Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию.
Известен экструдер-смеситель (экструдер) содержащий гильзу (корпус), расположенный внутри него шнек с осевым каналом, выход (вход) которого расположен на конце шнека, а вход (выход) - между витками нарезки шнека. [Авторское свидетельство СССР 757339, кл. В 29 С 47/36, 47/64 11.04.78. Бюл. 31].
Недостатком данного устройства является невозможность регулирования количества отводимого из предматричной зоны в осевой канал расплава экструдата, а следовательно, и величины давления в предматрице, что приводит к нестабильности процесса экструзии и в свою очередь ведет к ухудшению качества получаемого продукта. Кроме того, известная установка является узкоспециализированной, предназначенной только для переработки полимерных материалов при окрашивании в массе синтетических нитей, что ограничивает область се применения.
Технической задачей изобретения является стабилизация давления в предматричной зоне экструдера при изменении технологических параметров процесса в ходе экструдирования различного исходного сырья за счет отвода части продукта из предматричной зоны и направления ее в рабочую камеру.
Поставленная задача достигается тем, что экструдере, содержащем корпус, расположенный внутри него шнек с осевым каналом, вход которого расположен на конце шнека, а выход размещен между витками нарезки шнека, новым является то, что экструдер содержит последовательно расположенные зоны загрузки, смешивания, гомогенизации, дозирования и предматричную зону, в глухом канале шнека соосно расположены пружина большего диаметра, соприкасающаяся с ней промежуточная втулка, находящаяся в ней пружина меньшего диаметра, подпирающая плунжер, установленный с возможностью осевого перемещения, при этом выход канала расположен в зонах гомогенизации и дозирования по длине одного витка шнека в виде сквозных наклонных цилиндрических отверстий, оси которых пересекаются с осью вращения шнека.
