Изобретение относится к области приборостроения и может использоваться для диагностики сварного шва рельсов бесстыкового пути.
На железнодорожных рельсах насчитывается 38 классифицированных видов дефектов. Характерно появление следующих дефектов: расслоения, трещины и выкрашивание шейки рельса, а также разлом и коррозия подошвы рельса. Наибольшее количество дефектов приходится на головку рельсов (дефекты 10.1-2; 11.1-2, …47.1, 49) в виде выкрашиваний и отслоений металла на поверхности катания, поперечных трещин и изломов, продольных трещин с расслоением головки, смятия и неравномерного износа. Классификации дефектов рельсов НДТ/ЦП-1-93.
Дефектоскопия рельсов осуществляется методом неразрушающего контроля и определяет:
- нарушения однородности структуры;
- однородность материала;
- места поражения коррозией;
- несоответствие начальному химическому составу;
- отклонения в размере и другие дефекты.
Ультразвуковая дефектоскопия рельсов и различных заготовок из металла проводится согласно требований ГОСТ 15467-79, ГОСТ 23667-85, ГОСТ 23829-85, а также других стандартов и нормативных актов.
Наиболее эффективным способом, позволяющим максимально достоверно определить наличие и выявить скрытые дефекты, является ультразвуковая (УЗ) дефектоскопия рельсов. Проводится она, в обязательном порядке, перед вводом рельсового полотна в эксплуатацию. Главным образом УЗ дефектоскопия рельсов направлена на контроль целостности рельсового полотна, которые нельзя обнаружить с помощью визуально-измерительного контроля (ВИК). Неразрушающий контроль рельсов представляет собой трехуровневую систему: первичный сплошной контроль - дефектоскопные автомотрисы и двухниточные съемные дефектоскопы; вторичный сплошной контроль - вагоны-дефектоскопы; средства локального контроля - переносные дефектоскопы для контроля сварных стыков, однониточные съемные дефектоскопы для контроля стрелочных переводов, выборочного контроля по показаниям дефектоскопных автомотрис и вагонов-дефектоскопов. Дефектоскопия рельсов на рельсо-сварочных поездах включает проведение входного контроля, а также пооперационного и приемочного контролен после обработки рельсов и сварных стыков. Средства первичного контроля используются в пределах дистанции пути, вторичного контроля в пределах железной дороги. Для эксплуатации дефектоскопных средств на дистанциях пути организуются участки дефектоскопии. Участок должен быть оборудован контрольным тупиком с эталонными дефектами в рельсах для проверки работоспособности дефектоскопов и обучения операторов дефектоскопных тележек. На дистанции пути выделяется также помещение для хранения, технического обслуживания и экипировки дефектоскопной автомотрисы, которая должна быть укомплектована однониточным съемным дефектоскопом и дефектоскопом для контроля сварных стыков. При контроле рельсов используют ультразвуковые колебания с частотой 2,5 МГц. При ультразвуковой дефектоскопии в зависимости от признака обнаружения дефекта в основном применяют три метода: теневой, зеркально-теневой и эхо-метод. По теневому методу признак обнаружения дефекта - уменьшение интенсивности амплитуды ультразвуковой волны, прошедшей через изделие от излучающего искателя И к приемнику П. По зеркально-теневому методу признак обнаружения дефекта - уменьшение интенсивности амплитуды, отраженной от противоположной поверхности изделия: например, подошвы рельса ультразвуковой волны, излучаемой искателем И и принимаемой приемником П. Противоположную поверхность, зеркально отражающую ультразвук, называют донной поверхностью, а отраженный от нее импульс -донным импульсом. По эхо-методу признаком обнаружения дефекта является прием искателем П эхо-импульса, отраженного от данного дефекта.
Вторым по значимости методом определения дефектов рельсов является магнитная дефектоскопия. Магнитный способ определения дефектов применяется на тех участках, где затруднена работа ультразвуковых средств контроля из-за отсутствия акустического контакта и при низких отрицательных температурах. При намагничивании рельсов в движении постоянным магнитным полем в них возникают вихревые токи и дефекты выявляются при одновременном действии двух физических факторов: изменения намагниченности магнитного потока в зоне дефекта и плотности вихревых токов, обтекающих трещину. На поверхности рельса в зоне дефекта появляется местное изменение магнитодинамического поля, которое называется магнитодинамическим полем дефекта. Дефектоскоп-вагон или автомотриса оснащен искательным устройством индукционного типа в виде одиночной катушки, реагирующей на изменение продольной составляющей магнитного поля над рельсом.
Магнитный метод является скоростным методом дефектоскопии рельсов в пути. Максимальная рабочая скорость при существующей конструкции и параметрах дефектоскопической аппаратуры - 70 км/ч. Не выявляются дефекты в болтовых стыках в пределах металлических накладок, в шейке и подошве рельсов и в сварных стыках, за исключением сильно развитых поперечных трещин усталостного характера. Интернет ресурс: https://alfatest.ru/support/articles/vikhretokovyy-defektoskop
Известен акустический способ обнаружения неисправности рельсового пути в процессе движения состава по железной дороге. Способ заключается в том, что в рельсы передают акустический сигнал и затем принимают отраженный сигнал пьезоэлектрическими преобразователями, установленными на подшипниках скольжения на валу колесной пары. Передачу и прием сигналов осуществляют попеременно. (Патент RU №2126339 по заявке 96109679 от 08.05.1996 г. МПК B61K 9/10).
Данный способ позволяет организовать контроль в движении, однако, недостатком его является то, что он не исключает прямого физического контакта с пьезоэлектрическим приемником и требует дополнительного дорогостоящего оборудования для возбуждения ультразвука в рельсовом фрагменте.
