Настоящее изобретение относится к изготовлению бритвенного лезвия и, в частности, к процессу производства элемента бритвенного лезвия, содержащего тонкую режущую кромку, приваренную или другим способом прикрепленную к опорному элементу.
В патенте США N 4586255 описано бритвенное лезвие, режущая кромка которого крепится сваркой или другим способом к основанию. Режущая часть изготавливается главным образом из заготовочной полосы лезвия, а основание имеет конструкцию, обеспечивающую жесткость режущей кромки, и включает удлинительную часть, которую можно включить в блок бритвенного лезвия.
При изготовлении сборной конструкции бритвенных лезвий, как было отмечено выше, основания или опорные элементы лезвий формируются отдельно и затем в виде насыпной массы транспортируются от места их штамповки в место сборки, где они превращаются в узел, имеющий режущую кромку лезвия. В известном процессе сборки скорость сборки и, соответственно, производительность оборудования ограничены. В месте сборки опоры для бритвенных лезвий попадают в вибрационное бункерное загрузочное устройство, которое обеспечивает их выравнивание на конвейерной ленте, переносящей их на сборочную установку для совмещения опоры с частью, содержащей режущую кромку, с ее последующим закреплением. Процесс подачи или загрузки, в котором используется вибрационное загрузочное устройство, хорошо известен и эффективен, однако имеет тот недостаток, что при насыпной транспортировке часть деталей теряется, а некоторые детали могут не пройти контроль вследствие их изгиба или повреждения в процессе транспортировки и загрузки.
С учетом сказанного выше задачей настоящего изобретения является создание способа изготовления конструкции бритвенного лезвия, содержащего тонкий элемент лезвия, образующий часть с режущей кромкой, и опорный элемент, к которому она крепится, при этом опорные элементы получают в месте их присоединения к частям с режущей кромкой лезвия, обеспечивая тем самым минимальное удаление этих элементов при их транспортировке в место присоединения.
Другой задачей изобретения является создание процесса изготовления бритвенного лезвия типа, указанного выше, и при котором отходы в брак бритвенных лезвий из-за повреждений опорных элементов сведены к минимуму.
Еще одной задачей настоящего изобретения является создание процесса изготовления бритвенных лезвий типа, указанного выше, в котором технологическое оборудование используется более эффективно с увеличением полезного времени работы машин.
Указанные выше задачи, а также другие задачи, которые будут выявлены из последующего описания, решаются с помощью способа изготовления множества бритвенных лезвий, каждое из которых имеет часть с режущей кромкой, прикрепленную к удлиненному опорному элементу, путем создания, в первую очередь, длинной полосы из листового материала, имеющей противоположные кромочные участки, причем эта полоса свернута в рулон. Множество отдельных опорных элементов располагают между противоположными участками с кромками на первой технологической установке, а рулон перематывают, при этом опорные элементы удерживают между кромочными участками полосы. Затем рулон вводят во вторую технологическую установку, где имеется средство для подачи полосы в ее рабочую зону, при этом полосу материала подают по тракту во вторую технологическую установку. На второй установке каждый опорный элемент последовательно отделяют от участков с противоположными кромками и выводят из второй установки в направлении поперек тракта подачи полосы в третью установку для соединения с участком с режущей кромкой бритвенного лезвия.
Данный способ может также включать стадию формирования множества совмещающих отверстий в противоположных кромках полосы листового материала в процессе формирования опорных элементов; кроме этого, средство, предназначенное для подачи полосы на вторую установку, может содержать звездочку, которая зацепляется с совмещающими отверстиями, тем самым обеспечивая подачу полосы.
Способ может также включать стадию выравнивания полосы материала на второй технологической установке перед отделением от полосы каждого опорного элемента. Если имеется множество совмещающих отверстий, выполненных в противоположных кромках полосы листового материала, то выравнивание может осуществляться с помощью множества удлиненных выравнивающих элементов, которые проходят сквозь совмещающие отверстия.
Опорные элементы имеют по существу Г-образное поперечное сечение, а полоса материала перегородки может создаваться на одной стороне полосы листового материала после формирования множества отдельных опорных элементов и до перемотки рулона вслед за обработкой на первой установке.
Устройство для изготовления бритвенных лезвий, имеющих часть с режущей кромкой и удлиненный опорный элемент, содержит средство для подачи длинной полосы листового материала, свернутой в рулон, по тракту на первую технологическую установку, в которой имеется штамповочное средство, предназначенное для поддержки полосы листового материала исключительно на противоположных кромках листа. Перфоратор расположен на первой установке у одной поверхности полосы листового материала с возможностью прохода сквозь лист на вторую установку для отделения опорного элемента, расположенного между противоположными кромками полосы, от нее. Транспортировочное средство расположено у установки. Также имеется средство для проталкивания отдельных опорных элементов в направлении поперек тракта подачи длинной полосы. Оно укладывает опорный элемент на транспортер. Средство для подачи длинной полосы на установку может содержать вращающуюся звездочку, которая взаимодействует с противоположными кромками полосы листового материала. Также может иметься средство для выравнивания полосы материала относительно перфоратора, причем выравнивающее средство располагается до перфоратора по ходу полосы листового материала. В длинной полосе листового материала может быть выполнено множество отверстий, расположенных на противоположных кромках полосы, а выравнивающее средство содержит множество пальцевых элементов, расположенных на обоих краях полосы листового материала и проходящих сквозь полосу для ее выравнивания при движении.