При нарушении устойчивого режима работы экструдера (пульсации давления, которая может возникнуть, например, при наличии недостаточной однородности состава смеси, изменении режима работы или при смене рецептуры смеси и т.д.) требуется быстрое оперативное вмешательство, направленное на поддержание стабильного давления, за счет отвода части продукта из предматричной зоны.
В этом случае в предлагаемом устройстве предусматривается "автоматическое" регулирование количества отводимого расплава экструдата из предматричной зоне и отвода его в предыдущие зоны экструдера за счет пульсаций давления в предматричной зоне экструдера.
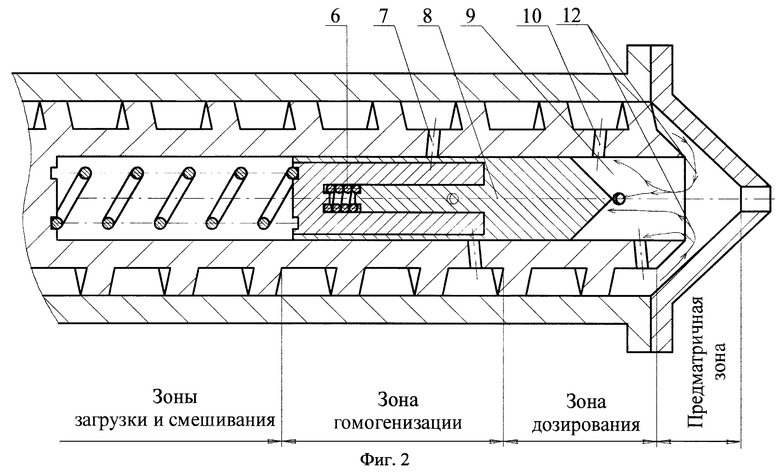
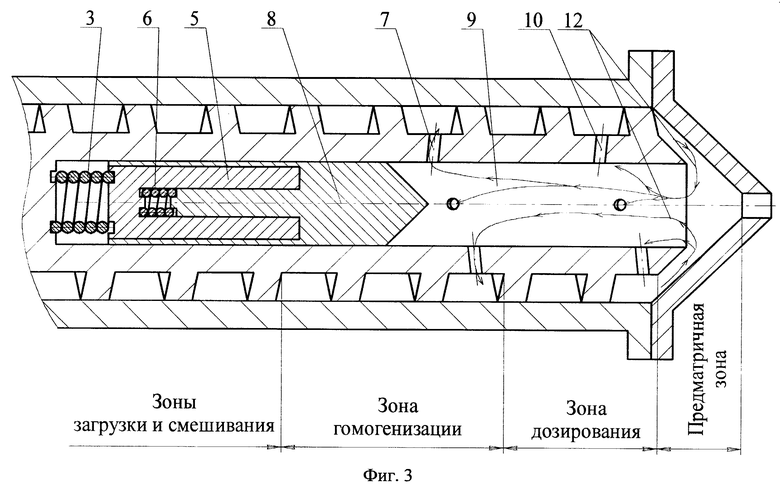
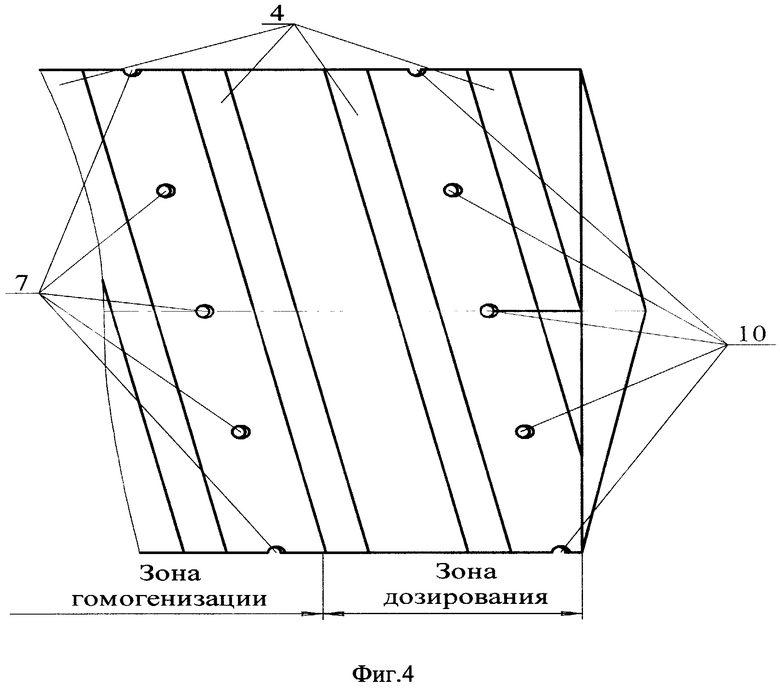
На фиг. 1 изображен разрез рабочей камеры предлагаемого экструдера при положении плунжера в начальном положении, на фиг.2 - разрез рабочей камеры экструдера при полностью сжатой пружине меньшего диаметра, на фиг.3 - разрез рабочей камеры экструдера при полностью сжатых пружинах большего и меньшего диаметров, на фиг.4 - развертка винтовой поверхности шнека в зонах дозирования и гомогенизации.
Экструдер (фиг.1) содержит корпус 2 с загрузочным отверстием (не показано), расположенный в нем шнек 1 с винтовой нарезкой 4 и матрицу 11. В шнеке 1 выполнен глухой цилиндрический канал 9, в котором последовательно расположены пружина большего диаметра 3, промежуточная втулка 5, пружина меньшего диаметра 6 и плунжер 8. Пружина 3 находится между торцом канала 9 и промежуточной втулкой 5 и обеспечивает при необходимости ее перемещение в осевом направлении. Внутри промежуточной втулки 5 расположена пружина 6 меньшего диаметра. Плунжер 8 соприкасается без зазора с внутренней поверхностью канала 9 и рабочим концом перекрывает его входное отверстие, расположенное на торце шнека 1. Пружина 6 опирается на промежуточную втулку 5 и соприкасается с плунжером 8, ограничивая его осевое перемещение.
