Изобретение относится к области неразрушающих методов контроля вихревыми токами качества сварных швов тонкостенных металлических изделий и может быть широко использовано в различных отраслях промышленности, в частности в пищевой при изготовлении консервных банок.
Известен способ контроля листовых изделий, заключающийся в том, что на одной из поверхностей изделия наводят синусоидальные вихревые токи, а на противоположной поверхности измеряют изменения плотности вихревых токов, вызванные дефектом, с помощью индикаторной катушки, вращающейся вдоль силовых линий вихревых токов в металле (авт. свид. СССР N 249020, опубликованное 06.01.1970 г.).
Данный способ осуществляется в известном из того же авторского свидетельства устройстве - дефектоскопе, содержащем экранный датчик, включающий индукторную и индикаторную катушки, скобу, на концах которой установлены неподвижно индукторная катушка и двигатель так, что их оси совпадают, а на оси двигателя установлена оправка, на которой закреплена индикаторная катушка с эксцентриситетом относительно оси, равным радиусу индукторной катушки. Описанный способ и устройство для его осуществления - вихретоковый датчик (преобразователь) - имеют низкую чувствительность к мелким дефектам, требуют создания дефектоскопа сложной конструкции.
Наиболее близким к изобретению, относящемуся к способу контроля качества сварных швов, является способ контроля качества листовых изделий, заключающийся в том, что на одной из поверхностей изделия возбуждают вихревые токи, а на противоположной соосно с возбуждением вихревых токов осуществляют два измерения и сравнивают их между собой (В.С. Соболев, Ю.М. Шкарлет "Накладные и экранные датчики "Наука", Новосибирск, 1969 г., стр. 104 - 105).
В этом же источнике описан вихретоковый преобразователь для контроля качества листовых металлических изделий, содержащий индукторную и две измерительных катушки, размещенные соосно, при этом индукторная катушка размещена по одну сторону изделия, а измерительные по другую, включены встречно друг другу и имеют разные диаметры. Так как соосное измерение может осуществляться только на разных площадях поверхности изделия, то край изделия при одном из измерений будет чувствоваться раньше, чем при другом. Поэтому из-за неравномерной чувствительности к краю описанный способ и устройство могут иметь только ограниченное применение для контроля сварных швов.
Предлагаемыми изобретениями решается задача исключения влияния "краевого эффекта" на результаты контроля путем создания одинаковой чувствительности обоих измерений и соответственно измерительных катушек к краю изделия.
Для получения такого технического результата в предлагаемом способе контроля качества сварного шва или качества тонкостенных изделий в целом, включающем наведение вихревых токов ,с одной стороны, стенки, а измерение - с другой, вихревые токи наводят в двух разных соседних зонах и измеряют их также в этих двух зонах, после чего результаты измерения сравнивают между собой.
Отличительные признаки предлагаемого способа заключаются в том, что вихревые токи наводят в двух соседних равных по величине зонах поверхности изделия и измеряют их, сравнивая между собой в этих же двух зонах, перемещаются одновременно вдоль контролируемого шва. При этом центры зон находятся в плоскости, перпендикулярной направлению перемещения.
Для осуществления предлагаемого способа предлагается вихретоковый преобразователь, содержащий две индукторные катушки и две измерительные катушки, размещенные с противоположных сторон контролируемого изделия - попарно соосно индукторная и измерительная катушки, при этом индукторные катушки включены последовательно, а измерительные встречно, а оси всех катушек размещены в одной плоскости, перпендикулярной сварному шву и направлению перемещения, преобразователя в процессе контроля.
Отличительные признаки предлагаемого преобразователя;
наличие второй индукторной катушки;
установка второй измерительной катушки соосно со второй индукторной катушкой;
последовательное включение индукторных катушек;
размещение осей всех катушек в плоскости, перпендикулярной сварному шву, или направлений перемещения преобразователя в процессе контроля,
Предлагаемое изобретение иллюстрируется чертежом, где: 1 - первая индукторная катушка, 2 - первая измерительная катушка, 3 - вторая индукторная катушка, 4 - вторая измерительная, 5 - контролируемое изделие, 6 - сварной шов.
Предлагаемый способ осуществляется следующим образом.