Далее представлен вариант реализации изобретения со ссылками на прилагаемые чертежи, из которых будут выявлены отличительные признаки изобретения и его преимущества, и на которых:
фиг. 1 представляет профиль конструкции бритвенного лезвия, в состав которой входят часть с режущей кромкой, а также опорный элемент, в соответствии с настоящим изобретением;
фиг. 2 схематично представляет известный ранее процесс производства бритвенных лезвий, показанных на фиг. 1;
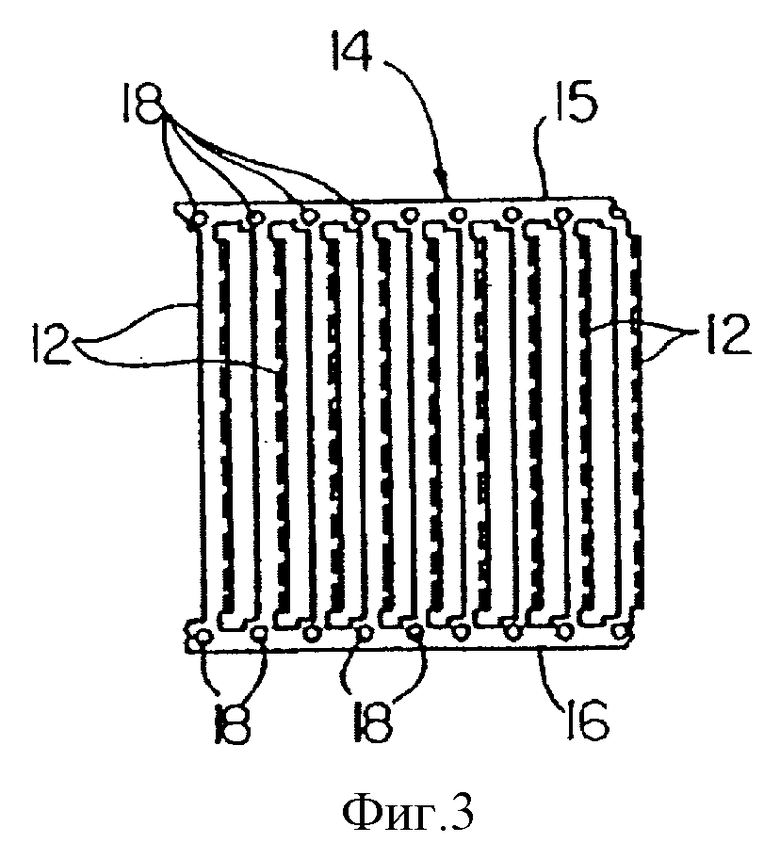
фиг. 3 на виде сверху представляет часть рулона опорных элементов, конструкция которых выполнена по настоящему изобретению;
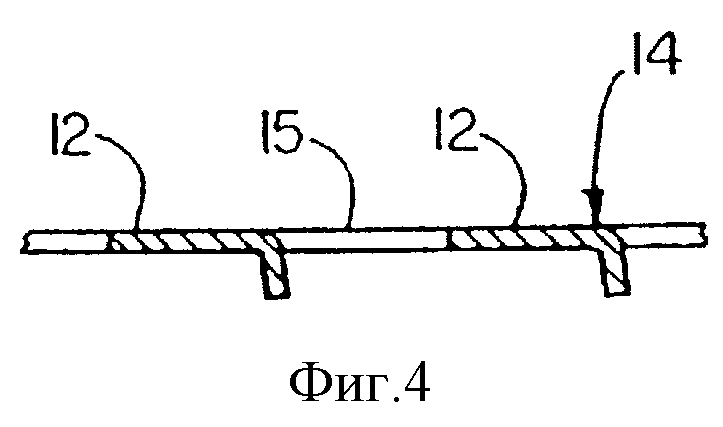
фиг. 4 представляет в увеличенном масштабе сечение части рулона, показанного на фиг. 3;
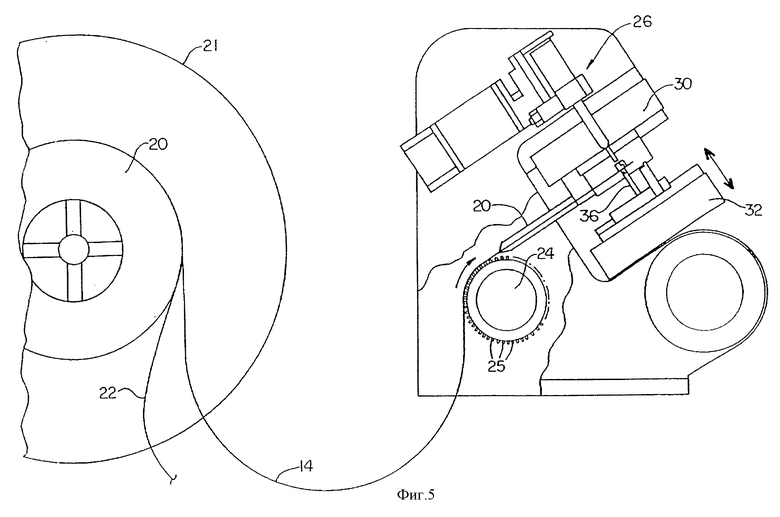
фиг. 5 представляет схематично устройство для производства бритвенных лезвий из рулонного материала, показанного на фиг. 3 и 4;
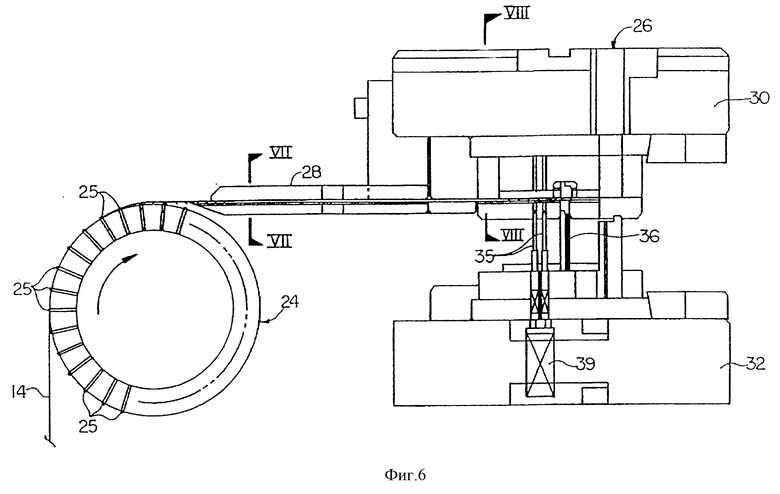
фиг. 6 представляет вид сбоку элементов, входящих в устройство, показанное на фиг. 5;
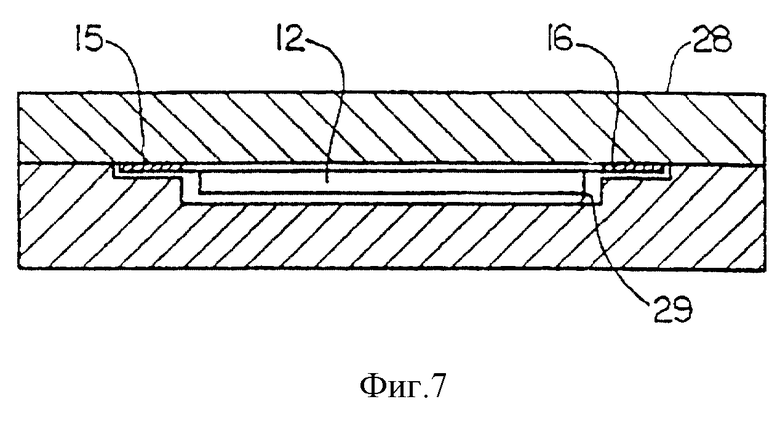
фиг. 7 представляет в увеличенном масштабе сечение по VII-VII на фиг. 6, показывая элементы устройства, представленного на фиг. 5;
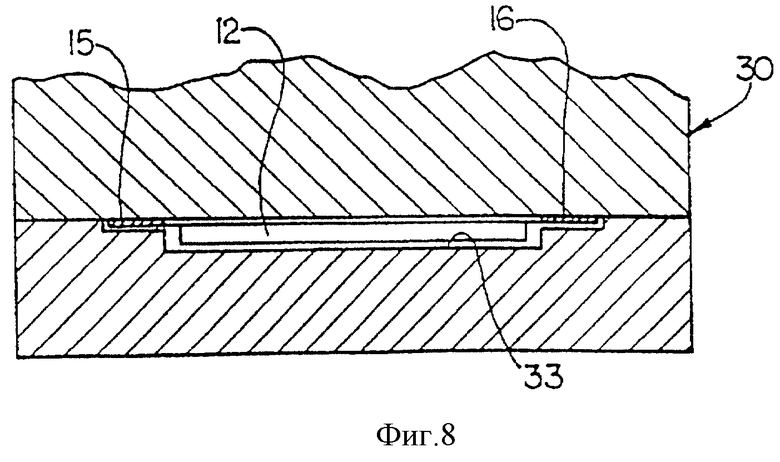
фиг. 8 представляет сечение, аналогично фиг. 7, по VIII-VIII на фиг. 6, показывая дополнительно элементы устройства, представленного на фиг. 6;
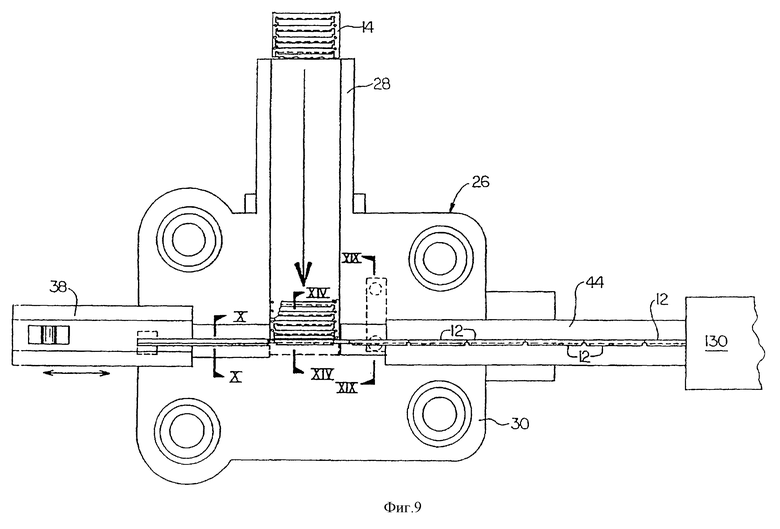
фиг. 9 представляет вид сверху устройства, показанного на фиг. 5 - 8;
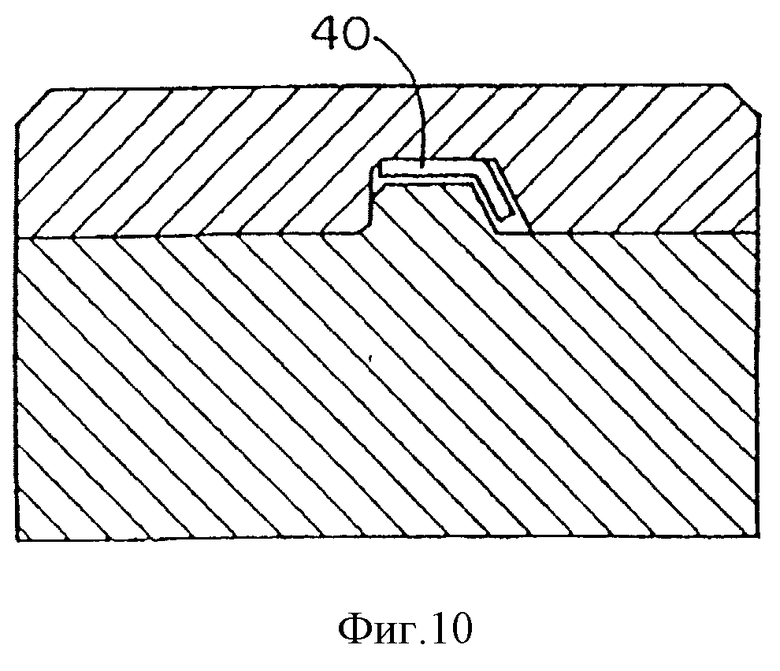
фиг. 10 представляет сечение по X-X на фиг. 9, показывая в увеличенном масштабе элементы устройства;