Известен бесконтактный способ неразрушающего контроля железнодорожных рельсов в движении, например, вихретоковый способ контроля для измерения износа боковой поверхности головки рельса. Для реализации данного способа применяется устройство, которое устанавливается в вагоне-путеизмерителе с ходовой тележкой. После установки на неподрессоренной раме ходовой тележки вагона-путеизмерителя датчиков в исходное положение и включения питания устройства генератор напряжения начинает вырабатывать высокочастотное напряжение, которое с его выхода одновременно поступает на вход датчика износа боковой поверхности головки рельса. Возникшее при этом электромагнитное поле, взаимодействует с контролируемым рельсом, создавая в приповерхностной области головки рельса вихревые токи, плотность которых зависит от геометрической формы и размеров головки рельса. Электромагнитное поле вихревых токов воздействует на датчик, наводя в нем пропорциональную этим токам ЭДС, в результате чего на выходах датчика появляется соответствующее выходное напряжение, величина которого позволяет судить о дефектности головки рельса. Данный способ позволяет производить контроль на любой скорости. (Патент RU №2236971 по заявке №2002118750 от 16.02.2002 г. МПК B61K 9/12).
Недостатком способа является ограниченная способность определять дефекты в глубине рельса. Регистрируются дефекты на глубине не более 6-8 мм и имеющие размеры более одного миллиметра Преимуществами способа являются: отсутствие необходимости подносить прибор вплотную к измеряемой поверхности, достаточно высокая скорость диагностики дефектов, высокая точность получаемых данных.
Известен способ комплексного контроля качества сварного шва рельсового стыка. Сущность способа заключается в том, что осуществляют проведение сплошного контроля сварных стыков ультразвуковым (УЗК) методом и выборочного контроля соблюдения заданного режима сварки путем испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов, при этом дополнительно проводят сплошной контроль на наличие зон с мартенситной структурой металла в сварном шве, акустико-эмиссионным (АЭ) методом на стадии термообработки сварных стыков в процессе воздушно-водяного охлаждения сварного шва, одновременно контролируют температуру остывания сварного шва, и контроль, методом магнитной памяти металла (МПМ), сварных швов на головке и на перьях подошвы рельса, при этом заключение о режимах сварки рельсового стыка, параметрах термической обработки сварного стыка делают на основании анализа результатов, полученных от всех видов контроля, МПМ проводят определение зон концентрации напряжений (ЗКН) в зоне термического влияния (ЗТВ) сварного шва, по собственному магнитному полю рассеяния (СМПР) путем сканирования датчиком магнитометра вдоль сварного шва поверхности головки рельса и перьев подошвы рельсов, в ЗКН определяют Hp - напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния Hp (dHp/dx), где х - линия обследования в ЗКН, полученную информацию хранят как исходную, далее проводят повторную диагностику в плети в ЗКН с определением Hp и его градиента dH/dx, при прохождении по пути 50-150 млн. тонн груза, полученную информацию хранят как полученную после прохождения по пути 50-150 млн. тонн, сравнивают полученные данные с исходными данными, полученными ранее, в случае роста параметров МПМ данные определяют как максимально предрасположенные к разрушению, выявленные сварные швы подвергают дополнительному комплексному периодическому контролю, в случае устойчивого повышения параметров МПМ и при обнаружении дефекта другими методами неразрушающего контроля проводят вырезание шва. (Патент RU №2698510 по заявке 2018112986 от 10.04.2018 г. G01N 24/14). Данное техническое решение принято в качестве прототипа).
Недостаток предлагаемого технического решения заключается в том, что он предполагает контроль сварных швов на предприятиях по изготовлению рельсовых плетей, и в сварных швах во вновь укладываемого бесстыкового рельсового пути. Остается множество рельсовых сварных стыков бестыкового пути, которые уложены в дорогу и требуют всестороннего контроля.
По данным на 2015 год количество изломов рельсов находится на весьма низком уровне (не более 60 изломов в год), одним из главных источников риска для безопасности движения поездов являются случаи внезапных изломов рельсов из-за развития в них дефектов. По результатам последних статистических данных Центральной дирекции инфраструктуры ОАО «РЖД» за период 2010-2015 годы наиболее проблемными являются случаи изломов рельсов в зоне сварных стыков рельсов (более 35%), из-за поперечных трещин в головке (25%), из-за трещин коррозионного происхождения в подошве рельсов по коду 69 (20%). Интернет ресурс http://www.eav.ru/publ1.php?publid=2015-07a15
Увеличенное количество изломов по сварке, можно объяснить ежегодным увеличением полигона бесстыковых путей (до 70% протяженности главных путей), а так же не возможностью существующих способах контроля, выявить все дефекты, в том числе скрытые дефекты сварного шва, которые проявляются в процессе эксплуатации и приводят к изломам рельсов.
Не каждый дефект, обнаруженный даже в головке рельсов, является потенциально опасным и требует немедленного изъятия из пути. Ряд поверхностных и подповерхностных дефектов не представляет непосредственной угрозы движению поездов. Однако под указанными повреждениями могут развиваться опасные поперечные трещины, требующие немедленного изъятия.
Эта задача решена и реализована способом диагностики и прибором для его осуществления. Прибор позволяет оценить размеры дефектов, в сварном шве рельсового стыка угрожающего движению поездов. Знание реальных размеров внутренних дефектов в головке позволяет оценить продолжительность возможной эксплуатации дефектного рельса для планирования сроков его замены и минимизации влияния на перевозочный процесс.
Известен диагностический комплекс магнитного контроля (ДКМК), представленный на сайте: http://scbist.com/scb/uploaded/21_1333478377.rar. См СЦБИСТ.
Данный диагностический комплекс магнитного контроля (ДКМК) состоит из двух электронных блоков: блока контроля вихретоковым методом ЭМИТ-1М, с датчиком вихретокового контроля (ДВК) и блока контроля по методу магнитной памяти металла ИКНМ-2ФП, с датчиком магнитной памяти метала (МПМ), блоков питания, контрольного плоского образца. ДКМК предназначен для контроля плоских контрольных элементов установленных на последних моделях устройств контроля схода подвижного состава (УКСПС) и не позволяет проводить контроль цилиндрических контрольных элементов УКСПС. Второй недостаток заключается в недостаточной чувствительности датчиков. Это обусловлено большими потерями «рабочего сигнала» снимаемого с датчика, при передаче его в электронный блок. Значительное время проведения диагностики одного элемента.