Жесткость пружин 3 и 6 подобрана таким образом, что пружина 3 большего диаметра начнет сжиматься после того, как пружина 6 меньшего диаметра будет полностью сжата. В зонах гомогенизации и дозирования во впадинах винтовой нарезки 4 по длине одного витка шнека выполнены наклонные цилиндрические отверстия соответственно 7 и 10, оси которых пересекаются с осью вращения шнека. Угол наклона отверстий α выбирается таким образом, чтобы обеспечить захват основным потоком продукта потоков, выходящих из отверстий 7 и 10 (фиг. 4). Линиями 12 показаны направления движения расплава продукта из предматричной зоны в зоны гомогенизации и дозирования.
Длины канала 9, пружин 3 и 6, промежуточной втулки 5 и плунжера 8 подобраны таким образом, что при полностью сжатой пружине 6 меньшего диаметра плунжер 8 находится в положении, обеспечивающем открытие отверстий 10 в зоне дозирования (фиг.2). А при полностью сжатой пружине 3 большего диаметра плунжер 8 находится в положении, обеспечивающем открытие отверстий 7 в зоне гомогенизации (фиг.3).
Предлагаемый экструдер работает следующим образом.
Исходный продукт последовательно перемещается через зоны загрузки, смешивания, гомогенизации и дозирования при помощи вращающегося шнека 1. По мере продвижения продукт перемешивается в зоне смешивания, нагревается и размягчается. Далее в зоне гомогенизации происходит превращение размягченных гранул в однородный расплав за счет возрастания давления. Давление расплава продукта в зоне дозирования достигает желаемого значения, происходит окончательное расплавление мелких включений и образуется расплав, однородный по структуре и температуре. Это позволяет для нормальной работы экструдера иметь заданную, однородную по сечению температуру расплава продукта.
Затем он попадает в предматричную зону и продавливается через выходное отверстие в матрице 12. Так, экструдер работает при давлении продукта в предматричной зоне, не превышающем заданного оптимального значения (фиг.1). Это необходимо, так как величина давления однозначно определяет температуру обработки продукта, от которой в свою очередь зависит качество готового продукта [1. Термопластическая экструзия: научные основы, технология, оборудование/ Под. ред. A.Н. Богатырева, В.П. Юрьева. - М.: "Ступень", 1994. -200 с. 2. Груздев Н.Э., Мирзоев Р.Г., Янков В.И. Теория шнековых устройств. - Л.: Изд-во Ленингр. ун-та, 1978. -144 с.].
В случае повышения давления расплава продукта в предматричной зоне сила, действующая па плунжер 8, превысит силу, с которой пружина 6 удерживает его в положении равновесия и плунжер начнет перемещаться в направлении зоны загрузки продукта, открывая отверстия 10 (фиг.2). При этом продукт из предматричной зоны отводится в зону дозирования, и, следовательно, обеспечивается снижение давления в предматричной зоне.
Если этого снижения давления оказывается недостаточно и оно продолжает увеличиваться в предматричной зоне, то в этом случае при полном сжатии пружины 6 плунжер 8 упирается в промежуточную втулку 5. Они совершают совместное движение в том же направлении, сжимая пружину 3 большего диаметра, при этом открывая отверстия 7, тем самым увеличивая количество отводимого продукта из предматричной зоны в зону гомогенизации, также обеспечивая снижение давления в предматричной зоне (фиг.3). Таким образом, во втором случае происходит выход продукта сначала в зону дозирования, а затем в зону гомогенизации.
Такая циркуляция расплава экструдата приводит к уменьшению нагрузки от действующих на плунжер 8 сил со стороны предматричной зоны, и он под действием увеличившихся сил сжатия пружины 6 (или совместного действия сил сжатия пружин 3 и 6) перемещается в обратном направлении, и занимает крайнее положение (пружины 3, 6 имеют наименьшее сжатие), в котором он своим рабочим концом полностью перекрывает доступ продукта из предматричной зоны в канал 9 шнека 1.
Пределы регулирования и форма пружин, размеры канала 9 и расположение отверстий 7 и 10 определяются геометрическими размерами рабочей камеры и реологическими свойствами перерабатываемого сырья. Пружина 6 отрегулирована на определенное усилие отжатия, при превышении которого она сжимается, а пружина 3 отрегулирована так, что начинает сжиматься только при полном сжатии пружины 6.
Чтобы обеспечить перетекание перерабатываемого материала через отверстия 7 и 10 и сохранить достаточную прочность шнека 1, необходимо диаметр отверстий 7 и 10 держать в пределах не более одной трети ширины винтовой нарезки 4 шнека 1. Шаг расположения отверстий 7 и 10 должен быть одинаковым, не менее трех диаметров отверстия с целью устранения изгиба шнека при выходе расплава из отверстий 7 и 10 (фиг.4).
Таким образом, использование изобретения позволит:
- оптимизировать процесс экструдирования различного исходного сырья за счет "автоматического" поддержания оптимального давления вследствие регулирования потока отводимого продукта из предматричной зоны в зоны дозирования и гомогенизации;
- расширить область применения за счет достигнутой универсализации механизма стабилизации давления:
- получать экструдаты высокого качества благодаря решению проблемы стабилизации давления, а следовательно, и температуры обработки.
Применение предложенной конструкции шнека в двухшнековых экструдерах также позволит повысить коэффициент наполнения шнеков в зоне дозирования и тем самым повысить качество экструдатов за счет устранения пульсации давления в предматричной зоне, характерного для данного типа машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР | 2001 |
|
RU2182869C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2214917C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2001 |
|
RU2184653C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2005 |
|
RU2284914C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2227782C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию. Экструдер содержит корпус и расположенный внутри него шнек с осевым каналом. Вход канала расположен на конце шнека, а выход размещен между витками нарезки шнека. Экструдер содержит также последовательно расположенные зоны загрузки, смешивания, гомогенизации, дозирования и предматричную зоны. В глухом канале шнека соосно расположены пружина большего диаметра, соприкасающаяся с ней промежуточная втулка, находящаяся в ней пружина меньшего диаметра, подпирающая плунжер. Плунжер установлен с возможностью осевого перемещения. Выход канала расположен в зонах гомогенизации и дозирования по длине одного витка шнека в виде сквозных наклонных цилиндрических отверстий. Оси отверстий пересекаются с осью вращения шнека. Изобретение позволяет стабилизировать давление в предматричной зоне экструдера при изменении технологических параметров процесса в ходе экструдирования различного исходного сырья. 4 ил.
Экструдер, содержащий корпус, расположенный внутри него шнек с осевым каналом, вход которого расположен на конце шнека, а выход размещен между витками нарезки шнека, отличающийся тем, что экструдер содержит последовательно расположенные зоны загрузки, смешивания, гомогенизации, дозирования и предматричную зону, в глухом канале шнека соосно расположены пружина большего диаметра, соприкасающаяся с ней промежуточная втулка, находящаяся в ней пружина меньшего диаметра, подпирающая плунжер, установленный с возможностью осевого перемещения, при этом выход канала расположен в зонах гомогенизации и дозирования по длине одного витка шнека в виде сквозных наклонных цилиндрических отверстий, оси которых пересекаются с осью вращения шнека.
| SU 757339 А, 23.08.1980 | |||
| GB 1360034 А, 17.07.1974 | |||
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| УСТРОЙСТВО ДИСТАНЦИОННОГО КОНТРОЛЯ АТМОСФЕРЫ | 2002 |
|
RU2226269C2 |
| Экструдер-смеситель для полимерных материалов | 1981 |
|
SU996222A1 |