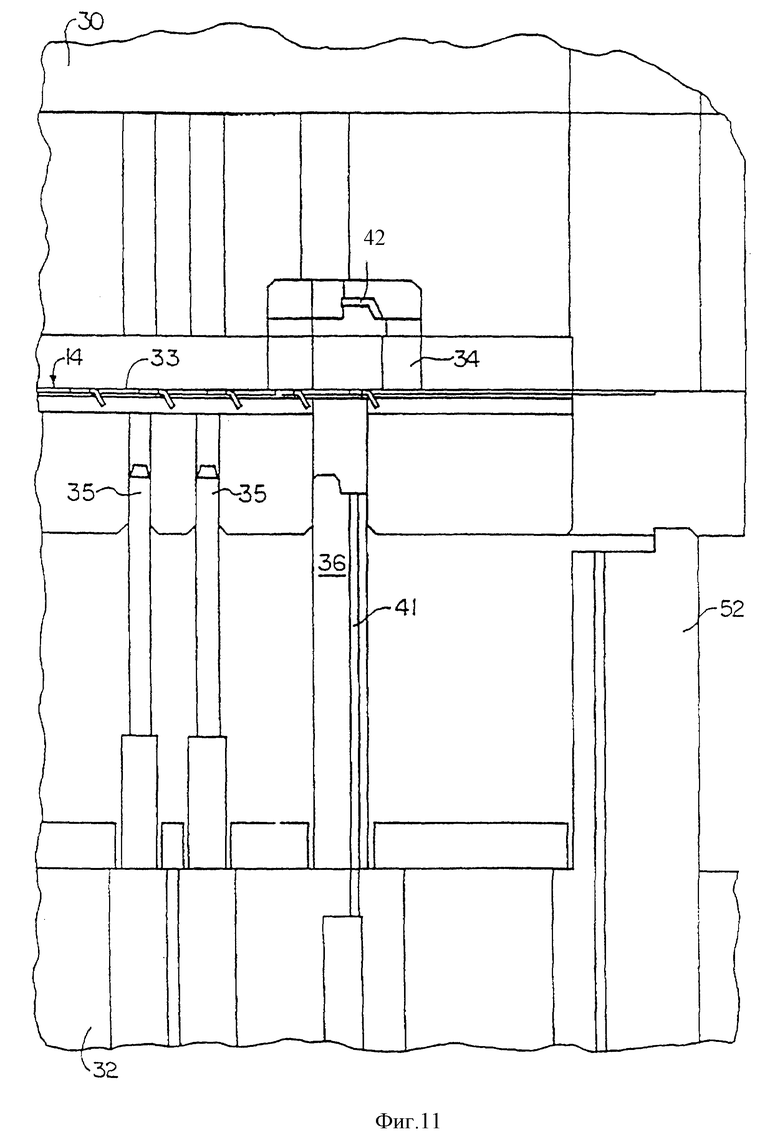
фиг. 11 представляет вид сбоку устройства по фиг. 5 - 9, демонстрируя последовательность его работы;
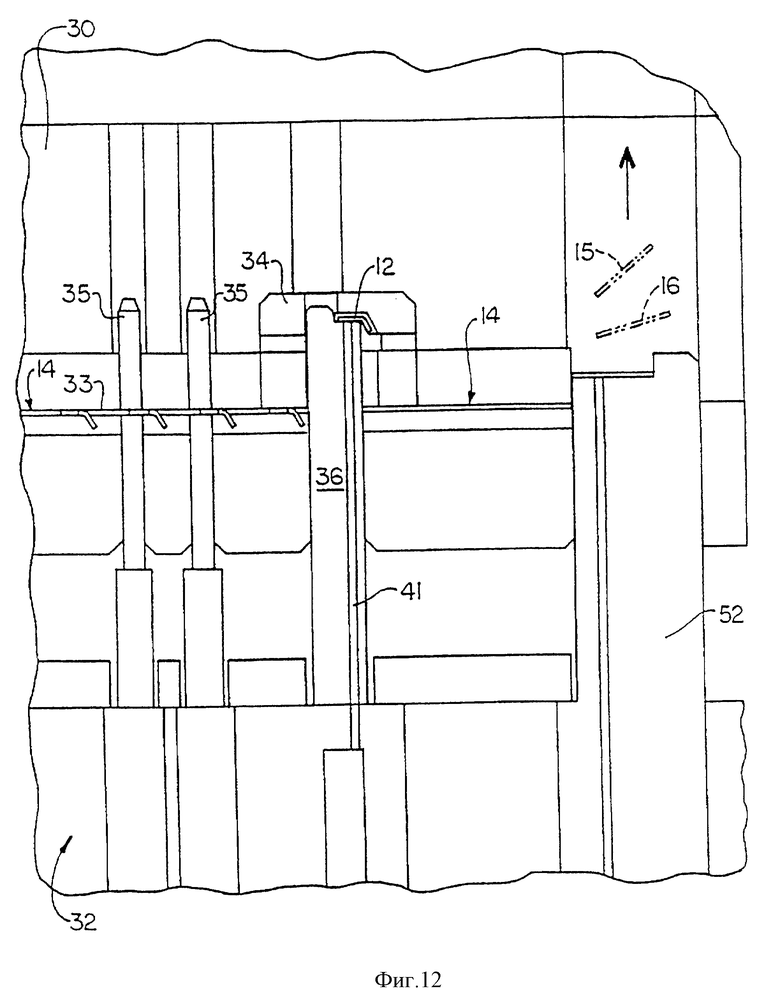
фиг. 12 представляет вид сбоку, аналогичный фиг. 11, демонстрируя другую последовательность операций работы устройства;
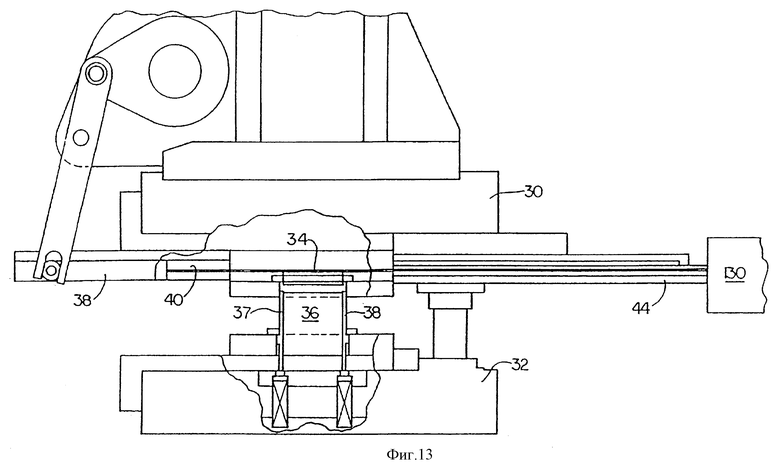
фиг. 13 представляет вид спереди устройства по фиг. 5 - 8, показывая его элементы;
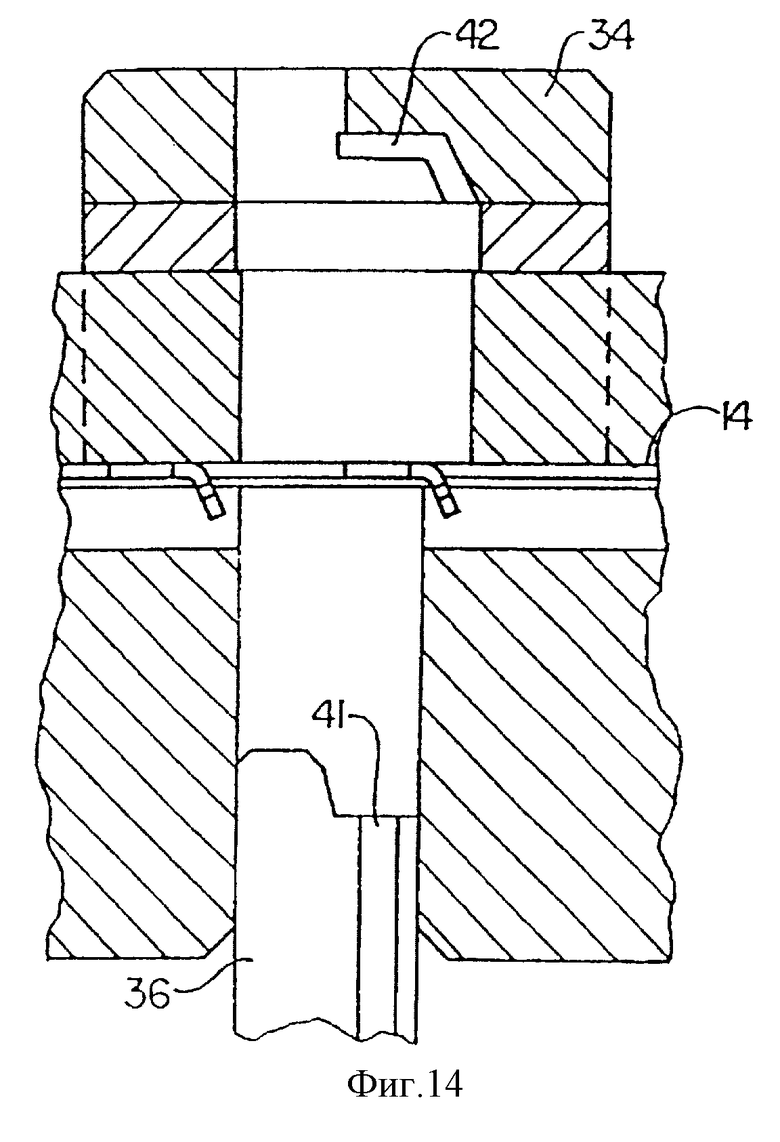
фиг. 14 представляет в увеличенном масштабе сечение по XIV-XIV на фиг. 9, демонстрируя элементы устройства в процессе производства;
