Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию.
Известен экструдер со шнеком, формующим мундштуком и расположенными между ними контактирующими подвижными и неподвижными пластинами с множеством мелких отверстий [Патент JР 6028577 В4, кл. А 23 Р 1/12,21.05.86].
Недостатком такого экструдера является невозможность обеспечения заданного регулирования величины давления материала без применения ручного труда при установке требуемого профиля получаемого изделия, что приводит к снижению эффективности его работы и нестабильности проведения процесса экструзии, в результате чего качество конечного продукта ухудшается.
Известна экструзионная головка (формующее устройство экструдера) для изготовления трубчатых полимерных изделий, включающая корпус (матрицу), в котором выполнены кольцевые каналы, соединенные с источником подачи полимера (рабочей камерой) и объединенные на выходе в кольцевую фильеру, дорн и распределитель полимера, изготовленный в виде перфорированного диска (диска с отверстиями) с возможностью поворота и сообщения кольцевых каналов с источником подачи полимера через отверстия в нем [А. С. 722777, В 29 F 3/04, 25.03.80. Бюл. 11].
Недостатком данного устройства является невозможность "автоматического" регулирования давления расплава полимера (выставление заданного профиля производится вручную) на выходе из рабочей камеры экструдера, что может приводить к чрезмерному перегреву продукта, а следовательно, к ухудшению качества получаемого экструдата вследствие нестабильности процесса экструзии. Кроме того, известная экструзионная головка является узкоспециализированной, предназначенной только для изготовления трубчатых полимерных изделий, что ограничивает область ее применения.
Технической задачей изобретения является стабилизация давления в предматричной зоне экструдера при изменении технологических параметров процесса в ходе экструдирования различного исходного сырья за счет заданного "автоматического" регулирования проходного сечения формующего канала.
Поставленная задача достигается тем, что в формующем устройстве экструдера, содержащем рабочую камеру экструдера, экструзионную головку, состоящую из матрицы с каналами, дорна и диска с отверстиями, установленного с возможностью поворота, новым является то, что в предматричной зоне рабочей камеры экструдера по направляющим установлен конусообразный обтекатель, внутренняя часть которого имеет седлообразную форму с конусом и двумя отверстиями, обтекатель контактирует с дорном, который состоит из диска с двумя овальными отверстиями и упорами на боковой поверхности и цилиндрического вала с выступами, в центре матрицы выполнено отверстие сложной формы, в которое входит цилиндрический вал дорна, при этом выступы вала образуют в отверстии матрицы овальные формующие каналы, в диаметральном кольцевом пазу матрицы установлены пружины, контактирующие одной стороной с упорами диска дорна, а другой - с упорными шайбами, установленными в симметрично расположенных пазах матрицы и рабочей камеры, так что дорн имеет возможность кругового перемещения в матрице с образованием различного проходного сечения овальных формующих каналов.
При нарушении устойчивого режима работы экструдера (например, пульсации давления, которые могут возникнуть при наличии недостаточной однородности состава смеси, изменении режима работы или при смене рецептуры исходного сырья и т.д.) требуется быстрое оперативное вмешательство, направленное на поддержание стабильного давления продукта за счет изменения проходного сечения формующих каналов.
В этом случае в предлагаемом устройстве предусматривается "автоматическое" регулирование давления расплава экструдата в предматричной зоне экструдера за счет изменения площади проходного сечения каналов формующего устройства.