В двух соседних зонах на поверхности контролируемого изделия одновременно возбуждают одинаковые по величине вихревые токи, при этом одна из зон находится на сварном шве, а другая - вне его, рядом. На противоположной поверхности изделия в этих же зонах измеряют величину прошедших через стенку изделия вихревых токов, результаты измерений вычитают один из другого, и по их разности судят о наличии дефектов в зонах при их перемещении.
Поскольку наводимые в обеих зонах вихревые токи одинаковы, то в отсутствии дефектов результаты измерений будут практически равны, а их разность близка к нулю и может незначительно меняться при перемещении зон контроля вдоль сварного шва, вследствие незначительных неоднородностей на качественных участках шва или в основном металле. При появлении дефекта в одной из зон (наиболее вероятно в зоне сварного шва) результат измерений в этой зоне существенно изменится (увеличится) и разность измерений также значительно увеличится.
С приближением зон контроля к краю изделия при отсутствии дефектов результаты измерений в обеих зонах будут плавно и одинаково увеличиваться за счет увеличения доли вихревых токов, перетекающих с одной поверхности изделия на другую через его край. Но и в этом случае разность измерения в зонах будет близка к нулю.
При появлении дефекта в одной из зон контроля вблизи края изделия разность измерений также, как и в срединной части изделия, значительно увеличится, что фиксируют как дефект.
Таким образом предлагаемое техническое решение позволяет контролировать качество сварного шва по всей его длине и без исключения, в том числе и вблизи края изделия, не снижая при этом чувствительности метода в краевой зоне и исключая перебраковку изделий.
Предлагаемое устройство для реализации способа - вихретоковый преобразователь - представлен на чертеже, где:
1 - первая индукторная катушка, 2 - первая измерительная катушка, 3 - вторая индукторная катушка, 4 - вторая измерительная катушка, жестко скрепленные между собой (например, скобой); 5 - контролируемое изделие, 6 - сварной шов в изделии 5, помещенные в зазоре между катушками 1 и 2, 3 и 4 так, что индукторные катушки 1 и 3 находятся по одну сторону стенки изделия, а измерительные 7 и 4 - по другую. Оси всех четырех катушек лежат в одной плоскости, перпендикулярной сварному шву и направлению перемещения преобразователя в процессе контроля.
Индукторные катушки 1 и 3 включены последовательно, а измерительные 2 и 4 - встречно, при этом катушки 1 и 3, 2 и 4 попарно выполнены одинаковыми.
Преобразователь работает следующим образом. На катушки 1 и 3 подается синусоидальный ток высокой частоты. Индукторные катушки 1 и 3 наводят на поверхности металлической стенки изделия 5 одинаковые по величине вихревые токи, которые, распространяясь в глубь металла, достигают противоположной поверхности, ослабляются на 7 - 3 порядка. Вихревые токи, прошедшие на противоположную поверхность, наводят в соответствующих им измерительных катушках 2 и 4 ЭДС, равные или почти равные по величине. Поскольку катушки 2 и 4 включены встречно, на выходе их измеряется разность двух ЭДС; ЭДС катушки 2 и ЭДС катушки 4.
Эта разность ЭДС невелика и сохраняется постоянной в процессе контроля при перемещении преобразователя вдоль качественного шва 6 до самого края изделия, хотя сами ЭДС в катушках 2 и 4 при приближении преобразователя к краю изделия повышаются. Это увеличение ЭДС происходит по той причине, что при приближении преобразователя к краю наводимые индукторными катушками 1 и 3 вихревые токи начинают перетекать на противоположную сторону стенки изделия 5 и наводить дополнительную ЭДС в катушках 2 и 4. Но за счет того, что катушки 2 и 4 включены встречно, эти ЭДС компенсируются. В результате разность ЭДС несколько повышается, но значительно меньше, чем в дифференциальном преобразователе-прототипе, где измерительные встречно включенные катушки имеют разные диаметры. Поэтому предлагаемый преобразователь позволяет контролировать сварной шов 6 на всем протяжении от края и до края изделия. Появление дефекта в любой точке сварного шва, в том числе и в краевой зоне, вызывает значительное изменение разности ЭДС в катушках 2 и 4, что вызывается увеличением вихревых токов в зоне дефекта. Соответственно увеличивается ЭДС в одной из измерительных катушек, например в катушке 2. В другой измерительной катушке 4 ЭДС остается неизменной и потому разность ЭДС между катушками 2 и 4 возрастает.