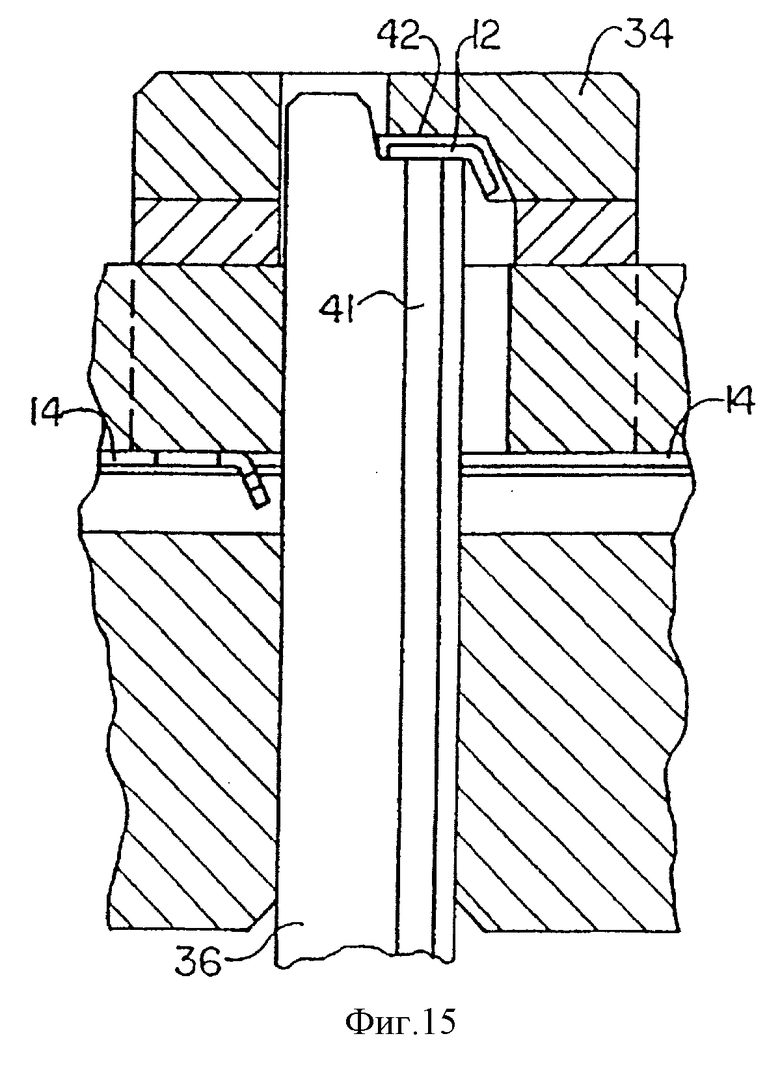
фиг. 15 представляет сечение, аналогичное фиг. 14, показывая устройство на следующей стадии процесса производства;
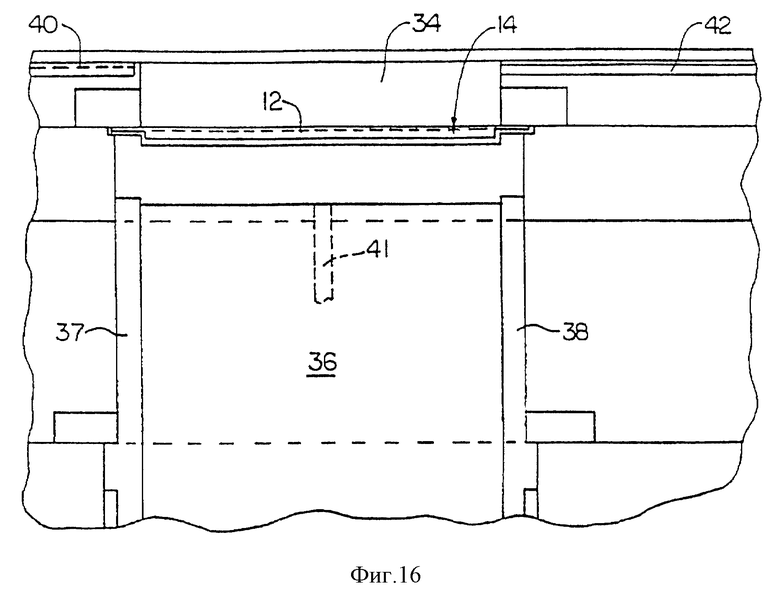
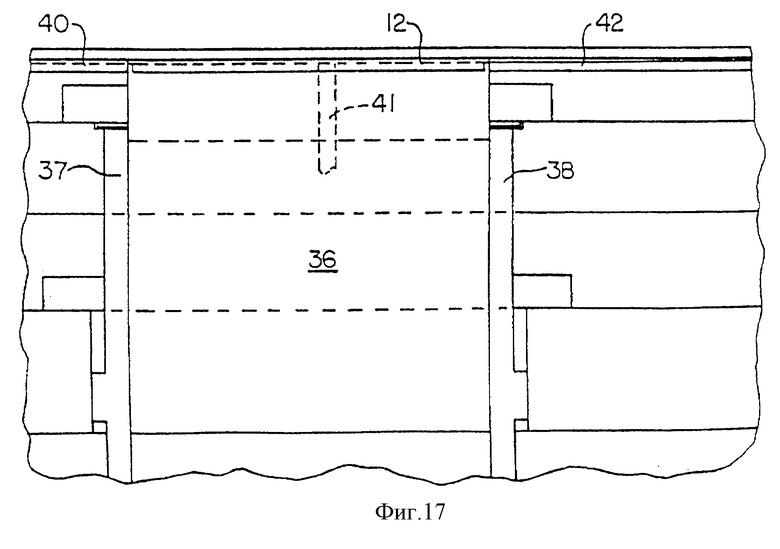
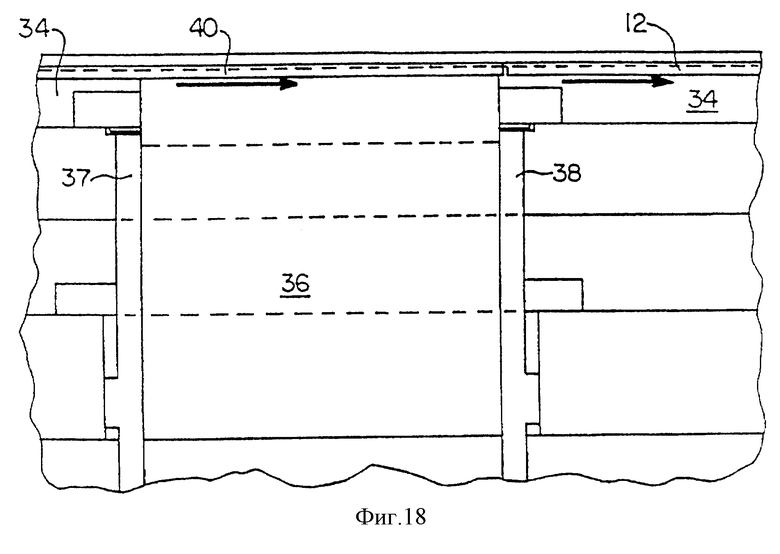
фиг. 16, 17 и 18 представляют виды спереди, показывая элементы устройства, которые не видны на фиг. 14 и 15;
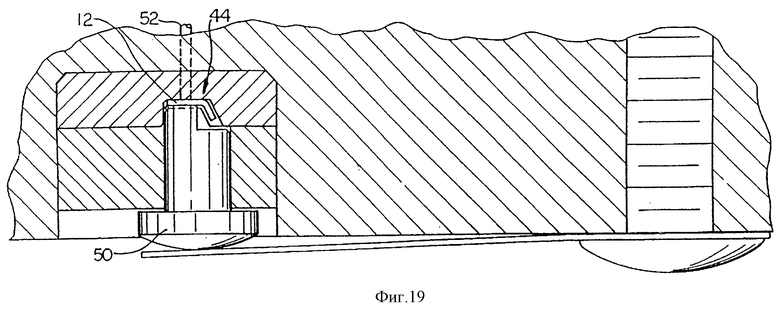
фиг. 19 представляет в увеличенном масштабе сечение по XIX-XIX на фиг. 9, показывая элементы устройства.
