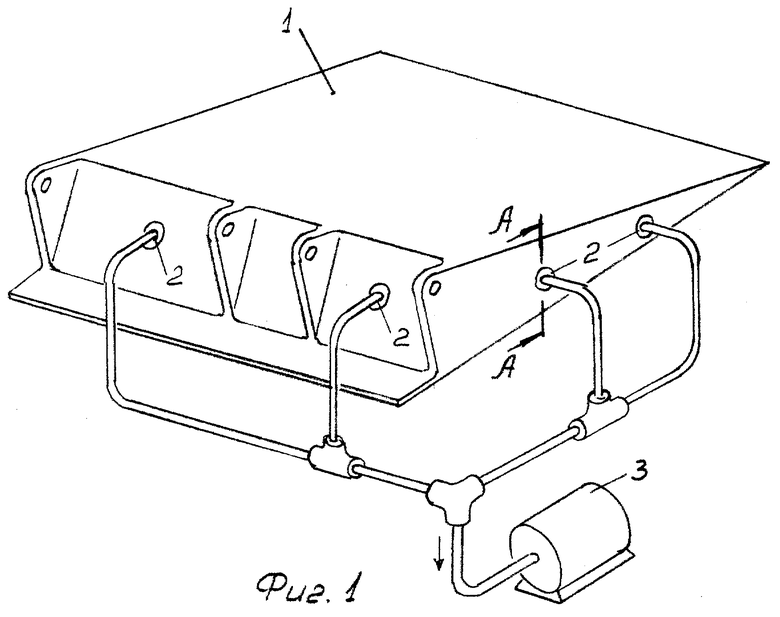
Способ герметизации агрегата сотовой конструкции, заключающийся в нанесении герметизирующего состава на места выхода на поверхность агрегата всех соединительных швов и других стыков деталей, отличающийся тем, что одновременно с нанесением герметизирующего состава и в течение 10 - 15 мин после производят отсос воздуха из внутренней полости агрегата путем подключения установленных на стенках агрегата штуцеров к вакуумному насосу, затем отключают от вакуумного насоса агрегат и выдерживают необходимые требования сушки герметизирующего состава, после чего полностью изолируют внутреннюю полость агрегата от наружной атмосферы установкой заглушек на штуцера в стенках агрегата.
| БЕРСУДСКИЙ В.Е | |||
| Технология изготовления сотовых авиационных конструкций | |||
| - М.: Машиностроение, 1975, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРЕХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 1990 |
|
SU1822076A1 |
| SU 1110096 C, 10.10.1995 | |||
| ГЕНКИН С.И | |||
| и др | |||
| Герметизация современных самолетов | |||
| - М.: Военное издательство Министерства обороны СССР, 1962, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |