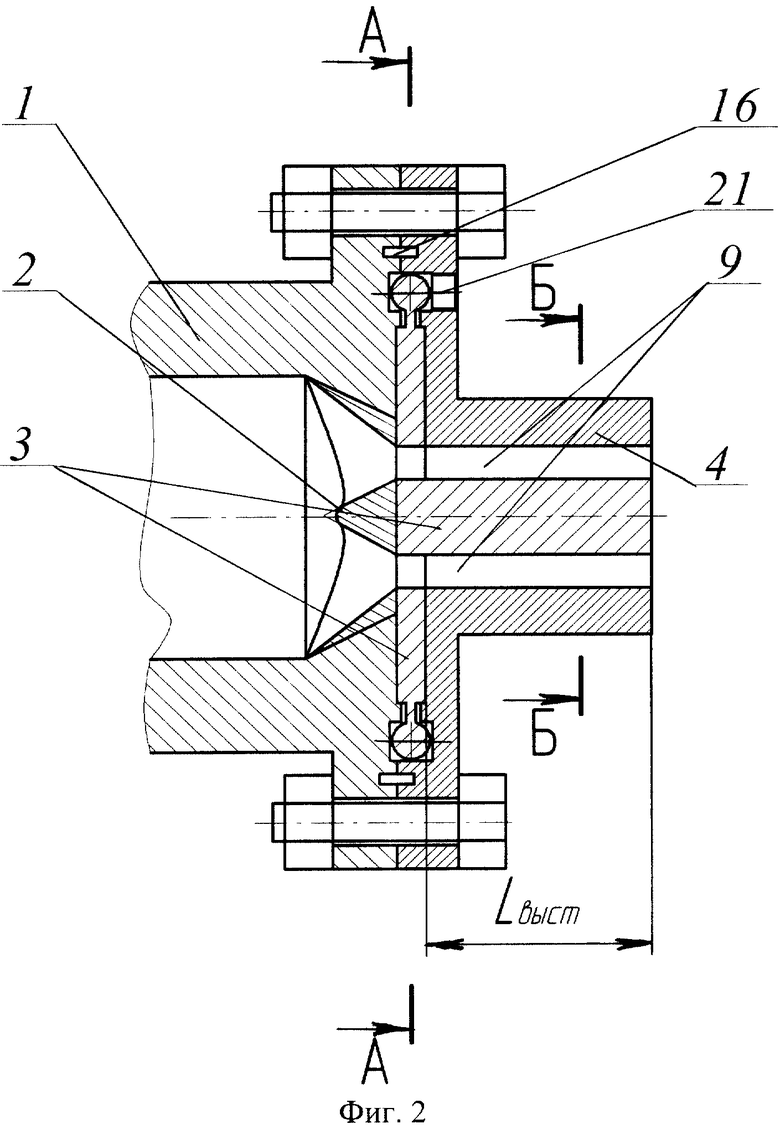
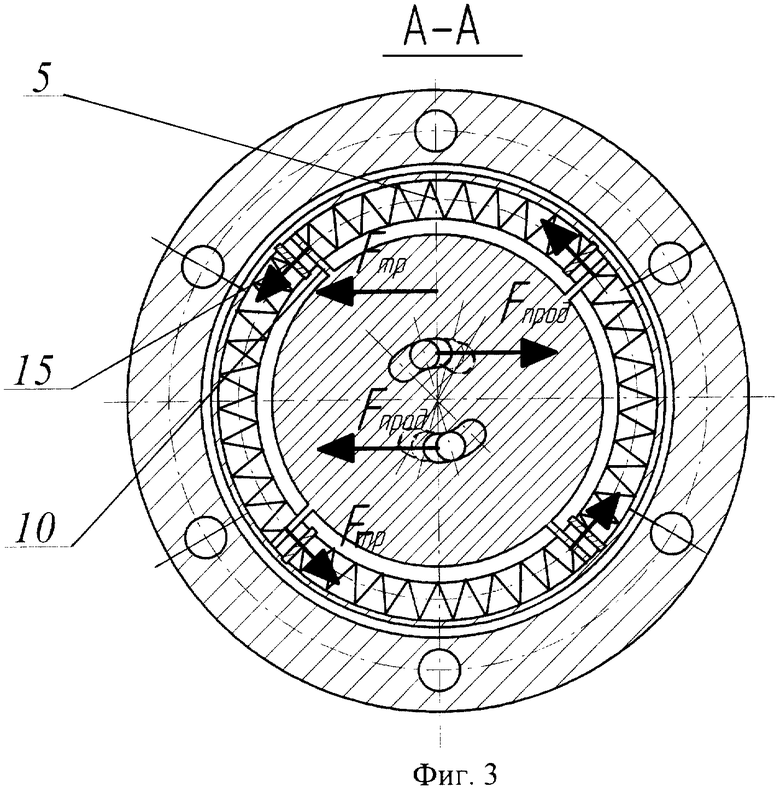
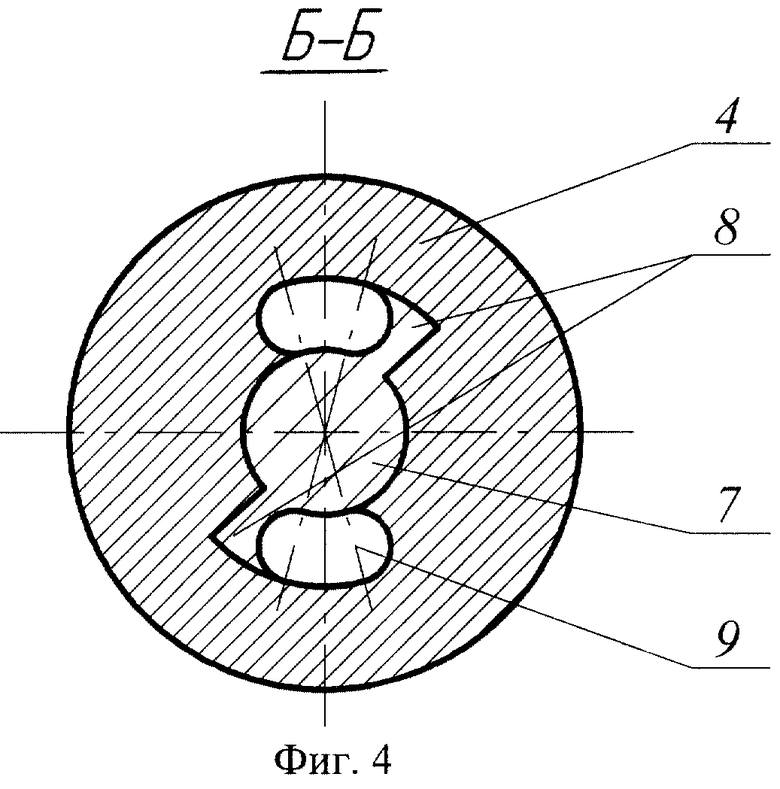
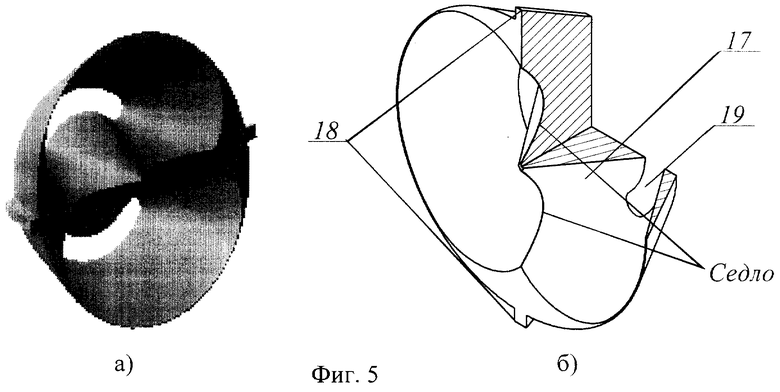
На фиг. 1 изображен общий вид предлагаемого формующего устройства экструдера; на фиг.2 - формующее устройство с регулируемым формующим каналом в сборе; на фиг. 3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг. 5 - обтекатель: а) - общий вид, б) - с вырезом четверти; на фиг.6 - схема для расчета пружин; на фиг.7 - разрез В - В на фиг.6.
Формующее устройство экструдера (фиг.1-4) содержит рабочую камеру экструдера 1, предматричная зона которого представляет собой усеченный конус. В пазы конуса по направляющим 18 установлен обтекатель 2 (фиг.5) с овальными отверстиями 19, выполненный в виде "седла" с внутренним конусом 17, вершина которого направлена в сторону загрузки продукта. К рабочей камере 1 крепится матрица 4 с выполненными в ней центральным цилиндрическим отверстием 12 и двумя сообщенными с ним сквозными отверстиями сложной формы 13, которые при сборке дорна 3 с матрицей 4 образуют каналы 9 для прохода продукта. Дорн 3 состоит из двух частей, жестко соединенных друг с другом:
- цилиндрический вал 7 с выступами 8 по всей длине;
- диск 6 с отверстиями 11 и упорами 10.
Цилиндрический вал 7 при сборке размещается в центральном цилиндрическом отверстии 12 матрицы 4, при этом выступы 8 располагаются в отверстиях 13. Вторая часть дорна 3 представляет собой диск 6 с отверстиями 11 и упорами 10 по внешней цилиндрической поверхности, причем отверстия 11 выполнены со скосом одной кромки со стороны выступа 8 под некоторым углом β (30...45 град. ) к центральной оси отверстия (фиг.7). Это способствует повороту дорна 3 в случае значительного отклонения давления продукта в сторону увеличения и ликвидирует возникновение застойных зон расплава материала.
В диаметральных кольцевых пазах 14 матрицы 4 установлены пружины 5, контактирующие одной стороной с упором дорна 10, а другой - с упорными шайбами 15, установленными в пазах 20 матрицы 4 и рабочей камеры 1. Подбор геометрических размеров пружин позволяет установить оптимальное значение величины давления расплава материала в предматричной зоне экструдера и соответствующее ему проходное сечение формующего канала, при превышении которого происходит изменение проходного сечения в сторону увеличения и стабилизация величины давления. Площадь поперечного сечения формующего канала изменяется по всей длине матрицы одинаково, что обеспечивает получение экструдатов оптимальной формы, хорошего качества без разрывов и повреждения структуры изделия. С целью снижения трения между дорном 3, матрицей 4 и рабочей камерой 1 в кольцевой паз 14 через отверстие под штуцер 21 может подаваться смазочный материал, например жировые компоненты, обеспечивающие к тому же получение обогащенных экструдатов. Во избежание потерь продукта и осуществления герметичности формующего устройства предусмотрена уплотняющая прокладка 16, которая устанавливается в кольцевой паз 22. Обтекатель 2 предназначен для снятия нагрузки с дорна 3, образующейся от действия давления продукта, что облегчает перемещение дорна, также он распределяет поток расплава экструдата поступающего из рабочей камеры в формующие отверстия 13 матрицы 4, внутренний конус 17, выполненный в обтекателе 2, позволяет устранить образование застойных зон.
Предлагаемое формующее устройство работает следующим образом.
Расплав продукта подается шнеком в предматричную зону экструдера, где разделяется обтекателем 2 на потоки и направляется через отверстия 19 к отверстиям 11 перфорированного диска 6 и далее в каналы 9, образованные отверстием 12 матрицы 4, выступами 8 дорна 3 и отверстиями 11 перфорированного диска 6, где происходит формование экструдата.
При увеличении величины давления в предматричной зоне экструдера сверх допустимого рабочего интервала, соответствующего установившемуся режиму работы, требуется быстрое оперативное вмешательство, направленное на поддержание стабильного давления продукта за счет изменения проходного сечения формующих каналов.
Чувствительность формующего устройства при регулировании величины давления зависит от длины участка дорна (то есть условно выбирается небольшой участок дорна 3, на котором действует максимальное давление продукта), оптимальное значение которой можно определить по формуле
l=mLвыст, (1)
где m - эмпирический коэффициент, зависящий от режима работы экструдера и вида исходного сырья (m=0,1...0,5); Lвыст - длина цилиндрической части дорна 3, м.
Рассчитанная длина l позволяет подобрать пружины 5 с требуемыми характеристиками, обеспечивающими оперативное быстродействие, позволяющее стабилизировать величину давления в предматричной зоне экструдера при его отклонении от рабочего интервала.
Сила Fпрод, образующаяся от действия давления расплава материала на выступ 8 дорна 3, вызывает соответствующий крутящий момент Мпрод.
При резком увеличии давления, момент, создаваемый продуктом, Mпрод, действующий на выступ 8 дорна 3, превышает момент от пружин 5 Мпруж и сил трения Мтрен, действующих на дорн 3,
Мпрод>Мпруж+Мтрен (2)
В результате чего дорн 3 поворачивается, увеличивая проходное сечение канала, что интенсифицирует отвод продукта через каналы 9, а следовательно, обеспечивает снижение давления. Это приводит к уменьшению крутящего момента, создаваемого продуктом, Мпрод, действующего на выступ 8 дорна 3, и тогда под действием момента от сил сжатия пружин 5 дорн 3 перемещается в обратном направлении
Мпруж>Мпрод+Мтрен (3)
При достижении баланса моментов от сил сжатия пружины и продукта дорн займет свое рабочее положение, соответствующее установившемуся режиму работы экструдера.
Для определения моментов, действующих на дорн, применялись следующие зависимости.
Момент от действия продукта на выступ дорна
Мпрод=4Plrотвr, (4)
где Р - давление продукта, Па; l - длина выступа, на котором происходит "регулирование" давления, м; rотв - радиус отверстия матрицы, м; r - плечо сил давления продукта, м.
Момент от сил трения, действующих на дорн,
Mтрен = 4Pfrотвr∂(rπα/180+htgβ), (5)
где f - коэффициент трения диска с матрицей; r∂ - плечо сил трения, м; α - центральный угол отверстия, град; h - толщина диска дорна, м; β - угол наклона кромки отверстия диска к его оси симметрии, град.
Для уменьшения сил трения поверхность диска дорна покрывается материалом с низким коэффициентом трения, например фторопластом-4, который имеет коэффициент трения f=0,04 и способен работать в интервале температур до 260oС.