Известен прибор для диагностики контрольных элементов устройства контроля схода подвижного состава (УКСПС), включающим электронный блок обнаружения и поиска дефектов на основе метода магнитной памяти металла (МПМ) с феррозондовым преобразователем (ФЗП), электронный блок обнаружения и поиска дефектов вихретоковым методом с вихретоковым преобразователем (ВТП) при, этом прибор дополнительно имеет электронный блок регистрации, и обработки в состав которого входят корпус, источник питания, клавиатура, дисплей, энергонезависимая флеш-память, часы реального времени, микроконтроллер, интерфейс связи с блоками обнаружения и поиска дефектов и передачи данных в ПК, и щипцы изготовленные из немагнитного материала, а электронный блок обнаружения и поиска дефектов методом МПМ, размещен в общем металлическом экранирующем корпусе с ФЗП, и закреплен на одной из губок щипцов, в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов для возбуждения катушки ФЗП, фильтр, для выделения второй гармоники сигнала с катушки ФЗП, устройство выборки и хранения, вход которого подключен к выходу фильтра, формирователь импульсов который синхронизирует с генератором синусоидальных сигналов устройство выборки и хранения, выход которого подключен к входу аналого-цифрового преобразователя, микроконтроллер к входу которого подключен выход аналого-цифрового преобразователя и оптопара курвиметра, а к выходу вход интерфейса связи для передачи данных в блок регистрации и обработки, а электронный блок обнаружения и поиска дефектов вихретоковым методом, размещен в общем металлическом экранирующем корпусе с ВТП и закреплен на одной из губок щипцов, в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов, сигнал которого возбуждает среднюю обмотку трехобмоточного трансформатора ВТП, которая в свою очередь возбуждает измерительную и опорную обмотки трансформатора, фазовый детектор, определяющий разность фаз, вход которого соединен с усилителями сигналов поступающих с измерительной и опорной обмоток трансформатора, а выход с входом аналого-цифрового преобразователя, микроконтроллер, к входу которого подключен выход аналого-цифрового преобразователя, а к выходу вход интерфейса связи для передачи данных в блок регистрации и обработки. Кроме этого, время непрерывной работы прибора, без подзарядки блока питания, составляет не менее 8 часов, клавиатура имеет как минимум клавиши цифр 0-9 и десятичную точку, 4 стрелки, клавиши ввод, отмена, вкл/выкл, дисплей имеет разрешение не менее 64×32 точек, и позволяет отображать 4 строки по 10 символов и пиктограммы, энергонезависимая флэш-память блока регистрации и обработки не менее 4 Мбайт, передача данных между блоками обнаружения и поиска дефектов и блоком регистрации и обработки происходит по интерфейсу RS-485 по двум независимым каналам, передача данных в ПК происходит по интерфейсу USB2.0, щипцы обеспечивают усилие прижатия на контрольном элементе УКСПС не менее 10Н, щипцы позволяют перемещать их по предполагаемой зоне разрушения, сохраняя при этом постоянным контакт между блоками обнаружения и поиска дефектов и контрольным элементом УКСПС, электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП закреплены на одной губке щипцов электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП закреплены на разных щипцах, электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП имеют светодиодную индикацию превышения пороговых значений, микроконтроллер блока обнаружения и поиска дефектов методом МПМ сохраняет калибровочные данные в своей энергонезависимой памяти, микроконтроллер блока обнаружения и поиска дефектов вихретоковым методом сохраняет калибровочные данные в своей энергонезависимой памяти, при диагностировании контрольного элемента, блоком обнаружения и поиска дефектов методом МПМ фиксируют напряженность магнитного поля на элементах цилиндрической формы не менее (4*104-5*104) А/м2, а на элементах плоской формы не менее (12*104-13*104) А/м2, при диагностировании контрольного элемента, блоком обнаружения и поиска дефектов вихретоковым методом, фиксируют наличие микротрещин с раскрытием не менее 0,05 мм. (Патент на полезную модель №143884 по заявке 2014111087 от 25.03.2014 г. МПК B61D 49/09)/
Недостаток данного технического решения заключается в невозможности его использование для обнаружения и анализа дефектов сварного шва на рельсах бесстыкового пути. Этот недостаток обусловлен отсутствием щупов со встроенными, в одном корпусе блоком обнаружения и поиска дефектов методом МПМ, с ФЗП и электронного блок обнаружения и поиска дефектов вихретоковым методом, с ВТП предназначенных для работы на криволинейных поверхностях.
Задачей заявляемого технического решения является повышение надежности работы бесстыкового рельсового пути.
Расширение области применения прибора для диагностики контрольных элементов УКСПС, достигается за счет использования щипцов, которые позволяют подвижно закрепить датчик на контрольном элементе, практически, любой формы, а не только на элементах имеющих цилиндрическую и прямоугольную геометрическую форму.
В процессе решения поставленной задачи достигается технический результат, заключающийся в выявлении дефектов образовавшихся в зоне возможного разрушения сварного шва рельсового стыка, уложенного в путь, возможности контроля развития данных дефектов до размеров предшествующих разрушению рельса, оценки возможной продолжительности эксплуатации дефектного рельса.