Таким образом, введение в преобразователь второй индукторной катушки, разнесение измерительных катушек и установка второй измерительной катушки соосно со второй индукторной катушкой так, что оси всех четырех катушек располагаются в одной плоскости, перпендикулярной сварному шву и направлению перемещения преобразователя, позволяют контролировать качество сварного шва по всей его длине, в том числе и в краевых зонах контролируемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2161795C2 |
| УСТРОЙСТВО ДЛЯ ВЫЯВЛЕНИЯ ДЕФЕКТОВ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2090881C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2656112C1 |
| Дефектоскоп для сварных швов | 2015 |
|
RU2639592C2 |
| СПОСОБ УПАКОВКИ ГОРЯЧЕТЕКУЧИХ МАТЕРИАЛОВ В ТЕРМОПЛАСТИЧНУЮ ПЛЕНКУ | 1994 |
|
RU2085452C1 |
| Вихретоковый накладной преобразователь | 1983 |
|
SU1118909A1 |
| Проходной индуктивный преобразователь для неразрушающего контроля | 1986 |
|
SU1427284A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| Вихретоковый преобразователь | 1988 |
|
SU1642365A1 |
Изобретение относится к области неразрушающего контроля электромагнитными методами и предназначено для контроля стыковых сварных швов электростатических экранов, кожухов, консервных банок, емкостей для жидкостей и т.п. Контроль изделия осуществляют при помощи экранного вихретокового преобразователя, состоящего из двух возбуждающих и двух измерительных катушек. Возбуждающие катушки расположены по одну сторону стенки изделия, а измерительные - по другую. Каждая измерительная катушка соосна с соответствующей возбуждающей, при этом одна пара катушек, возбуждающая и измерительная, размещена в зоне сварного шва, а другая - вне его. Оси всех катушек расположены в одной плоскости, перпендикулярной сварному шву и направлению перемещения преобразователя в процессе контроля. Результаты измерения в каждой из зон сравнивают между собой и по резкому изменению разности между ними судят о наличии дефекта. Изобретение позволяет контролировать сварной шов по всей длине, включая "краевую зону". 2 с.п.ф-лы, 1 ил.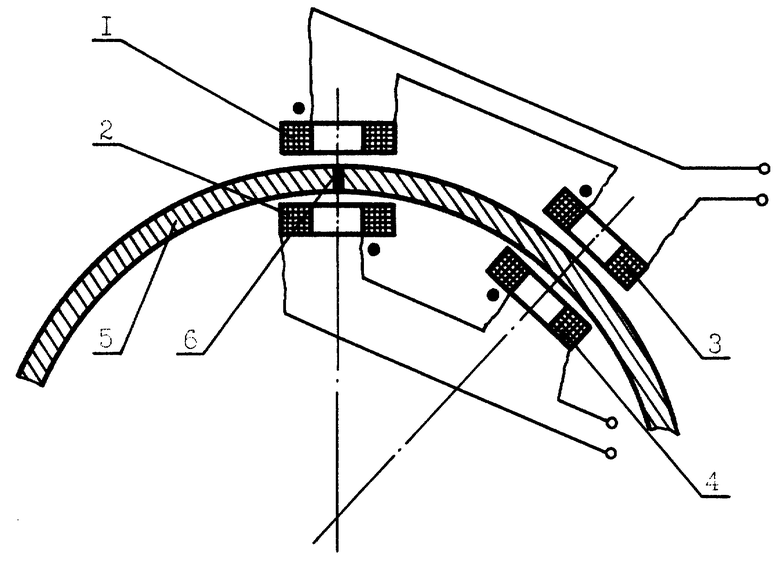
| ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU249020A1 |
| СОБОЛЕВ В.С | |||
| и др | |||
| Накладные и экранные датчики | |||
| - Новосибирск: Наука, 1967, с.99 - 104 | |||
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ | 0 |
|
SU159933A1 |