Пружина устанавливается в кольцевой паз 14 с предварительным сжатием, таким образом, чтобы момент от сжатия пружин Мпруж. предв был равен моменту от продукта Мпрод. выступа, действующего на выступ дорна длиной l (Mпруж. предв=Мпрод. выступа).
Рассмотрим эту зависимость, которую можно выразить в следующем виде:
nkΔXrпруж = PрабSвыстr,
где n - число пружин; k - жесткость пружины, Н/м; ΔX - предварительное сжатие пружины, м; rпруж - плечо сил действия пружины, м; Рраб - рабочее давление продукта при установившемся режиме, Па; Sвыст=2rотв(Lвыст-l) - площадь второй части выступа, которая не участвует в "регулировании давления", м2.
Применяя данное выражение, можно подобрать пружину, обеспечивающую заданные условия работы экструзионной машины.
Пределы регулирования проходного сечения формующих каналов, их количество, число и рабочие характеристики пружин 5 определяются производительностью экструдера, геометрическими размерами матрицы и самих каналов, а также реологическими свойствами перерабатываемого сырья.
Таким образом, использование изобретения позволит:
оптимизировать процесс экструдирования различного исходного сырья за счет "автоматического" регулирования живого сечения по всей длине формующего канала;
расширить область применения за счет достигнутой универсализации механизма стабилизации давления при переработке различного сырья с нестабильными свойствами;
получать экструдаты высокого качества благодаря решению проблемы стабилизации давления, а следовательно, и температуры обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА | 2002 |
|
RU2213659C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2182869C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2214917C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2003 |
|
RU2241598C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ ИЗДЕЛИЙ С РЕГУЛИРУЕМЫМ СЕЧЕНИЕМ ФОРМУЮЩЕГО КАНАЛА | 1999 |
|
RU2161556C1 |
Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию. Формующее устройство содержит рабочую камеру экструдера и экструзионную головку, состоящую из матрицы с каналами, дорна и диска с отверстиями. Диск установлен с возможностью поворота. В предматричной зоне рабочей камеры экструдера по направляющим установлен конусообразный обтекатель, контактирующий с дорном. Внутренняя часть обтекателя имеет седлообразную форму с конусом и двумя отверстиями. Дорн состоит из диска и цилиндрического вала с выступами. Диск имеет два овальных отверстия и упоры на боковой поверхности. В центре матрицы выполнено отверстие сложной формы, в которое входит цилиндрический вал дорна. Выступы вала образуют в отверстии матрицы овальные формующие каналы. В диаметральном кольцевом пазу матрицы установлены пружины, контактирующие одной стороной с упорами диска дорна, а другой - с упорными шайбами. Шайбы установлены в симметрично расположенных пазах матрицы и рабочей камеры так, что дорн имеет возможность кругового перемещения в матрице с образованием различного проходного сечения овальных формующих каналов. Изобретение обеспечивает стабилизацию давления в предматричной зоне экструдера при изменении технологических параметров процесса в ходе экструдирования различного исходного сырья. 7 ил.
Формующее устройство экструдера, содержащее рабочую камеру экструдера, экструзионную головку, состоящую из матрицы с каналами, дорна и диска с отверстиями, установленного с возможностью поворота, отличающееся тем, что в предматричной зоне рабочей камеры экструдера по направляющим установлен конусообразный обтекатель, внутренняя часть которого имеет седлообразную форму с конусом и двумя отверстиями, обтекатель контактирует с дорном, который состоит из диска с двумя овальными отверстиями и упорами на боковой поверхности и цилиндрического вала с выступами, в центре матрицы выполнено отверстие сложной формы, в которое входит цилиндрический вал дорна, при этом выступы вала образуют в отверстии матрицы овальные формующие каналы, в диаметральном кольцевом пазу матрицы установлены пружины, контактирующие одной стороной с упорами диска дорна, а другой - с упорными шайбами, установленными в симметрично расположенных пазах матрицы и рабочей камеры так, что дорн имеет возможность кругового перемещения в матрице с образованием различного проходного сечения овальных формующих каналов.
| Экструзионная головка для изготовления трубчатых полимерных изделий | 1978 |
|
SU722777A1 |
| US 5219588 А, 15.06.1993 | |||
| US 5102602 А, 07.04.1992 | |||
| Оптический датчик дыма | 2015 |
|
RU2613274C2 |
| Полимерная композиция для покрытий полов | 1982 |
|
SU1004423A1 |
| Центробежный компрессор | 1973 |
|
SU478957A2 |
| Экструзионная головка для формования изделий из полимерных материалов | 1983 |
|
SU1126452A1 |