Технический результат, достигаемый в процессе решение поставленной задачи достигается способом комплексной диагностики сварных швов бесстыкового пути, заключающийся в проведении регулярного сплошного контроля сварных швов с поверхности головки рельса методом магнитной памяти металла (МПМ), и контроля сварных швов с поверхности головки рельса методом вихретокового (МВТ) контроля, МПМ определяют максимально допустимую концентрации напряжений (КН) по собственному магнитному полю рассеяния (СМПР), путем сканирования датчиком магнитометра вдоль поверхности головки рельса, определяют Hp - напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния dHp/dx, где х - линия обследования в зоне выявленного дефекта, напряженность магнитного поля Hp определяют с погрешностью Δх=5 А/м в диапазоне (2*10-3) - (2*103) А/м, МВТ контроля фиксируют дефекты типа микротрещин с раскрытием не менее 0,05 мм, при установлении в зоне контроля устойчивого повышения параметров МПМ, последующий контроль обнаруженных микротрещин и их развитие проводят МВТ контроля, проводят оценку возможной продолжительности эксплуатации дефектного рельса с учетом параметров аналогичного дефекта, полученного на контрольных образцах и контролируемого дополнительно другими методами неразрушающего и разрушающего контроля, планируют сроки замены дефектного сварного шва при минимизации влияния на перевозочный процесс. Кроме этого, параметры выявленного дефекта, для оценки возможной продолжительности эксплуатации дефектного рельса, оценивают на основе анализа параметров полученных методом МПМ, ультразвукового контроля (УЗК) и поперечного изгиба на прессе, при разрушении натурных контрольных образцов. Прибором для комплексной диагностики сварных швов бесстыкового пути, состоящего из электронный блок обнаружения и поиска дефектов на основе метода магнитной памяти металла (МПМ) с феррозондовым преобразователем (ФЗП), электронный блок обнаружения и поиска дефектов вихретоковым методом с вихретоковым преобразователем (ВТП), при этом, устройство дополнительно имеет электронный блок регистрации, и обработки в состав которого входят корпус, источник питания, клавиатура, дисплей, энергонезависимая флеш-память, часы реального времени, микроконтроллер, интерфейс связи с блоками обнаружения и поиска дефектов и передачи данных в ПК, и щуп с курвиметром, изготовленный из немагнитного материала, электронный блок обнаружения и поиска дефектов методом МПМ, размещен в общем металлическом экранирующем корпусе с ФЗП, и закреплен щюпе, в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов для возбуждения катушки ФЗП, фильтр, для выделения второй гармоники сигнала с катушки ФЗП, устройство выборки и хранения, вход которого подключен к выходу фильтра, формирователь импульсов который синхронизирует с генератором синусоидальных сигналов устройство выборки и хранения, выход которого подключен к входу аналого-цифрового преобразователя, микроконтроллер к входу которого подключен выход аналого-цифрового преобразователя и оптопара курвиметра, а к выходу вход интерфейса связи для передачи данных в блок регистрации и обработки, электронный блок обнаружения и поиска дефектов вихретоковым методом, размещен в общем металлическом экранирующем корпусе с ВТП и закреплен на щупе, в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов, сигналы которого возбуждает среднюю обмотку трехобмоточного трансформатора ВТП, которая в свою очередь возбуждает измерительную и опорную обмотки трансформатора, фазовый детектор, определяющий разность фаз, вход которого соединен с усилителями сигналов поступающих с измерительной и опорной обмоток трансформатора, а выход с входом аналого-цифрового преобразователя, микроконтроллер, к входу которого подключен выход аналого-цифрового преобразователя, а к выходу вход интерфейса связи для передачи данных в блок регистрации и обработки, щупы снабжены сменными защитными колпачками, выполненными из материала с высокой стойкостью к истиранию и малым коэффициентом трения, толщиной не более 0,8 мм, что позволяет перемещать их по предполагаемой зоне исследования, сохраняя постоянный контакт между блоками обнаружения и поиска дефектов и контролируемой поверхностью. Кроме этого, время непрерывной работы прибора, без подзарядки блока питания, составляет не менее 8 часов, клавиатура имеет как минимум клавиши цифр 0-9 и десятичную точку, 4 стрелки, клавиши ввод, отмена, вкл/выкл, дисплей имеет разрешение не менее 64×32 точек, и позволяет отображать 4 строки по 10 символов и пиктограммы, энергонезависимая флэш-память блока регистрации и обработки не менее 4 Мбайт, передача данных между блоками обнаружения и поиска дефектов и блоком регистрации и обработки происходит по интерфейсу RS-485 по двум независимым каналам, передача данных в ПК происходит по интерфейсу USB2.0, электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП закреплены на одном щупе, электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП имеют светодиодную индикацию превышения пороговых значений, микроконтроллер блока обнаружения и поиска дефектов методом МПМ сохраняет калибровочные данные в своей энергонезависимой памяти, микроконтроллер блока обнаружения и поиска дефектов вихретоковым методом сохраняет калибровочные данные в своей энергонезависимой памяти.
