Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию.
Известна установка (экструдер) для производства профильных изделий с регулируемым сечением формующего канала, содержащая корпус, соединенный с ним направляющий фланец, в котором выполнены пазы, и калибрующее устройство (матрицу) со смонтированными с возможностью перемещения друг относительно друга пластинами [Авторское свидетельство СССР N 804495, кл. В 29 F 3/01, 15.02.81., Бюл. N 6].
Недостатком такой установки является невозможность автоматического регулирования величины давления (выставление заданного профиля производится вручную), что приводит к нестабильности проведения процесса экструзии, что в свою очередь приводит к ухудшению качества получаемого продукта. Кроме того, известная установка является узкоспециализированной, предназначенной только для производства погонажных изделий из пластмасс, что ограничивает область ее применения.
Технической задачей изобретения является стабилизация давления в предматричной зоне экструдера при изменении технологических параметров процесса в ходе экструдирования различного исходного сырья за счет "автоматического" варьирования проходного сечения формующего канала, а также расширение области применения.
Поставленная задача достигается тем, что в экструдере для производства профильных изделий с регулируемым сечением формующего канала, содержащем корпус, соединенный с ним формующий фланец с выполненными в нем пазами, шнек и калибрующую матрицу, включающую смонтированные с возможностью перемещения профилирующие пластины, новым является то, что калибрующая матрица установлена с возможностью возвратно-поступательного перемещения по направляющим корпуса параллельно оси шнека и выполнена с наклонными радиальными отверстиями, в которых установлены профилирующие пластины, и с пазами, аналогичными пазам направляющего фланца, расположенным по окружности, причем в пазах направляющего фланца установлены пружины, противоположными концами контактирующие с пазами матрицы, а профилирующие пластины снабжены закрепленными на их концах роликами, контактирующими с копирами, выполненными в направляющем фланце.
При нарушении устойчивого режима работы экструдера (пульсации производительности и давления в случае наличия неравномерности в смеси) или изменении режима работы, например при смене состава смеси, требуется изменение живого сечения формующего канала.
В предлагаемом устройстве предусматривается "автоматическое" изменение живого сечения формующего канала за счет неизбежных пульсаций давления в предматричной зоне экструдера.
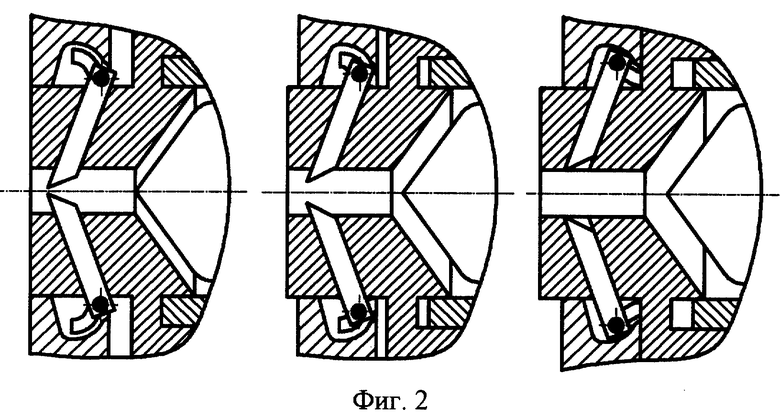
На фиг. 1 изображен предлагаемый экструдер для производства профильных изделий с регулируемым сечением формующего канала в поперечном разрезе; на фиг. 2 - положения матрицы при различном живом сечении формующего канала.
Экструдер для производства профильных изделий с регулируемым сечением формующего канала содержит корпус 1 с загрузочным отверстием 9, соединенный с ним формующий фланец 2 и калибрующую матрицу 3 с формующим каналом 4, имеющую возможность возвратно-поступательного перемещения по направляющим корпуса параллельно оси шнека 8. В направляющем фланце 2 изготовлены по окружности пазы 10 с установленными в них пружинами 6, противоположными концами контактирующими с аналогичными пазами 11 матрицы 3. В матрице выполнены наклонные радиальные отверстия, в которых находятся с возможностью перемещения профилеобразующие пластины 5 с закрепленными на концах роликами 7, контактирующими с копирами 12, выполненными в направляющем фланце 2.
Предлагаемый экструдер работает следующим образом.
Исходный продукт загружается в рабочую камеру экструдера через загрузочную воронку 9 и перемещается в предматричную зону посредством вращающегося шнека 8 и продавливается через формующий канал 4 матрицы 3. Окончательную форму продукт получает, проходя через отверстие, образованное формующим каналом 4 и профилеобразующими пластинами 5. Максимальное сечение этого отверстия соответствует проходному сечению формующего канала матрицы. Причем проходное сечение образованного отверстия устанавливается "автоматически" в зависимости от свойств продукта и развиваемого экструдером давления. Так, в случае повышения давления продукта сила, действующая на матрицу 3, превысит силу, с которой пружины 6 удерживают ее в положении равновесия и матрица начнет перемещаться в направлении выхода продукта. Тем самым, она заставляет перемещаться профилеобразующие пластины 5 с роликами 7. При перемещении ролики, обкатываясь по копирам 12, увлекают за собой пластины, которые, перемещаясь, увеличивают живое сечение формующего канала 4, что вызывает снижение давления в предматричной зоне экструдера. Это приводит к уменьшению сил, действующих на матрицу со стороны продукта, и она под действием увеличившихся сил сжатия пружин 6 перемещается в обратном направлении. При достижении баланса сил сжатия пружин и силы давления продукта матрица займет новое равновесное положение, соответствующее оптимальному режиму экструдирования пищевого сырья.