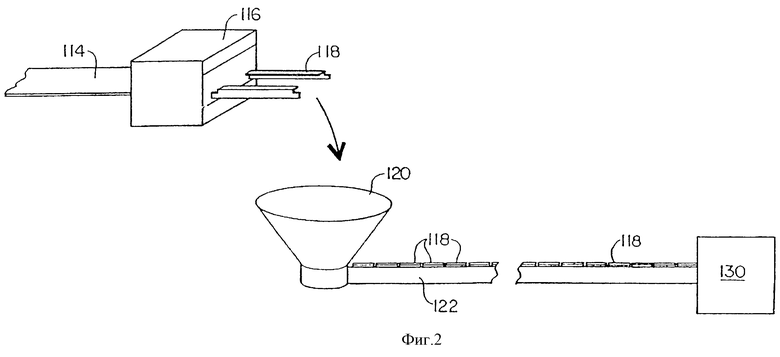
Как показано на фиг. 1 и 2, конструкция бритвенного лезвия 10 состоит из двух частей: части с режущей кромкой 11 и Г-образного опорного элемента 12, которые соединяются между собой в процессе изготовления сваркой или каким-либо другим способом. Бритвенные лезвия, конструкция которых соответствует изделию 10, используются главным образом в таких бритвах, в которых лезвия подвижны относительно поверхности кожи в процессе бритья. Как видно из фиг. 2, процесс изготовления лезвий включает пропускание ленты 114 из листового металла через технологическую позицию 116, в которой имеются штамповочное и режущее устройства, образующие множество отдельных опорных элементов 118 для лезвий. Затем опорные элементы 118 транспортируются в насыпном виде в место, где они подвергаются сборке с образованием части с режущей кромкой 11, в результате чего получается конструкция бритвенного лезвия 10.
В месте сборки отдельные элементы 118 попадают в известное вибрационное загрузочное устройство 120, обеспечивающее выравнивание отдельных опорных элементов 118 на транспортере 122, который подает их в состыкованном друг с другом виде на технологическую позицию 130.
Сборка части с режущей кромкой 11 с опорным элементом 118 (или 12 в настоящем изобретении) может производиться на позиции 130 с использованием хорошо известного набора технологических операций. Часть с режущей кромкой 11 и соответствующий удлиненный опорный элемент 118 или 12 выравнивают в зажимном приспособлении или в форме, а затем пропускают через устройство, в котором выполняется процесс их соединения между собой, например, сваркой. Процесс, выполняемый на позиции 130, подробно не описывается, достаточно лишь указать, что должно быть выполнено требование, чтобы удлиненные опорные элементы 118 были выравнены до ввода их в технологическую позицию, чтобы обеспечить совпадение с соответствующей частью с режущей кромкой.
Как показано на фиг. 3 и 4, в настоящем изобретении металлическая лента 114 содержится в рулоне. Лента проходит через позицию, аналогичную позиции 130, в которой имеются устройства для изгибания и резки (эти устройства известны), на этой позиции формируется непрерывная лента 14, имеющая противоположные кромочные участки 15 и 16, между которыми располагаются Г-образные опорные элементы 12. Т. е. в настоящем изобретении опорные элементы 12 не отделены от ленты, а каждый опорный элемент 12 удерживается между противоположными кромочными частями 15 и 16. В кромочных частях 15 и 16 выполнено множество отверстий 18 с равным шагом, назначение которых будет описано ниже.
Непрерывная лента или полоса 14 после этого снова свертывается в рулон 20 на бобине 21. При этом, как показано на фиг. 5, по одну сторону полосы 14 обычно размещают барьерную ленту 22, предотвращающую сцепление или повреждение свободных краев опорных элементов 12, когда рулон 20 навертывается на бобину 21.
Рассматривая совместно фиг. 5 и 6, отметим, что полоса 14 подается с бобины 21 на звездочку 24, в которой имеется множество штырьков или перфораторов 25, которые входят в отверстия 18, тем самым подавая полосу 14 на установку 26, что подробно будет описано ниже.
Как показано на фиг. 7 и 8, полоса или лента 14 подается звездочкой по тракту в направляющий элемент 28, имеющий щелевое отверстие 29, в котором при движении скользят кромочные части 15 и 16, направляя полосу в установку 26. Установка 26 также содержит верхний опорный элемент 30 и нижний опорный элемент 32, которые удерживают различные рабочие узлы и детали установки 26. Как видно на фиг. 8, верхний опорный элемент 30 имеет щелевое отверстие 33, аналогичное отверстию 29 в направляющем элементе 28, причем конфигурация его способствует удерживанию кромочных частей 15 и 16 при прохождении полосы 14 сквозь него для изготовления опорных элементов 12.
Следует отметить, что установка 26 снабжена различными двигателями, электрическими и пневматическими блоками, обеспечивающими ее работу, они считаются известными и не являются предметом настоящего изобретения, поэтому они не представлены в описании изобретения. Компоненты системы могут отличаться от показанных, также могут использоваться электрические или пневматические блоки, которые являются предметом отдельных изобретений. Поэтому вся технологическая система подробно не описана, при этом отдельные элементы, например, двигатели или другие устройства, можно заменять на другие в рамках настоящего изобретения.
Как показано на фиг. 12 и 13, направляющее устройство образовано несколькими штырями 35, всего четыре, по два с каждой стороны тракта перемещения полосы 14. Штыри 35 расположены под трактом перемещения полосы 14, они совпадают с отверстиями 18, расположенными у кромочных частей 15 и 16. Как показано на фиг. 6, штыри 35 подпружинены, кроме того, имеется цилиндр 39, толкающий штыри вверх сквозь отверстия 13 во время обработки полосы, чтобы удерживать ее в положении, позволяющем осуществлять отделение от нее опорных элементов, как это будет показано ниже. После этого штыри 35 опускаются в исходные положения с помощью цилиндра, как показано на фиг. 11.
Как видно на фиг. 11 - 17, при прохождении полосы 14 через установку 26, она пропускается между неподвижной матрицей штамповочного устройства 34 и пуансоном 36, который перемещается из положения, показанного на фиг. 14, в положение, показанное на фиг. 15. Пуансон 36 отделяет опорный элемент от полосы 14, удерживая его на своей верхней поверхности и перемещая его в положение, показанное на фиг. 15 и 17. По обе стороны пуансона 36 установлена пара пружинных захватов 37 и 38, при этом подпружиненные штыри сцентрированы для контактирования с кромочными частями 15 или 16, с обеспечением удерживания кромки у нижней поверхности штамповочного устройства 34, когда пуансон 36 перемещается вверх, вынося опорный элемент 12.
Как показано на фиг. 11 и 12, пуансон 36 имеет продольное отверстие 41, выходящее на верхнюю поверхность пуансона. В отверстии 41 создается разрежение в процессе работы пуансона для удерживания отделенного опорного элемента, расположенного на верхней поверхности пуансона 36, до момента, когда опорный элемент требуется удалить.