В отличие от других методов исследования, таких как УЗК, ВТМ, метод МПМ направлен на определение структурных дефектов, вызванных недопустимыми внутренними напряжениями. Метод основан на
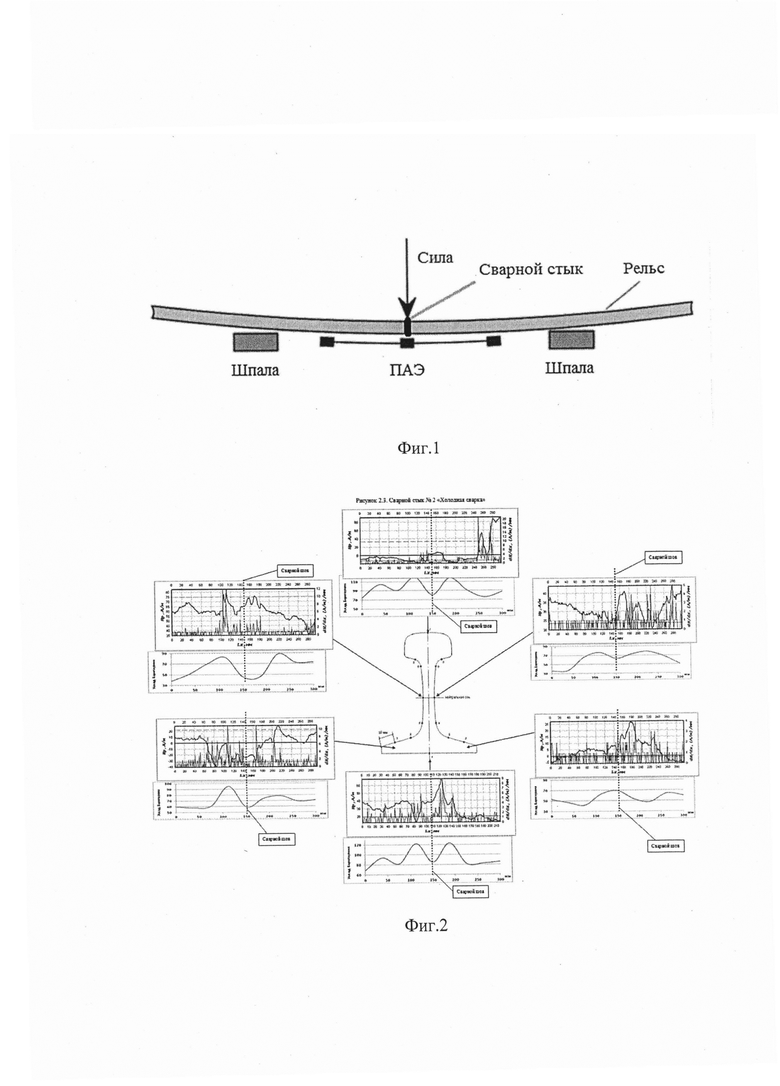
использовании эффекта возникновения высокой намагниченности металла в зонах больших деформаций металла элементов конструкций, обусловленных действием рабочих нагрузок, при этом никакого источника искусственного, намагничивания нет. Такой контроль, по мнению авторов, при диагностике сварных швов рельсовых стыков должен быть первоочередным по отношению к другим методам неразрушающего контроля. Проведенные авторами исследования механизмов разрушения контрольных образцов, полученных в условия многоцикловых нагрузок, анологичным нагрузкам, которым подвергается рельс при прохождении железнодорожного состава, (см. фиг. 1) позволили выявить основной механизм разрушения контрольных образцов. Контрольные образцы, подверженные постоянному воздействию переменным механическим усилиям, разрушаются вследствие - усталости материала. Установлено, в зоне предполагаемого разрушения контрольного образца, через некоторое время, при воздействии переменных сил и вибрации, на поверхности появляются микротрещины. До появления (зарождения) микротрещин, внутренние напряжения в зоне предполагаемого разрушения растут до определенной величины, после чего зарождаются микротрещины. Появление микротрещин приводит к частичной релаксации внутренних напряжений, параметр Hp - напряженность магнитного поля падает, так как механические напряжения снизились с появлением микротрещины. При дальнейшем механическом воздействии на образец, дефекты продолжают развиваться (увеличивается ширина устья микротрещины и глубина ее проникновения в тело образца) приводя контрольный элемент к разрушению. Но прежде чем произойти такому явлению, как зарождение микротрещины и выход ее на поверхность, в материале происходят структурные изменения, которые приводят к появлению значительных механических напряжений в локальных объемах. Данные явления происходят не мгновенно, а растянуты во времени, поэтому время работы контрольного образца, до его разрушения можно, условно, разбить на несколько периодов. В первый период идет накопление механических внутренних напряжений в материале контрольного образца с образованием локальных объемов с высокими механическими напряжениями. Во втором периоде появляются внутренние микротрещины и выход их на поверхность в контролируемой зоне контрольного образца. В третьем периоде продолжается появление новых и развитие ранее появившихся микротрещин до критических размеров и разрушения контрольного образца. Каждая стадия характеризуется появлением дефектов определенного вида, которые можно диагностировать, используя различные методы. В данном случае, исследования проводили с использование предлагаемого устройства.
Экспериментально установлено при разрушении контрольных образцов, дефекты, в виде локальных зон с высокой концентрацией напряжений, с появлением микротрещин появляются, если магнитная напряженность собственных магнитных полей рассеяния Нр достигает значений в пределах 1*102 - 2*102 А/м.
Выход микротрещин на поверхность, скорость подрастания, увеличение количества микротрещин, оценивали по электромагнитному полю наводимому вихревыми токами. Метод вихретокового контроля заключается в анализе изменении параметров взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем контрольном объекте этим полем. В качестве источника электромагнитного поля используется индуктивная катушка, которая встроена в вихретоковый преобразователь. Ток, в катушке вихретокового преобразователя, создает электромагнитное поле, которое возбуждает вихревые токи в исследуемом контролируемом объекте. При наличии микротрещин в контролируемом элементе более 0,05 мм, электромагнитное поле вихревых токов изменяется и соответственно меняется и воздействие на катушку преобразователя и наводящаяся в ней электродвижущая сила. Сигнал с вихретокового датчика (преобразователя) анализируется и по полученным данным делается вывод о наличии или отсутствии трещины в объекте контроля. Связь между величиной напряженности электромагнитного поля и величиной дефекта (микротрещины) устанавливали опытным путем. Контроль разрушаемого контрольного элемента проводили по поверхности специализированным вихретоковым преобразователем, позволяющий определить микротрещину в разрушаемом образце с раскрытием более 0,05 мм.