Пределы регулирования, геометрия копира определяются размерами формующих каналов матрицы и реологическими свойствами перерабатываемого сырья.
Конструкция экструдера предусматривает возможность замены копира на копир с другой геометрией в случае изменения технологических параметров экструзионного процесса при переходе на новый вид сырья. Наличие сменных копиров с различной геометрией обеспечивает универсальность экструдера для производства профильных изделий, что позволяет перерабатывать широкий спектр материалов.
Выполненные в матрице наклонные радиальные отверстия для размещения профилеобразующих пластин располагаются максимально близко к ее краю с условием соблюдения жесткости конструкции. Это необходимо для устранения застойных зон расплава продукта.
Пружины подобраны таким образом, что они отрегулированы на определенное усилие отжатия, при превышении которого они сжимаются.
Таким образом, использование изобретения позволит:
- оптимизировать процесс экструдирования различного исходного сырья за счет "автоматического" варьирования живого сечения формующего канала;
- расширить область применения за счет достигнутой универсальности формующего узла;
- получать экструдаты высокого качества благодаря решению проблемы стабилизации давления и производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ЭКСТРУДЕРА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 1998 |
|
RU2142361C1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2182869C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА | 2002 |
|
RU2213659C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2214917C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию. Экструдер для производства профильных изделий с регулируемым сечением формующего канала содержит корпус, соединенный с ним формующий фланец, шнек и калибрующую матрицу. Фланец выполнен с пазами. Матрица включает смонтированные с возможностью перемещения профилирующие пластины. Калибрующая матрица установлена с возможностью возвратно-поступательного перемещения по направляющим корпуса параллельно оси шнека. Матрица выполнена с наклонными радиальными отверстиями и с пазами. В отверстиях матрицы установлены профилирующие пластины. Пазы матрицы аналогичны пазам направляющего фланца, расположенным по окружности. В пазах направляющего фланца установлены пружины, противоположными концами контактирующие с пазами матрицы. Профилирующие пластины снабжены закрепленными на их концах роликами, контактирующими с копирами, выполненными в направляющем фланце. Изобретение обеспечивает стабилизацию давления в предматричной зоне экструдера при изменении технологических параметров процесса в ходе экструдирования различного исходного сырья. 2 ил.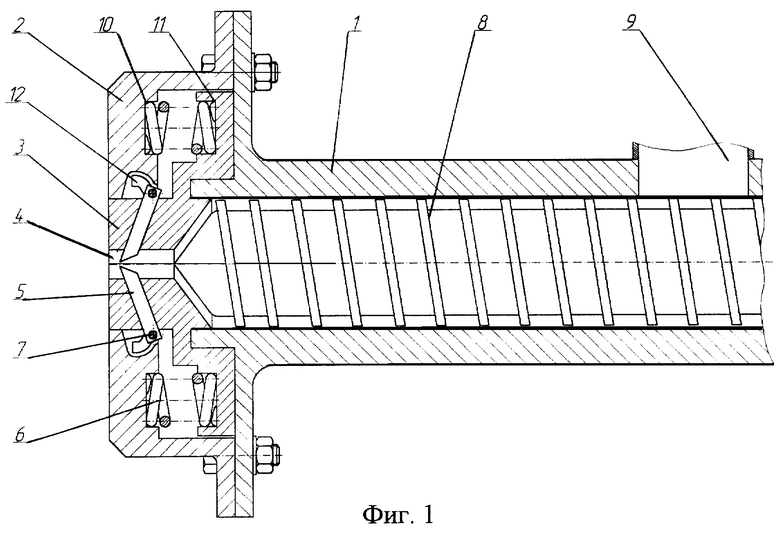
Экструдер для производства профильных изделий с регулируемым сечением формующего канала, содержащий корпус, соединенный с ним формующий фланец с выполненными в нем пазами, шнек и калибрующую матрицу, включающую смонтированные с возможностью перемещения профилирующие пластины, отличающийся тем, что калибрующая матрица установлена с возможностью возвратно-поступательного перемещения по направляющим корпуса параллельно оси шнека и выполнена с наклонными радиальными отверстиями, в которых установлены профилирующие пластины, и с пазами, аналогичными пазам направляющего фланца, расположенным по окружности, причем в пазах направляющего фланца установлены пружины, противоположными концами контактирующие с пазами матрицы, а профилирующие пластины снабжены закрепленными на их концах роликами, контактирующими с копирами, выполненными в направляющем фланце.
| Установка для производства погонажныхиздЕлий из плАСТМАСС | 1978 |
|
SU804495A1 |
| Установка для формования лент из пластических материалов | 1980 |
|
SU929443A1 |
| DE 3414444 A1, 17.10.1985 | |||
| ГИБКИЙ НАДУВНОЙ ИГРОВОЙ ИНСТРУМЕНТ | 2014 |
|
RU2673141C2 |
| US 3611491 A, 12.10.1971 | |||
| US 3611492 A, 12.10.1971 | |||
| EP 0363716 A2, 18.04.1990 | |||
| Осушительно-увлажнительная система | 1986 |
|
SU1420108A1 |