На фиг. 9, 11 - 17 показано челночное устройство 38 с рычагом толкателя 40 с расположением рядом и выравниванием относительно опорного элемента 12, когда опорный элемент находится на верхней поверхности пуансона 36. Напротив толкателя 40 в штамповочном элементе выполнено отверстие 42. Отверстие 42 обеспечивает доступ к транспортеру 44, который ведет к установке 130, на которой удлиненный опорный элемент 12 соединяется с частью 11, имеющей режущую кромку, образуя конструкцию бритвенного лезвия 10, показанного на фиг. 1.
На фиг. 16, 17 и 18 также показан отделенный опорный элемент, который находится на верхней поверхности пуансона 36, который располагается в верхнем положении, а, как показано на фиг. 17 и 18, толкатель 40 перемещается возвратно-поступательно через верхнюю поверхность пуансона, проталкивая опорный элемент 12 через отверстие 42. Как видно на фиг. 9, каждый опорный элемент 12 последовательно проталкивается через отверстие 42, а также между подвижной подпружиненной направляющей 50, удерживая опорный элемент у верхней поверхности транспортера 44. В транспортере 44 имеется множество вакуумирующих отверстий 52, которые предназначены для удерживания опорных элементов на транспортере, когда их толкает последующий опорный элемент вниз по транспортеру к установке 130.
Как показано на фиг. 12, после отделения каждого удлиненного опорного элемента от полосы 14 кромочные части 15 и 16 перемещаются вперед по движению полосы, затем их обрубают отдельным пуансоном 52, причем кромки 15 и 16 движутся вверх под действием разрежения и направляются в бункер с отходами или в другое устройство (которое не показано), если таковое имеется.
Из предыдущего описания следует, что удерживание множества удлиненных опорных элементов 12 в виде полосы 14 в процессе формирования опорных элементов, а также везде при прохождении их через установку 26 способствует улучшению процесса производства бритвенных лезвий показанного типа. Отдельные опорные элементы выравниваются, удерживаются с возможностью контроля положения при выполнении всех необходимых операций, включая штамповку и вырубку. Удерживание опорных элементов 12 в полосе также позволяет перемещать полосу 14 по установке 26 с помощью только кромочных частей 15 и 16. Следовательно, благодаря настоящему изобретению, можно уменьшить отходы производства в процессе изготовления изделия и повысить производительность оборудования.
В рамках формулы настоящего изобретения возможны изменения и модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЗОПАСНАЯ БРИТВЕННАЯ СИСТЕМА (ВАРИАНТЫ), БРИТВЕННОЕ ЛЕЗВИЕ ДЛЯ БРИТВЕННОЙ СИСТЕМЫ, СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ ДЛЯ БРИТВЕННОЙ СИСТЕМЫ | 1995 |
|
RU2152299C1 |
| БРИТВЕННОЕ УСТРОЙСТВО С ЛЕЗВИЯМИ | 1999 |
|
RU2209720C2 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ | 1991 |
|
RU2119424C1 |
| БРИТВЕННЫЙ УЗЕЛ | 1998 |
|
RU2183156C2 |
| ОДНОРАЗОВАЯ БРЕЮЩАЯ СИСТЕМА С НЕПОДВИЖНОЙ ГОЛОВКОЙ | 1993 |
|
RU2114730C1 |
| СПОСОБ ОБРАЗОВАНИЯ БРИТВЕННЫХ ЛЕЗВИЙ И БРИТВЕННОЕ ЛЕЗВИЕ | 1991 |
|
RU2108235C1 |
| СТРУКТУРА ДЛЯ ПОДДЕРЖКИ УДЛИНЕННОГО ЛЕЗВИЙНОГО БЛОКА БРИТВЕННОГО УСТРОЙСТВА | 1998 |
|
RU2191684C2 |
| БРИТВЕННОЕ УСТРОЙСТВО | 1991 |
|
RU2104859C1 |
| БЛОК ЛЕЗВИЙ БРИТВЫ (ВАРИАНТЫ) | 1997 |
|
RU2189308C2 |
| КОНСТРУКЦИЯ БРИТВЫ | 1995 |
|
RU2131349C1 |
Изобретение относится к изготовлению бритвенных лезвий. Бритвенное лезвие изготавливается из тонкого элемента заготовки лезвия, из которой формируется часть с режущей кромкой. Эта часть приваривается к более жесткому опорному элементу или прикрепляется к нему каким-либо другим способом. Множество опорных элементов изготавливаются из рулона полосы путем выполнения процесса резки и формования, причем каждый опорный элемент удерживается кромкой на соседнем опорном элементе, образуя рулон опорных элементов для лезвий. Затем рулон опорных элементов подают в установку, предназначенную для отделения каждого опорного элемента от рулона, совмещения его с элементом лезвия и скрепления их между собой. Техническим результатом изобретения является повышение точности транспортировки и сокращение брака. 2 с. и 10 з.п. ф-лы, 19 ил.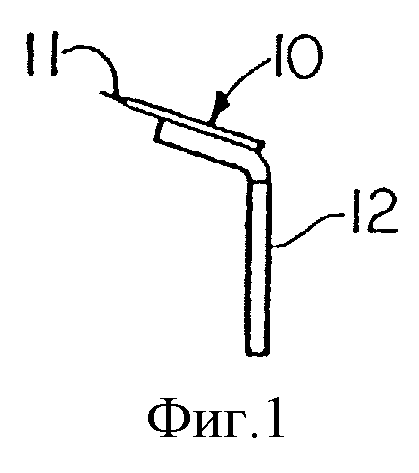
| US 4586255 А, 06.05.1986 | |||
| US 4860452, 29.08.1989 | |||
| Устройство для извлечения инородных тел из канала органа | 1985 |
|
SU1426558A1 |
| Способ изготовления деталей | 1975 |
|
SU547268A1 |
| Позиция вырезки многопозиционного листоштамповочного пресса | 1972 |
|
SU550961A3 |
| Устройство для удаления деталей из рабочей зоны пресса | 1974 |
|
SU632444A1 |