Остаточный ресурс оценивали по параметрам, полученным со всего периметра предполагаемой зоны разрушения контрольного элемента. Закрепление блока обнаружения и поиска дефектов на основе метода МПМ размещенного в общем металлическом экранирующем корпусе с ФЗП и блока обнаружения и поиска дефектов вихретоковым методом, размещенного в общем металлическом экранирующем корпусе с ВТП на щупах позволяют обеспечивать при перемещении по зоне предполагаемого разрушения одинаковое усилия прижатия на всех контрольных элементах, это позволяет минимизировать диапазон разброса получаемых значений напряженности магнитного поля. А так как датчик и электронный блок выполнены на одной плате и непосредственно находятся в зоне контакта с контрольным элементом, то снимаемый «рабочий» сигнал не теряется при передаче от ФЗП и ВТП к электронному блоку. Кроме этого использование в приборе аналого-цифровых преобразователей, микроконтроллера и цифрового интерфейса связи для передачи данных в блок регистрации и обработки позволяет исключить влияние помех вызванных взаимовлиянием сигналов в кабельных соединениях, электромагнитными помехами, непостоянной паразитной емкостью в кабельных соединениях. Возможность диагностировать всю зону по периметру, позволяет выявить все возможные очаги напряжений и оценку ресурса работоспособности проводить по максимальным значениям напряжения магнитного поля. Выявленные дефекты в виде микротрещин, или их отсутствие, в совокупности с полученными параметрам напряженности магнитного поля диагностируемой зоны контрольного элемента, и сравнение их с данными более раннего обследования, которые хранятся в энергонезависимой флэш-памяти блока регистрации и обработки, по разработанной программе позволяют определить остаточный ресурс работоспособности рельсового стыка и при необходимости заменить дефектный образец, исключив ложное срабатывания.
Расширение области применения прибора для достигается за счет использования щупов, которые позволяют подвижно закрепить датчик на контрольном элементе, практически, любой формы и размеров.
После набора определенной статистики результатов диагностики при разрушении контрольных образцов рельсов, предлагаемый прибор, позволяет выявить наличие скрытых дефектов в исходном состоянии контрольного сварного шва, когда образование дефекта происходит в процессе изготовления (сваривания) рельсов или наличия скрытого дефекта в сварном шве уложенного в путь сварных рельсов а также определить максимальную величину дефекта, когда эксплуатация железнодорожного пути становится не безопасным.
Изобретение иллюстрируется чертежами, где на фиг. 1 показана схема действующих сил при движении железнодорожного колеса по рельсу, приводящих к разрушению в результате усталостных явлений, на фиг. 2 показана схема комплексного обследования сварного шва рельсового стык, на фиг. 3 показаны диаграммы параметров контроля сварного шва не имеющего дефект, на фиг. 4 показаны диаграммы параметров контроля сварного шва имеющего дефект, на фиг. 5 показана схема электрическая структурная прибора для диагностики сварных швов, на фиг. 6, показан общий вид прибора для диагностики сварных швов рельсов.
Прибор для диагностики сварных швов рельсового стыка состоит из электронного блок регистрации и обработки 1 в состав которого входят энергонезависимая флэш-память 1.1, часы реального времени 1.2, дисплей 1.3, клавиатур 1.4, и микроконтроллер 1.5, интерфейс связи 1.6 и 1.7, блок расположен в жестком корпусе (на фиг. не показан) с элементом питания (на фиг. не показаны). Электронный блок обнаружения и поиска дефектов методом МПМ 2, размещен в общем металлическом экранирующем корпусе с ФЗП, и закреплен на щупе (на фиг. не показан), в качестве источника питания использует источник питания блока регистрации и обработки на (фиг. не показан), содержит генератор синусоидальных сигналов 2.2 для возбуждения катушки ФЗП 2.1, фильтр 2.3, для выделения второй гармоники сигнала с катушки ФЗП 2.1, устройство выборки и хранения 2.4, вход которого подключен к выходу фильтра 2.3, формирователь импульсов 2.5 который синхронизирует с генератором синусоидальных сигналов устройство выборки и хранения 2.4 выход которого подключен к входу аналого-цифрового преобразователя 2.6, микроконтроллер 2.7 к входу которого подключен выход аналого-цифрового преобразователя 2.6 и оптопара курвиметра 2.8, а к выходу вход интерфейса связи 2.9 для передачи данных в блок регистрации и обработки 1. Электронный блок обнаружения и поиска дефектов вихретоковым методом 3, размещен в общем металлическом экранирующем корпусе с ВТП 3.1 и закреплен на щупе (на фиг. не показан), в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов 3.2, сигнал которого возбуждает среднюю обмотку трехобмоточного трансформатора ВТП 3.1, которая в свою очередь возбуждает измерительную и опорную обмотки трансформатора, фазовый детектор 3.3, определяющий разность фаз, усилитель сигналов 3.4 поступающих с измерительной обмотки и усилитель сигналов 3.5 поступающих с опорной обмоток трансформатора, аналого-цифровой преобразователя 3.6, микроконтроллер 3.7, интерфейс связи 3.8 для передачи данных в блок регистрации и обработки. Щупы изготовлены из немагнитного материала, позволяют перемещать датчики по предполагаемой зоне разрушения, сохраняя при этом постоянным контакт между датчиком и рельсом.
Способ с помощью прибора реализуется следующим образом.
С помощью клавиатуры 1.4 оператор вводит величину браковочных признаков (градиент напряженности магнитного поля и условную глубину трещины), а также другую необходимую служебную информацию (текущие время и дата, примечание), контролируя свои действия с помощью дисплея 1.3. Заносимая информация сохраняется в энергонезависимой флэш-памяти 1.1.
Щуп размещаются на предполагаемой зоне разрушения сварного шва перемещается вдоль параллельной оси рельса захватывая все зоны сварного шва, сохраняя, при этом постоянным контакт между блоками обнаружения и поиска дефектов 2 и 3, и рельсом.
Генератор синусоидального сигнала 3.2 возбуждает среднюю обмотку трехобмоточного трансформатора 15, которая в свою очередь возбуждает измерительную и опорную обмотки трансформатора 15. Через усилитель измерительный канала 3.4 и усилитель опорного канал 3.5 сигналы с соответствующих обмоток поступают на фазовый детектор 3.3, сигнал с которого поступает на аналого-цифровой преобразователь 3.6 а от туда на микроконтроллер 3.7, который фиксирует разность фаз сигналов с измерительной и опорной обмоток трансформатора 3.1. В интерфейсе связи 3.8 данные о разности фаз преобразуются по протоколу обмена с блоком регистрации и обработки 1 и передаются на блок интерфейса 1.7 блок регистрации и обработки, в котором производится преобразование данных по протоколу обмена с микроконтроллером 1.5. Микроконтроллер 1.5 преобразует данные о разности фаз в условную глубину трещины, сравнивает полученные значения с браковочными значениями, хранящимися во флэш-памяти 1.1 и выводит результаты на дисплей 1.3. В случаи превышения пороговых значений срабатывает светодиодная индикация, что говорит о наличии в зоне испытания микротрещины, сварной шов считается опасным дальнейшему исследованию подвергается другими методами. Генератор синусоидального тока 2.2 возбуждает катушку ФЗП 2.1, вторая гармоника сигнала с которого выделяется фильтром 2.3 и поступает в устройство выборки-хранения 2.4, которое синхронизировано с генератором синусоидального тока 2.2 посредством формирователя импульсов 2.5. Величина выделяемой второй гармоники зависит от напряженности внешнего магнитного поля, таким образом, зная эту величину, можно определить напряженность внешнего магнитного поля. С устройства выборки-хранения 2.4 сигнал поступает в аналого-цифровой преобразователь 2.6 откуда цифровой сигнал попадает на вход микроконтроллера 2.7, который фиксирует величину второй гармоники и передает ее в интерфейса связи 2.9. Одновременно с этим с оптопары курвиметра 2.8 поступают сигналы о перемещении ФЗП 2.1. В интерфейсе связи 2.9 сигналы о перемещении ФЗП 2.1 и величине второй гармоники преобразуются по протоколу обмена и передаются на интерфейс связи 1.7 блока регистрации, и обработки 1, в котором производится преобразование данных по протоколу связи с микроконтроллером 1.5. Микроконтроллер 1.5 преобразует данные о величине второй гармоники в величину напряженности внешнего магнитного поля и, используя информацию о перемещении ФЗП, вычисляет величину градиента напряженности внешнего магнитного поля. После сравнения полученных значений с браковочными значениями, хранящимися во флэш-памяти 1.1, полученные данные выводятся на дисплей 1.3. В случаи превышения пороговых значений срабатывает светодиодная индикация, что говорит о наличии в зоне испытания микротрещины, шов считается дефектным и дальнейшие исследовании проводятся другими методами.
Прибор предназначен для контроля сварных швов рельсов при производстве в заводских условиях (на РСП), а также для периодической плановой проверки состояния сварных швов бесстыкового пути в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДИАГНОСТИКИ КОНТРОЛЬНЫХ ЭЛЕМЕНТОВ УСТРОЙСТВА КОНТРОЛЯ СХОДА ПОДВИЖНОГО СОСТАВА (УКСПС) | 2014 |
|
RU2554028C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Устройство для измерения длины дефектов прямошовных труб | 1989 |
|
SU1704063A1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ | 2015 |
|
RU2587695C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ МАЛЫХ ЛИНЕЙНЫХ РАЗМЕРОВ | 2014 |
|
RU2564823C1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| УСТРОЙСТВО ДЛЯ ВЫЯВЛЕНИЯ ДЕФЕКТОВ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2090881C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| Способ оценки глубины трещин на поверхности труб | 2021 |
|
RU2775659C1 |
| СПОСОБ КОНТРОЛЯ РАЗРУШАЕМЫХ ЭЛЕМЕНТОВ УСТРОЙСТВА КОНТРОЛЯ СХОДА ПОДВИЖНОГО СОСТАВА | 2012 |
|
RU2516363C1 |

Использование: для диагностики сварного шва рельсов бесстыкового пути. Сущность изобретения заключается в том, что осуществляют проведение регулярного сплошного контроля сварных швов с поверхности головки рельса методом магнитной памяти металла (МПМ) и контроль сварных швов с поверхности головки рельса методом вихретокового (МВТ) контроля, МПМ определяют максимально допустимую концентрацию напряжений (КН) по собственному магнитному полю рассеяния (СМПР) путем сканирования датчиком магнитометра вдоль поверхности головки рельса, МВТ контроля фиксируют дефекты типа микротрещин с раскрытием не менее 0,05 мм, при установлении в зоне контроля устойчивого повышения параметров МПМ, последующий контроль обнаруженных микротрещин и их развитие проводят МВТ контроля, проводят оценку возможной продолжительности эксплуатации дефектного рельса с учетом параметров аналогичного дефекта, полученного на контрольных образцах и контролируемого дополнительно другими методами неразрушающего и разрушающего контроля, планируют сроки замены дефектного сварного шва при минимизации влияния на перевозочный процесс. Прибор для комплексной диагностики сварных швов бесстыкового пути состоит из электронного блока обнаружения и поиска дефектов на основе метода магнитной памяти металла (МПМ) с феррозондовым преобразователем (ФЗП), электронного блока обнаружения и поиска дефектов вихретоковым методом с вихретоковым преобразователем (ВТП), щупа с курвиметром, выполненными из материала с высокой стойкостью к истиранию и малым коэффициентом трения, что позволяет перемещать их по предполагаемой зоне исследования, сохраняя постоянный контакт между блоками обнаружения и поиска дефектов и контролируемой поверхностью. Технический результат: обеспечение возможности выявления дефектов, образовавшихся в зоне возможного разрушения сварного шва рельсового стыка уложенного в путь, а также обеспечение возможности контроля развития дефектов до размеров, предшествующих разрушению рельса, и обеспечение возможности оценки продолжительности эксплуатации дефектного рельса. 2 н. и 8 з.п. ф-лы, 6 ил.
1. Способ комплексной диагностики сварных швов бесстыкового пути, заключающийся в проведении регулярного сплошного контроля сварных швов с поверхности головки рельса методом магнитной памяти металла (МПМ) и контроля сварных швов с поверхности головки рельса методом вихретокового (МВТ) контроля, МПМ определяют максимально допустимую концентрацию напряжений (КН) по собственному магнитному полю рассеяния (СМПР) путем сканирования датчиком магнитометра вдоль поверхности головки рельса, определяют Hp - напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния dHp/dx, где х - линия обследования в зоне выявленного дефекта, напряженность магнитного поля Hp определяют с погрешностью Δх=5 А/м в диапазоне (2*10-3)-(2*103) А/м, МВТ контроля фиксируют дефекты типа микротрещин с раскрытием не менее 0,05 мм, при установлении в зоне контроля устойчивого повышения параметров МПМ, последующий контроль обнаруженных микротрещин и их развитие проводят МВТ контроля, проводят оценку возможной продолжительности эксплуатации дефектного рельса с учетом параметров аналогичного дефекта, полученного на контрольных образцах и контролируемого дополнительно другими методами неразрушающего и разрушающего контроля, планируют сроки замены дефектного сварного шва при минимизации влияния на перевозочный процесс.
2. Способ по п. 1, отличающийся тем, что параметры выявленного дефекта, для оценки возможной продолжительности эксплуатации дефектного рельса, оценивают на основе анализа параметров, полученных методом МПМ, ультразвукового контроля (УЗК) и поперечного изгиба на прессе, при разрушении натурных контрольных образцов.
3. Прибор для комплексной диагностики сварных швов бесстыкового пути, характеризующийся тем, что включает электронный блок обнаружения и поиска дефектов на основе метода магнитной памяти металла (МПМ) с феррозондовым преобразователем (ФЗП), электронный блок обнаружения и поиска дефектов вихретоковым методом с вихретоковым преобразователем (ВТП), при этом устройство дополнительно имеет электронный блок регистрации и обработки, в состав которого входят корпус, источник питания, клавиатура, дисплей, энергонезависимая флеш-память, часы реального времени, микроконтроллер, интерфейс связи с блоками обнаружения и поиска дефектов и передачи данных в ПК, и щупы, изготовленные из немагнитного материала, электронный блок обнаружения и поиска дефектов методом МПМ размещен в общем металлическом экранирующем корпусе с ФЗП и закреплен на щупе, в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов для возбуждения катушки ФЗП, фильтр для выделения второй гармоники сигнала с катушки ФЗП, устройство выборки и хранения, вход которого подключен к выходу фильтра, формирователь импульсов, который синхронизирует с генератором синусоидальных сигналов устройство выборки и хранения, выход которого подключен к входу аналого-цифрового преобразователя, микроконтроллер, к входу которого подключены выход аналого-цифрового преобразователя и оптопара курвиметра, а к выходу - вход интерфейса связи для передачи данных в блок регистрации и обработки, электронный блок обнаружения и поиска дефектов вихретоковым методом размещен в общем металлическом экранирующем корпусе с ВТП и закреплен на щупе, в качестве источника питания использует источник питания блока регистрации и обработки, содержит генератор синусоидальных сигналов, сигнал которого возбуждает среднюю обмотку трехобмоточного трансформатора ВТП, которая в свою очередь возбуждает измерительную и опорную обмотки трансформатора, фазовый детектор, определяющий разность фаз, вход которого соединен с усилителями сигналов, поступающих с измерительной и опорной обмоток трансформатора, а выход - с входом аналого-цифрового преобразователя, микроконтроллер, к входу которого подключен выход аналого-цифрового преобразователя, а к выходу - вход интерфейса связи для передачи данных в блок регистрации и обработки, щупы снабжены сменными защитными колпачками, выполненными из материала с высокой стойкостью к истиранию и малым коэффициентом трения, толщиной не более 0,8 мм, что позволяет перемещать их по предполагаемой зоне исследования, сохраняя постоянный контакт между блоками обнаружения и поиска дефектов и контролируемой поверхностью.
4. Прибор по п. 3, отличающийся тем, что клавиатура имеет, как минимум, клавиши цифр 0-9 и десятичную точку, 4 стрелки, клавиши ввод, отмена, вкл/выкл.
5. Прибор по п. 3, отличающийся тем, что дисплей имеет разрешение не менее 64×32 точек и позволяет отображать 4 строки по 10 символов и пиктограммы.
6. Прибор по п. 3, отличающийся тем, что энергонезависимая флэш-память блока регистрации и обработки не менее 4 Мбайт.
7. Прибор по п. 3, отличающийся тем, что передача данных между блоками обнаружения и поиска дефектов и блоком регистрации и обработки происходит по интерфейсу RS-485 по двум независимым каналам, передача данных в ПК происходит по интерфейсу USB2.0.
8. Прибор по п. 3, отличающийся тем, что электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП, и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП, закреплены на одном щупе.
9. Прибор по п. 3, отличающийся тем, что электронный блок обнаружения и поиска дефектов методом МПМ, размещенный в едином корпусе с ФЗП, и электронный блок обнаружения и поиска дефектов вихретоковым методом, размещенный в едином корпусе с ВТП, имеют светодиодную индикацию превышения пороговых значений.
10. Прибор по п. 3, отличающийся тем, что микроконтроллеры блоков обнаружения и поиска дефектов методом МПМ и блока обнаружения и поиска дефектов вихретоковым методом сохраняют калибровочные данные каждый в своей энергонезависимой памяти.
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 1994 |
|
RU2102740C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СТЫКОВ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528586C2 |
| Способ контроля качества сварных стыков рельсов | 1989 |
|
SU1629837A1 |
| JPS 6243565 A, 25.02.1987 | |||
| US 4144766 A, 20.03.1979. | |||

